


Het gebruik van fluxmiddelen
De term flux slaat op alle toevoegingen aan en behandelingen van gesmolten aluminium, waarbij chemische stoffen worden gebruikt. Deze stoffen zijn gewoonlijk anorganisch. In sommige gevallen worden metaalzouten gebruikt in de vorm van poeder, korreltjes of vaste tabletten. Ze kunnen handmatig worden toegevoegd of automatisch worden geïnjecteerd en ze kunnen een enkele functie hebben of verscheidene, waaronder ontgassen, reinigen, legeren, oxideren, desoxideren of verfijnen. De term flux omvat ook de behandeling van gesmolten aluminium met inerte of reactieve gassen om vaste of gasvormige onzuiverheden te verwijderen, waaronder bijvoorbeeld waterstof.
Door: A.J. Schornagel
Bij het smelten van aluminium en met name bij het hersmelten van nieuw gieterijschroot of ander schroot, is oxidevorming en de aanwezigheid van onzuiverheden heel normaal. Onzuiverheden komen voor in de vorm van vloeibare en vaste insluitsels die aanwezig blijven tijdens stolling tot in het gietstuk. Insluitsels kunnen afkomstig zijn van vuil gereedschap, zand en andere vormresten, ijzer-chroom-nikkel verbindingen zoals die vaak worden aangetroffen in spuitgietlegeringen, resten van metaalbewerkingssmeermiddelen en oxidatie van legeringselementen en/of basismetaal. Fluxen van de smelt vergemakkelijkt het samenklonteren en scheiden van ongewenste bestanddelen uit de smelt. Fluxen is temperatuursafhankelijk. De temperatuur moet hoog genoeg zijn om goede fysische scheiding of de gewenste chemische reactie te krijgen. Bij voldoende hoge temperatuur is de vloeibaarheid van zowel metaal als fluxmiddel dermate hoog, dat er sprake is van goed contact tussen die twee en er eveneens sprake is van betere reactiviteit.
Tabel 1. Karakteristieken van enkele stoffen die worden gebruikt als flux voor aluminiumlegeringen.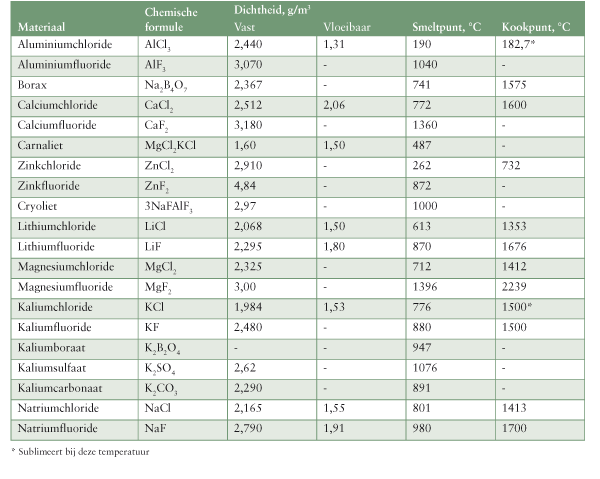
Fluxsamenstelling
De specifieke verbindingen of chemicaliën die in fluxen worden gebruikt hangen af van het doel van de flux. De meeste fluxverbindingen bestaan uit mengsels van anorganische zouten. De diverse bestanddelen van deze zouten of andere stoffen in de flux dienen voor het:
- Vormen van laagsmeltende zeer vloeibare verbindingen bij gebruikstemperatuur, zoals in het geval van natriumchloride/kaliumchloride mengsels.
- Uiteenvallen bij gebruikstemperatuur om anionen te genereren zoals nitraten, carbonaten en sulfaten, die in staat zijn om te reageren met onzuiverheden in de smelt. Hierbij ontstaan verontreinigende metaaloxiden of andere verbindingen met dichtheden die verschillen van die van de basissmelt en die fysische filtratie vergemakkelijken.
