


Gieten: Levervormen van aluminium
Gieten is een techniek waarbij producten worden vervaardigd door een vloeibare substantie, bijvoorbeeld gesmolten metaal, in een vorm, een matrijs, te schenken. Deze vormgevingstechniek bestaat al duizenden jaren. Gieten is veelal de kortste weg tot een product. Wanneer de gevraagde toleranties en oppervlaktekwaliteit worden behaald is verdere nabewerking niet nodig. Worden deze eisen overschreden, dan moet het product nog wel worden nabewerkt. Dit gebeurt vaak door middel van verspanende bewerkingen. Gegoten stukken hebben een bepaalde gietstructuur.
A.J. Schornagel
Gietelingen van ongelegeerd aluminium
Gietelingen van ongelegeerd aluminium worden meestal door de smelter gefabriceerd. Ze worden weer gesmolten en respectievelijk gelegeerd of ongelegeerd gegoten tot ingots die tot halffabrikaten worden verwerkt. Een deel wordt ook in vormgieterijen gebruikt. Hun samenstelling zijn in EN 576 vastgelegd. Omdat bij het weer smelten en bij het legeren kleine hoeveelheden verontreinigingen onvermijdelijk zijn, zijn de toelaatbare bijmengingen voor gietelingen van hoogzuiver aluminium en primair aluminium in EN 576 nauwer begrensd, dan ingots en halffabrikaten EN 576-3 en EN 576-4). De voor deze gietelingen gangbare leveringsgrootte bedraagt 25 kg. Kleinere eenheden (bijvoorbeeld 10 kg) zijn zeldzamer. Gietelingen worden hetzij handmatig hetzij machinaal gegoten. De simpelste inrichting bestaat uit in een halve cirkel geplaatste gietelingvormen met zwenkbare gietgoot. Gietmachines worden of naar de aard van hun transportband met rondgaande gietelingvormen of als draaitafelmachines (gietcaroussel) gebouwd. Het gieten vindt hier continu plaats rechtstreeks uit de smeltoven. Door vergaande mechanisering van de nevenwerkzaamheden vindt een en ander op economische wijze plaats. Gietblokken spelen in toenemende mate een steeds grotere rol, ze kunnen een massa hebben van 500 kg tot 2000 kg. Gietblokken worden zowel in gietelingvormen gegoten (tot een gewicht van 500 kg) als door middel van continu-gieten. Tot de gietelingen van ongelegeerd aluminium behoren ook de halfjes (4 - 8 kg) en de tientjes (1 kg), die in het bijzonder voor desoxidatie van staal worden gebruikt.
Gietelingen van gelegeerd aluminium
Gietelingen van gelegeerd aluminium worden overwegend geleverd door vormgieterijen, hun samenstelling is vastgelegd in EN 1706, aluminiumlegeringen en aluminium gietlegeringen. De fabricage vindt plaats in zowel smelterijen als in gieterijen. De gietelingen worden dikwijls per legering op metalen pallets geleverd met daarop stapels van 500 tot 1000 kg. De pallets kunnen worden neergesmolten, zodat terugtransport achterwege kan blijven. De gietelingen zijn meestal zodanig gevormd, dat ze om en om in elkaar grijpend tot afschuifveilige transporteenheden kunnen worden samengesteld. Het gebruik van kant-en-klaar gelegeerde gietelingen bespaart de verwerker aanzienlijke inspanningen ten aanzien van kwaliteitsverbetering (bijvoorbeeld verwijderen van gassen en oxiden, korrelverfijning) en kwaliteitscontrole (zoals chemische analyse), in het bijzonder bij leveringen die vergezeld gaan van controlecertificaten van de fabrikant. Gietelingen van gelegeerd aluminium zijn voor de fabricage van halffabrikaten van ondergeschikt belang.
Granulaat, gruis, poeder
Granulaat ontstaat door stolling van vloeibaar metaal massieve of holle druppels met diameters van ongeveer 3 tot 20 mm, die door bijgieten van water of door opgieten op gekoelde, roterende platen, trommels enzovoort. De vervaardiging vindt plaats in smelterijen. Al naar gelang het gebruiksdoel bestaat het granulaat uit zuiver aluminium (zoals Al99,5; Al99,7; Al99,8) of uit aluminium (giet)legeringen. Hoofdgebruiker is de staalindustrie, voor desoxidatie doeleinden. Verdere toepassingen zijn bijvoorbeeld strafmiddelen voor de bewerking van
oppervlakken van gietstukken. Onder gruis worden kleine korrelige metaaldeeltjes verstaan met diameters van 0,4 tot 3 mm, die hetzij door blazen of verstuiven van vloeibar metaal (naaldvorm) of door roeren en/of schudden tijdens stolling (bolvorm) ontstaan. Nog kleinere korrelige metaaldeeltjes worden aangeduid als poeder. Fabrikanten van dit product zijn smelterijen en specifieke poederfabrikanten. Aluminium gruis wordt gebruikt in de aluminothermie en voor verscheidene doeleinden in de chemische industrie.
