Niet alle soorten Aluminium zijn te gieten.
Met gieten kan vrijwel iedere vorm worden verkegen. Maar de keuze voor het gietproces wordt bepaald door de gieteigenschappen van het materiaal en de omstandigheden. Zuiver aluminium heeft een slink van circa 6% waardoor het slecht bruikbaar is als gietmateriaal. Dit nadeel kan worden opgelost door het aluminium te legeren. Zo wordt de gietbaarheid anders, maar wijzigen ook alle andere materiaaleigenschappen.
Aluminium wordt in een toenemend aantal sectoren toegepast. Dit kan zijn vanwege de prijs, het gewicht en natuurlijk ook vanwege de materiaaleigenschappen, zoals het uiterlijk of het ermee te verkrijgen uiterlijk (bijvoorbeeld na anodiseren) en de corrosie-eigenschappen. Sectoren waarbij aluminium producten veel worden toegepast zijn:
- de automobielindustrie
- de vliegtuigindustrie
- de scheeps- en jachtbouw
- de machinebouw
- de bouwsector
- de medische apparatenindustrie
- de electronica-industrie
- de rijwiel- en motorenindustrie.
Verder wordt aluminium nog toegepast als desoxidatiemiddel in de staalindustrie.
Aluminium gieten
Tijdens het ontwerpproces richt men zich tegenwoordig steeds meer op het beperken van het aantal onderdelen door integratie van vormen en functies. Hierdoor wordt ook het aantal processtappen om tot een product te komen, zoals lassen, klinken of bouten, en verspanende bewerkingen, beperkt. Zo denkend en werkend kunnen producten in een aantal gevallen worden vereenvoudigd en kan het aantal onderdelen van een samengesteld product worden verminderd. Om dit te realiseren wordt er weer vaker gekeken naar gieten als interessant economisch en technisch alternatief voor de productie van producten, maar ook naar verspanend vormgeven van producten uit vol materiaal. Door gieten kunnen producten zo vorm worden gegeven dat de vorm- en maatnauwkeurigheid groot is en veelal slechts boringen en pasvlakken behoeven te worden nabewerkt. Het product benadert zo goed mogelijk de uiteindelijke vorm. Voordeel van verspanende bewerking boven gieten is dat in principe ieder materiaal bewerkt kan worden, maar niet gegoten.
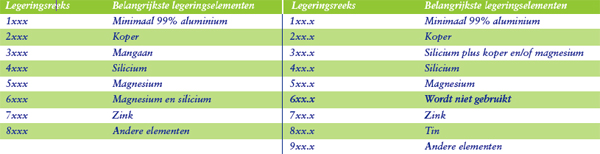
Daarentegen kan met gieten eigenlijk vrijwel iedere vorm verkregen worden, hetgeen niet kan met verspanen. Ongelegeerd aluminium (ca. 99,5% Al) heeft een geringe sterkte van ca. 70 tot 180 N/mm2. Deze geringe sterkte, maar ook andere eigenschappen als kruipsterkte, verspaanbaarheid, lasbaarheid en gietbaarheid kunnen door legeren worden verbeterd. Vaak bevatten de zo verkregen legeringen één of twee hoofdlegeringselementen, die het niveau van de sterkte-eigenschappen bepalen. Bovendien kunnen er, al dan niet opzettelijk toegevoegd, nog een aantal secundaire legeringselementen voorkomen in geringe hoeveelheden. De belangrijkste legeringselementen zijn Mg, Mn, Si, Cu en Zn. Mg, Mn en Si veroorzaken voornamelijk oplossingsharding, d.w.z. dat de atomen van deze elementen op de roosterplaatsen van het aluminium kunnen gaan zitten. Cu en Zn kunnen ook precipitatieharding, meestal door de uitscheiding van intermetallische verbindingen, veroorzaken. Ook zijn combinaties mogelijk. Globaal worden de aluminiumsoorten naar hoofdverwerking onderverdeeld in kneed- en gietlegeringen. Kneed-legeringen worden geleverd in de vorm van halffabrikaten, verkregen door plastische vervorming van gietblokken. Deze plastische vervorming kan gebeuren door middel van walsen, extruderen of een vorm van smeden. De gietlegeringen worden gebruikt voor het maken van producten die direct in de eindvorm worden gebracht door te gieten. De aluminiumlegeringen kunnen worden ingedeeld op basis van de voornaamste legeringselementen en de thermische en mechanische behandelingen, en de daaruit resulterende speciale eigenschappen (zie de tabel hiernaast).