- Fungeren als vulmiddel om de prijs per gewichtseenheid te verlagen of te dienen als matrix of drager voor actieve ingrediënten of het effectief afdekken van de smelt.
- Absorberen van samenklonteringen van reactieproducten, afkomstig van de fluxwerking.
Niet alle bestanddelen zijn nodig of worden aangetroffen in elke flux. Tabel 1 geeft een lijst van eigenschappen van tal van stoffen die gewoonlijk worden gebruikt in commerciële aluminiumfluxen en fluxreacties. In het algemeen geldt dat de keuze welke stoffen in een flux te gebruiken afhangt van de gebruikstemperatuur, of de flux een gesmolten afdekking moet geven of een vaste, de gewenste reactiviteit en de specifieke legeringchemie. Zo dienen bijvoorbeeld natriumhoudende fluxen niet te worden gebruikt bij aluminium-magnesiumlegeringen om uiteenvallen van de natriumzout-flux, met als gevolg verontreiniging met natrium van de smelt. Natriumfluxen moeten evenmin worden gebruikt bij boveneutectische aluminium-siliciumlegeringen die zijn verfijnd met fosfor, omdat de makkelijk te vormen natriumfosfideverbinding fosfor ineffectief maakt als zuiveringsmiddel.
Fluxtypen
Er worden voor aluminiumlegeringen vier hoofdtypen flux gebruikt: afdekfluxen, zuiveringsfluxen, slakfluxen en reinigende fluxen. Wandreinigingsfluxen worden ook wel gebruikt, maar die worden in het algemeen op de ovenwand gespoten en niet aan de smelt toegevoegd.
Afdekfluxen
Deze fluxen zijn ontworpen voor gebruik met kleinere ovens als fysische barrière tegen oxidatie van de smelt of om te dienen als reiniger van legeringen, nieuw gieterijschroot of vers te laden gietelingen. Zulke fluxen zijn droog, of ze hebben een dermate samenstelling dat ze smelten op het oppervlak van de smelt, waarbij ze het materiaal dat aan de smelt wordt toegevoegd bevochtigen. Dit bevordert samenklontering van losse brokken en beperkt oxidatie van nieuwe oppervlakken tot een minimum. Dergelijke fluxen worden ook wel natte fluxen genoemd.
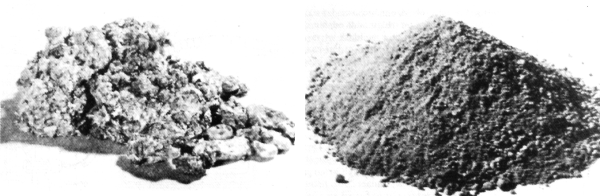
Afbeelding 1. Vergelijking tussen metaalrijke (a) en poederachtige, metaalarme slak (b) verkregen door middel van behandeling met flux.
Zuiveringsflux
Deze fluxen bevatten verbindingen die uiteenvallen bij gebruikstemperatuur en die thermodynamisch gunstig zijn voor wat betreft reactie met bepaalde metallische elementen in de basissmelt. Zo reageren bepaalde chloridehoudende verbindingen in gesmolten aluminium dat magnesium, calcium, lithium, natrium en kalium bevat, waarbij onoplosbare chloride van deze metalen worden gevormd, die zich dan afscheiden als gevolg van dichtheidsverschillen met de slak, waarna ze kunnen worden afgeschept. 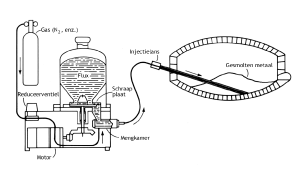
Afbeelding 2. Schematische weergave van het fluxinjectieproces.
Wandreinigingsflux
Deze fluxen bevatten verbindingen die meehelpen de oxideopbouw die aan de ovenwand optreedt te verzachten. Ze worden vaak aangebracht via een speciale spuitinrichting.