Ingots
Voor de fabricage van halffabrikaten zijn wals- en persstaven van het voorgeschreven materiaal nodig in passende afmetingen, zogenaamde ingots, nodig. Formaatgieterijen maken deel uit van zowel van smelterijen als van fabrieken van halffabrikaten. Hoogzuiver aluminium wordt nagenoeg uitsluitend rechtstreeks tot ingots gegoten (Al99,98R en AlRMg legeringen volgens EN 573-3) en maar heel zelden in de vorm van gietelingen. De kwaliteit van de gegoten staf is van doorslaggevende invloed op de kwaliteit van de gefabriceerde kneedproducten. De staf moet voor alles vrij zijn van oxiden en insluitsels zoals poriën, slinkholtes en scheuren, die allen kunnen ontstaan als gevolg van krimp en warmtespanningen. Afwezigheid van gas en oxiden kan worden gerealiseerd door middel van zorgvuldige smeltbeheersing, een zo laag mogelijke giettemperatuur, reiniging van de smelt alsmede vakkundig gieten. Wat onder alle omstandigheden moet worden vermeden is het meesleuren van de op de smelt aanwezige oxidehuid bij het gieten. De aanwezigheid van een fijnkorrelige structuur over de gehele staafdiameter bevordert de verder bewerking en vormt een van de voorwaarden voor gelijkmatige eigenschappen van het gerede halffabrikaat. Door middel van geringe toevoegingen van titanium en andere korrelverfijnende elementen alsmede door via toevoeging van bepaalde hoeveelheden geschikt schroot, kan naar een dergelijke korrelverfijning worden toegewerkt. Voorts is de onderdrukking van uitscheidingen van belang, dit houdt in dat er een gelijkmatige verdeling van zowel de opgeloste als de niet in oplossing verkerende bestanddelen in de microstructuur moet heersen. Bij legeringen van een bepaalde samenstelling met een uitgesproken stollingstraject treden tussen de primair stollende kristallen en de resterende smelt verschuivingen op in de concentraties. Ook binnen in het kristal kunnen bij onvolledige vereffening door diffusie concentratieverschillen achterblijven die aanleiding kunnen zijn voor kristaluitscheiding.
De gloeibehandeling van de continu gegoten staf die vooraf gaat aan verdere bewerkingen, zorgt mede voor vereffening van deze structuurverschillen. Enkele aluminiumlegeringen vertonen de neiging tot omgekeerde blokuitscheiding. Hier vindt de volgens het toestandsdiagram te verwachten verrijking van de als laatste stollende bestanddelen niet plaats binnen in de staf, maar in de randzones. Ingots van ongelegeerd aluminium,
hoogzuiver aluminium en aluminium celdelingen worden geleverd als:
- Walsstaf vanaf ongeveer 50 kg tot maximale afmetingen van 2500 x 600 x 3900 mm3, massa 13 t.
- Massieve en holle ronde staf voor de fabricage van buizen en holle profielen, doorgaans tot 500 mm diameter, lengte tot 3900 mm, massa in het algemeen tot 2 t.
- Rechthoekige staf met overeenkomstige afmetingen.
- Draadstaf, ook gepunt, massa tot ongeveer 80 kg.
Vloeibaar aluminium
Een in toenemende mate gebruikelijke leveringsvorm aan gieterijen en makers van halffabrikaten is het transport als smelt in speciale, warmte-isolerende houders respectievelijk voertuigen (capaciteit circa 50 000 t).
Fabricage van het voor materiaal voor de vervaardiging van halffabrikaten
Gesmolten aluminium
Het smelten en legeren vindt plaats in de smeltoven na menging met een van te voren berekende hoeveelheid primair aluminium of aluminiumschroot, legeringsmetaal, voorlegering en benodigde toevoegingen. Voor de fabricage van een smelt, die zo min mogelijk waterstof en oxiden bevat worden al naar gelang de eisen en gegevenheden intensieve smeltbehandelingen uitgevoerd met gebruik van chloor, chloorstikstof of chloor-inertgas mengsels, of van chloor afsplitsende zouten. Een minimalisering van het gebruik van chloor wordt met het oog op gezondheid en milieu nagestreefd. Na roeren, verschalen en afschuimen van de slak worden monsters genomen en geanalyseerd. Daaruit voortvloeiende correcties van de smeltsamenstelling leiden tot hernieuwde monstername en controleanalyses. De werktemperaturen liggen hoger dan de giettemperatuur.