De keuze van het soort aluminium giet- of kneedlegering uit de veelheid van soorten, van 1xx.x tot en met 9xx.x respectievelijk 1xxx tot en met 8xxx volgens EN 573, en de geschiedenis van het materiaal bepaalt ook de bewerkbaarheid en de verwerkbaarheid van het aluminium. Immers de thermomechanische geschiedenis van het materiaal met een bepaalde samenstelling bepaalt de microstructuur van dat materiaal in vaste toestand, en daarmee alle eigenschappen. Die geschiedenis kan bestaan uit koud- en/of warmdeformeren (weergegeven met Hxx), en/of een warmtebehandeling (Txx). In de praktijk worden de volgende thermische behandelingen van aluminium-legeringen onderscheiden naar leveringstoestand:
- Natuurlijke veroudering na afkoelen na een vormgevingsproces op hoge temperatuur (T1);
- Koudvervormd na afkoelen na een vormgevingsproces op hoge temperatuur en daarna natuurlijk verouderd (T2);
- Oplosgegloeid, koudvervormd en natuurlijk verouderd (T3);
- Oplosgegloeid en natuurlijk verouderd (T4);
- Kunstmatige veroudering na koelen na een vormgevingsproces op hoge temperatuur (T5);
- Oplosgegloeid en kunstmatig verouderd (T6);
- Oplosgegloeid en gestabiliseerd (over verouderd) (T7);
- Oplosgegloeid, koudvervormd en kunstmatig verouderd (T8);
- Oplosgegloeid, kunstmatig verouderd en koudvervormd (T9);
- Koudvervormd na afkoelen na een vormgevingsproces op hoge temperatuur en daarna kunstmatig verouderd (T10).
Zoals uit deze indeling blijkt, is het een indeling naar behandelingen en de daarmee te verkrijgen eigenschappen van het aluminium. De eigenschappen van het materiaal in (semi)vloeibare toestand, dus de eigenschappen tijdens het gieten en het daarop volgende stollen en verder afkoelen, worden echter alleen maar bepaald door de chemische samenstelling van het vloeibare materiaal. De belangrijkste gietlegeringen zijn aluminium met 4-12% koper, aluminium met 4-20% silicium, aluminium met 3-10% magnesium en aluminium met 1-4% zink en 4-1% magnesium. Hoewel de keuze voor de legeringen in de loop der jaren steeds meer van verwerkings- (cq. giet-) eigenschappen richting de gebruikseigenschappen is verschoven, en hoewel de samenstellingen van de gietlegeringen steeds meer die van de kneedlegeringen naderden, zijn de gieteigenschappen voor werkelijke gietproducten nog steeds van groot belang.
De gieteigeschappen
De gieteigenschappen zijn samen te vatten onder de algemene noemer gietbaarheid.
Hieronder wordt verstaan de mate waarin een metaal zich in een (al dan niet ingewikkelde) vorm met (al dan niet grote) volumeverschillen (grote blokken en kleine kanaaltjes) laat gieten, zonder dat er bijvoorbeeld kleine kanaaltjes niet gevuld worden omdat het materiaal te snel stolt en zonder dat in volumes grote of kleine slinkholten worden gevormd. Natuurlijk heeft dit alles ook te maken met de vorm, de zogenaamde aansnijding (de toevoerkanalen voor het gesmolten metaal) en de plaatsing van eventuele opkomers, die kunnen zorgen voor de navoeding die nodig is als er slinkholten (dreigen te) ontstaan. Kreten van de leveranciers van gietproducten als ‘je kan elke vorm gieten die je maar wilt‘ of ‘ieder product kan in ieder materiaal worden gegoten’ zijn dan ook slechts algemeenheden. En zoals iedere algemene kreet, valt hierop nogal wat af te dingen. Of aluminium zich goed laat gieten, dus zich in een vorm laat brengen van een daarvoor gevormde holte met de vorm van het uiteindelijk gewenste product en met de gewenste nauwkeurigheid, en de mate waarin dat gietstuk eventueel nog moet worden nabewerkt, is namelijk ook afhankelijk van de nauwkeurigheid van de gietvorm en de totale krimp (slink van het vloeibare aluminium tijdens het stollen en krimp van de vaste stof vanaf de smelttemperatuur tot aan kamertemperatuur). Die totale krimp verschilt per aluminiumlegering.