Juist gebruik van fluxen
Fluxverbindingen moeten worden gebruikt bij temperaturen die zijn opgegeven door de fluxfabrikant om zeker te zijn van geschikte reactiecapaciteit. Fluxverbindingen zijn in het algemeen tot op zekere hoogte hygroscopisch en dienen daarom te worden opgeslagen op een droge plaats. Ze mogen nooit in natte toestand worden gebruikt, omdat de mogelijkheid van een explosieve reactie dan niet valt uit te sluiten. Daar komt bij dat vochtig tot nat fluxmateriaal waterstof in de aluminiumsmelt introduceert, waarin waterstof zeer goed oplosbaar is. Gereedschap (scheppen, schrapers, rakel, geperforeerde spatels) die worden gebruikt voor het doseren van flux moeten schoon en droog worden gehouden en altijd boven 95°C worden voorverwarmd, om spetteren en borrelen als het in aanraking komt met de smelt tegen te gaan. Flux moet worden toegevoegd volgens de aanbevelingen van de fabrikant. Afdekfluxen kunnen met de hand of met een schep worden uitgespreid over de smelt. Slakvormende fluxen moeten in de slaklaag worden ingebracht. De flux moet grondig worden vermengd. Er moet op worden gelet dat er niet teveel vers gesmolten metaal in de slaklaag terecht komt tijdens dit mengen. Als er enige vorm van flux wordt gebruikt moet er op worden gelet dat deze volledig wordt gesepareerd van de smelt tijdens gieten. Verder dient de smelt gelegenheid te krijgen voor het neerdalen van zware insluitsels of het aan het smeltoppervlak komen drijven van fluxzouten en door flux bevochtigde oxiden met lichtere dichtheden. Optimale rusttijden variëren van 5 tot 10 minuten voor een kleine smelt in een kroes tot 1 tot 2 uur voor een grote smelt.
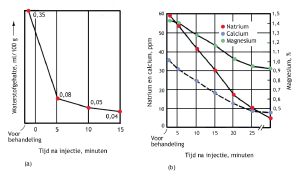
Afbeelding 3. Effectiviteit van fluxinjectie bij het verwijderen van waterstof (a) en alkalimetalen (b) uit een aluminiumsmelt.
Ontgassen met fluxinjectie
Deze behandeling kan worden verricht met het dragergas zelf of met een inert gas plus verbindingen zoals hexachloorethaan. Hexachloorethaan valt uiteen in chloor, dat dan AlCl3-gasbelletjes vormt die waterstof verzamelen tijdens het opstijgen naar het oppervlak van de smelt. Bij een toevoer van 0,2% is een 10 minuten durende behandeling in staat om het waterstofgehalte te verlagen van 0,35?ml/100 g tot 0,05 ml/100 g (afbeelding 3a). Dit waterstofniveau is alleszins aanvaardbaar voor alle toepassingen van aluminiumgietlegeringen.
Niet-metallische insluitsels
Dergelijke insluitsels kunnen worden verwijderd door zoutfluxen te injecteren, die de bevochtiging van deze deeltjes met gesmolten aluminium ongedaan maken. Wisselende hoeveelheden flux kunnen worden toegevoegd in hoeveelheden van 0,2 tot 0,5% van het gewicht van de gehele smelt. Er is een bepaalde standtijd van de smelt nodig (gewoonlijk 5?minuten voor kleine smeltvolumes) om de fluxdeeltjes de gelegenheid te geven om met de insluitsels conglomeraten te vormen die naar het oppervlak van de smelt opstijgen, waarna ze kunnen worden verwijderd.
Verwijdering van alkalimetalen
Calcium, natrium, lithium en magnesium verontreinigingen kunnen in hoge mate worden verwijderd uit gesmolten aluminium door gebruik te maken van zoutfluxen en/of reactieve gasmengsels, die chloor en fluor bevatten. Zulke halogeenverbindingen reageren bij voorkeur met de verontreinigingen onder vorming van chloriden en/of fluoriden met verschillende dichtheden, die zich dan afscheiden van de basissmelt. Afbeelding 3b toont de resultaten van de verwijdering van alkali onzuiverheden met injectie van 0,36 gew.% flux.