Het is doelmatig om de smeltoven van de gietoven te scheiden en de gietklare smelt via een goot in de gietoven over te brengen. Via een mechanische of hydraulische kiepbeweging van de smeltoven is een wervelvrije en gelijkmatige lediging mogelijk.
Gieten
In de gietoven wordt de smelt op giettemperatuur gebracht en gehouden. Gietovens worden in het algemeen met brandstof verhit en slechts zelden met behulp van elektrische-weerstandverhitting. Er wordt ook wel gebruik gemaakt van inductieovens. Ter verhindering van oxidatie van de smelt kan de vrije ovenruimte ook met een inert gas worden afgevuld. De lediging bij het gieten vindt plaats met een gestuurde zijdelingse draai- of kiepbeweging, zodat een wervelingvrije afvloeiing via de gietgoot in het gewenste giettempo mogelijk is. Bij directe vulling van de gietoven met primair aluminium of een aluminiumvoorlegering, kan de gietoven ook worden gebruikt voor het snel smelten en opwarmen tot de giettemperatuur. Om een gelijkmatige en oxidearme smeltkwaliteit te garanderen wordt het vloeibare aluminium al naar gelang het procesverloop al bij afzonderlijke gietstappen, maar in ieder geval voor het binnenstromen in de coquille gefilterd.
Temperatuurmetingen
De maximale smelttemperatuur van gelegeerd aluminium ligt beneden 800°C, doorgaans tussen 700° en 750°C, dus in een temperatuursgebied waarbij de smelt nog geen makkelijk aan de kleur te herkennen straling uitzendt. Schatting van de temperatuur aan de hand van kleur is daarom niet mogelijk. Voor korte controlemetingen wordt gebruik gemaakt van thermo-elementen, die zo zijn uitgevoerd, dat ze een onbeschermd thermokoppel vormen, meestal NiCr-Ni, die in de smelt worden gedompeld. Om hun levensduur te verlengen wordt het blanke deel van de uitwisselbare thermokoppels bestreken met coquillepasta. Dit insmeren moet voor elke indompeling opnieuw worden gedaan. Het oveneinde van het thermokoppel is in een lichte armatuur ondergebracht, die tegelijkertijd dienst doet als houder voor het meetinstrument. Nadeel van deze uitvoering is dat het spanningsverschil tussen de blanke thermokoppeldraden naar verhouding snel door opname van metaal uit de smelt verloopt, waardoor de meetnauwkeurigheid wordt beïnvloed. Er moet van tijd tot tijd met een controle-instrument worden vastgesteld hoever de afwijking is voortgeschreden, zodat het thermokoppel tijdig kan worden vervangen.
Om dit nadeel te omzeilen, zijn er voor controlemetingen ook dompelthermo- elementen waarbij de meetplaats is omhult door een buisje, dat na een bepaald aantal metingen moet worden verwisseld. Het draagbare of vast opgestelde meetinstrument is via een snoer verbonden met het thermoelement. Voor continue metingen wordt gewoonlijk gebruik gemaakt van een thermo-element in rechte of gebogen vorm met een NiCr-Ni-thermokoppel, dat is ondergebracht in een beschermbuis, gemaakt van grafiet of perlitisch grijs gietijzer. De ervaring leert dat het perlitisch grijs gietijzer langer meegaat, al naar gelang de bedrijfsomstandigheden wel zo’n 100 uur. Hierbij zij opgemerkt dat in magnesiumrijke aluminiumsmelten een beschermbuis van zuiver ijzer zich beter gedraagt dan gietijzer. De houdbaarheid van dergelijke beschermbuizen kan worden verbeterd door aanbrengen van een keramisch laagje. Het stationaire meetinstrument, dat aan de wand of op een schakelpaneel kan worden gemonteerd, verdient voor continue metingen de voorkeur. De nauwkeurigheid van de meting wordt verhoogd indien er een permanente vergelijkingstemperatuur voorhanden is, die bijvoorbeeld op een constante temperatuur wordt gehouden met behulp van een thermostaat.
Wal s- en persingots
Wals- en persingots kunnen door middel van continu of discontinu gieten worden vervaardigd. Bij discontinu gieten wordt er telkens een stuk in een coquille gegoten. De afgelopen twintig tot dertig jaar won het continu gieten aan belang. Hierbij worden oneindige gietstukken, bijvoorbeeld staf of band of draad gegoten, die vervolgens worden opgerold of, bij stafgieten, in stukken worden verdeeld om vervolgens verder te worden bewerkt. Continu gieten verloopt zonder ophouden, volgens het volgende principe: De smelt komt op de coquille terecht, stolt daar al naar gelang het desbetreffende proces tot draad, staf of band en verlaat vervolgens de coquille. Al naar gelang de gietrichting (horizontaal of verticaal) en naar de aard van de coquille (beweeglijk, stationair) kan er een indeling van het proces worden gemaakt.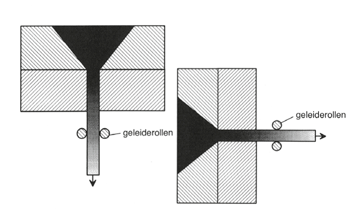
Afbeelding 1 Verticale en horizontale opstelling bij het gieten van strengen.