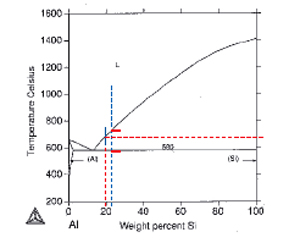
Zo heeft zuiver aluminium een slink van ca. 6%, waardoor het materiaal slecht bruikbaar is als gietmateriaal. Dit nadeel kan alleen opgelost worden door het aluminium te legeren. Zo wordt de gietbaarheid anders, maar ook wijzigen dan alle andere materiaaleigenschappen zoals lasbaarheid, corrosievastheid, sterkte en taaiheid. De gietbaarheid wordt echter niet alleen door de mate van optredende slink bepaald, maar ook door de viscositeit van het vloeibare materiaal en de lengte van het stoltraject of stollingsinterval (temperatuur bij het begin van het stollen tot de temperatuur waarbij het laatste deel van de smelt stolt). Bovendien tonen de materialen tijdens het stollen segregatie, die afhankelijk is van de lengte van het stoltraject en de vorm van het fasediagram (zie afbeelding 1). Onder segregatie wordt verstaan het ontstaan van (lokale) verschillen in chemische samenstelling (relatief grote verschillen over kleine afstanden in het materiaal). Voor gietlegeringen is daarom een niet te lang stollingstraject gewenst om segregaties te beperken, maar ook om het gevaar op (warm)scheurvorming te beperken.
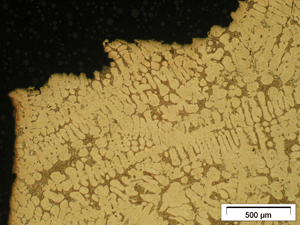
Voor de navulling heb je echter wel enig stoltraject nodig, daarom zijn gietlegeringen bijna eutectisch en niet volledig eutectisch. Daarom worden bijna eutectische legeringen toegepast vanwege goede gieteigenschappen (kort stoltraject), waarbij er dan overigens wel veelal korrelverfijnende elementen worden toegevoegd. Zo zou aluminium met 40% silicium een stollingstraject hebben van meer dan 300?C, maar door reductie van het silicium gehalte tot ca. 15% reduceert het stollingstraject tot slechts ca. 50?C (zie ter illustratie het binaire toestandsdiagram in afbeelding 1). Samengevat kunnen de lengte van het stoltraject en de mogelijk optredende segregatie problemen opleveren in de vorm van het optreden van warmscheuren tijdens het stollen van het gietproduct, maar ook een grotere lokale corrosiegevoeligheid in vergelijking met een materiaal met overal ongeveer dezelfde chemische samenstelling. De voordelen van het legeren van zuiver aluminium met andere elementen wordt goed geïllustreerd door het legeren met het element silicium. De 4xx.x-groep is gelegeerd met silicium ten behoeve van het gieten. Dit omdat het de vloeibaarheid van de smelt vergroot, de smelttemperatuur verlaagt, de slink beperkt en omdat het ruwe materiaal goedkoop is. Ook heeft silicium een laag soortelijk gewicht (2,34 g/cm3), hetgeen een voordeel kan zijn in het beperken van het totale gewicht van het gietstuk. Silicium heeft bovendien een zeer beperkte oplosbaarheid in aluminium, waardoor het uitscheidt vrijwel als zuiver silicium, dat hard is en daardoor de slijtvastheid verbeterd. Een voorbeeld van een gietstructuur wordt getoond in afbeelding 2. Die microstructuur is die van een legering bestaande uit aluminium met 33% silicium en 3% ijzer.
Een typische chemische samenstelling van aluminiumlegeringen die worden toegepast voor motorblokken (zie voorbeeld afbeelding 3) is de volgende:
Het koper heeft tot doel de vorming van precipitaten (Al2Cu, Al5Mg8Cu26), die sterkte aan het materiaal geven. Indien mogelijk moet het ijzergehalte zo laag mogelijk worden gehouden omdat het tot de vorming van plaatvormige precipitaten (Al5FeSi) leidt, waardoor het gietstuk kan verbrossen en waardoor de stroom van vloeibaar metaal in de gietvorm kan worden geblokkeerd. Het strontium, als dat doelbewust wordt toegevoegd, modificeert de vorm van het silicium, meer dan natrium dat doet, maar het kan door een variëteit aan mechanismen een grotere mate van porositeit in het uiteindelijke gietstuk introduceren. Zo moge uit dit voorbeeld duidelijk worden dat ieder element een specifieke invloed heeft op ofwel het gieten ofwel de uiteindelijke eigenschappen van het gietstuk. Zo is iedere aluminiumlegering toch weer eigenzinnig!