Verticaal continu gieten
Het gieten van strengen (afbeelding 1) behoort tot het proces met vast opgestelde coquille, dat wil zeggen de vormwanden bewegen niet mee met de stollende smelt. Er is zowel een verticale als horizontale opstelling mogelijk. Het overal ter wereld geprefereerde zogenaamde watergietproces, een proces met verticale opstelling waarbij de coquille uit een lager gelegen watergekoelde ring bestaat, die voor de aanvang van het gieten door een op de neerlaatbare giettafel bevestigd bodemplaat afgesloten wordt. Bij inzettende stolling van het uit de gietoven bij lage temperatuur via een goot toevloeiend metaal, wordt de tafel omlaag gehaald en het uittredende blok door gerichte besproeiing met een waterstraal direct afgekoeld. Daardoor treedt er een snelle, preferent van onder naar boven gerichte stolling totdat de kern van het blok wordt bereikt. Het resultaat is een over de gehele doorsnede fijnkorrelige, dichte, porie- en holtevrije ingot met geringe uitscheidingen. Het proces is bruikbaar voor ingots van elke afmeting en vorm (ook holle ingots). De maximale ingotlengte wordt bepaald door de slag van de verlaagbare tafel. Voordelen: De lichte en daarmee handelbare coquille vertonen een lange levensduur en vereisen geringe opslagruimte.
Afbeelding 2 geeft een schematische weergave van de opbouw en werking van een watergietinstallatie. De metaalaanvoer en verdeling ervan met vlotterregeling staat automatisch meervoudig gieten toe. Er zijn gietinstallaties in gebruik waarmee tegelijkertijd zo’n negentig ronde ingots met een diameter van 150 mm kunnen worden gegoten. Door filteren, bijvoorbeeld met een glasvezeldoek, en dempen van de metaalstroom door middel van een vlotter, regeling van de gietsnelheid in de goot en via stroomkanalen voor binnentreden in de coquille wordt turbulentie vermeden en kan een optimale metaalkwaliteit worden gegarandeerd. Voor het meervoudig gieten van ingots wordt gebruik gemaakt van zeer korte coquilles met vuurvaste, isolerende bekleding zonder metaalniveauregeling in elke afzonderlijke coquille toegepast. Het metaalniveau is in de toevoergoten en coquilles gelijk. De op deze wijze vervaardigde ronde ingots zijn van hoge en gelijkmatige kwaliteit (Hot-Top gietmethode, afbeelding 3). De grootste met het watergietproces continu gegoten walsingots hebben een doorsnede van 2500 x 600 mm2. Een bijzondere ontwikkeling is gieten in een elektromagnetsich veld, hierbij vindt de vormgeving van de ingot plaats door middel van elektromagnetische krachten en zonder aanraking met de coquillewand. De aldus gegoten blokken zijn vrij van oppervlaktefouten. Horizontaal continu gieten In afwijking van het watergietproces treedt bij dit proces volgens Gautschi- Ugine de stollende streng horizontaal uit en wordt verder geleid via geleiderollen. De streng is daardoor in zijn lengte minder begrensd dan verticale strengen en kan al naar gelag de coquillevorm, enigszins in dwarsdoorsnede worden gevarieerd. Op dergelijke horizontale gietmachines worden onder andere anodestroomgeleiders vervaardigd met een dwarsdoorsnede van 750 x 400 mm2 in lengtes van 9,30 m.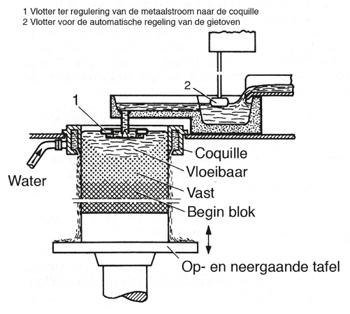
Afbeelding 2 Gieten van strengen volgens het watergietproces.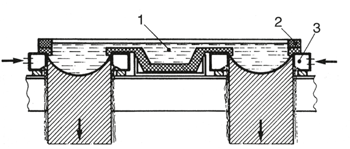
Afbeelding 3 Principe van het Hot-Top gietproces volgens Systeem VAW. 1) Toevoergoot; 2) Hot-Top; 3) Coquille.