


Het optimaliseren van het roestvast staal oppervlak
Door alle decennia heen hebben onderzoekers gezocht naar optimale en efficiënte technieken om het oppervlak van roestvast staal na afloop van diverse bewerkingen afdoende te reconditioneren. Het doel hiervan is om zo lang mogelijk nut van het vervaardigde apparaat of systeem te krijgen. Men kan dan denken aan bewerkingen die nodig zijn vanwege het lassen, door mechanische bewerkingen of onverhoopt ontstane contaminaties. Dit reconditioneren komt dan veelal neer op het verkrijgen van voldoende corrosiebestendigheid. Vooral aanloopkleuren veroorzaakt door het lassen en warmtebehandelingen dienen grondig verwijderd te worden omdat dergelijke zones en oppervlakken microporeus zijn naarmate de kleurstelling donkerder wordt.
Door Ko Buijs - Innomet Consultancy BV
Zo kunnen gemakkelijk agressieve chloriden binnendringen. Een normale gezonde oxidehuid is slechts 10 tot 15 nanometer dik en bestaat uit meerdere uiterst dunne laagjes. Deze laagjes gaan aanzwellen vanwege het oxidateproces. Door de onderlinge verschillen in uitzettingscoëfficiënt zullen deze laagjes extra microporositeit veroorzaken bij temperatuurschommelingen. Bovendien is in het onderliggende metaal meer chroom verbrand dan ijzer en dat betekent ook iets minder corrosiebestendigheid. M.a.w. aanloopkleuren veroorzaakt door het lassen en/of atmosferisch gloeien dienen altijd verwijderd te worden en zeker indien deze zone daarna corrosief wordt belast.
Beitsen en passiveren
Een van de bekendste methoden is beitsen en passiveren dat zich door de jaren heen heeft bewezen als een goede oplossing. Met beitsen en passiveren wordt immers de beschadigde, verbrande en/of gecontamineerde oxidehuid gestript om deze uiteindelijk opnieuw op te bouwen m.b.v. het passiveren. Hoewel deze methode een prima oplossing is om de verzwakte chroomoxidehuid weer in een optimale conditie te krijgen zijn er ook enige nadelen aanwezig. Naast de milieubelasting moet men veelal de goederen sturen naar gespecialiseerde beitsbedrijven hetgeen de interne logistieke materiaalstroom van de maakbedrijven niet ten goede komt. Daarom hebben bedrijven naar alternatieven gezocht en dat heeft ertoe geleid dat men mechanisch is gaan slijpen of gebruik is gaan maken van glasparelstralen. Laatstgenoemde bewerkingen geven echter meestal een oppervlak waaraan men geen voedsel mag blootstellen omdat de oppervlakteconditie daarvoor niet optimaal genoeg is. Daarnaast heeft keramisch stralen zijn entree gedaan dat al weer betere resultaten geeft omdat de keramische kogeltjes veel langer meegaan dan glasparels. Laatstgenoemde kogeltjes breken eerder door midden waardoor scherpe randjes ontstaan dat niet ten goede komt aan de oppervlakte gesteldheid. Al deze zaken hebben wel als doel om het materiaal op een acceptabele corrosiebestendigheid te brengen. Meer specialistische methoden zijn anodisch en elektrolytisch polijsten waardoor er een hoogwaardige oxidehuid ontstaat die bijzonder glad is. Bovendien verdwijnen er tijdens deze processen meer ijzeratomen dan chroom- en nikkelatomen waardoor er bovendien een betere corrosiebestendigheid ontstaat.
De positieve potentiaal van de oxidehuid wordt dankzij het elektrolytisch polijsten haast wel twee keer zo hoog. Overigens neemt deze enigszins af t.o.v. de uitgangspositie (2B) zodra men het oppervlak gaat slijpen of glasparelstralen. Dat heeft te maken met het ruwere oppervlak en dat effect wordt op den duur verder negatief beïnvloed door vuilafzettingen die dan leiden tot 'under deposit attack'. Dit is een corrosievorm die zich afspeelt onder vuilafzettingen en dat is vooral het geval indien er chloriden in het spel zijn. Chloriden kunnen dieper onder vuilafzettingen kruipen dan het relatief veel grote zuurstofmolecuul waardoor het materiaal uiteindelijk wordt aangetast. Chloor behoort tot de halogenen en dat zijn zoutvormers. Roestvast staal heeft juist zuurstof nodig om zijn passiviteit op peil te houden maar dat zal onder die vuilafzettingen te weinig gebeuren. Daarom is roestvast staal niet onderhoudsvrij en dient het geregeld gereinigd te worden. Het zal verder duidelijk zijn dat gepolijste oppervlakken een voordeel hebben omdat de neiging tot vuilafzetting aanmerkelijk geringer zal zijn. Daarom is de corrosiebestendigheid van een nat gestraald oppervlak beter dan die van het originele halffabricaat maar het is wel wat minder hoog dan in het geval van elektrolytisch polijsten.
De oppervlakteconditie
Men kan stellen dat de corrosiebestendigheid van roestvast staal niet alleen afhankelijk is van de soort legering maar ook van de oppervlakteconditie. Zo kan een parkeerpaal, gemaakt van roestvast staal AISI316 in de strandzone gaan corroderen door maritieme aerosolen. Echter vindt deze aantasting alleen plaats op de verticaal opgestelde geslepen buis terwijl het gepolijste kapje van dezelfde legering in prima conditie blijft. Hieruit blijkt dat slijpen een negatieve invloed heeft op de corrosiebestendigheid maar dat effect neemt ook weer af indien men een fijnere slijpkorrel neemt. Beitsen is qua mogelijkheid en grootte toch vaak een ideaal compromis. Het is overigens wel raadzaam dit beitsen over te laten aan gespecialiseerde bedrijven omdat de chemische middelen om de nodige voorzorg vragen i.v.m. de gezondheidsrisico’s voor mens en milieu. Heeft men zelf een beitserij dan dienen de strenge regels op dit gebied nauwgezet nageleefd te worden anders lopen de medewerkers risico op lichamelijk letsel zowel in- als uitwendig. Het zal duidelijk zijn dat deze maatregelen het bedrijfsproces er niet gemakkelijker op maken. Echter het ‘in huis houden van producten’ geeft ook voordelen zoals het niet verstoren van de interne logistiek en het besparen van transportkosten.
Ook is het van groot belang dat de medewerkers die belast zijn met het beitsen, werken met de juiste beitsmiddelen, parameters en inhibitoren om bijvoorbeeld een overbeitsing te voorkomen. Vooral de minder bestendige korrelgrenzen kunnen relatief snel preventief worden aangetast en dat leidt dan weer tot een verruwing van het oppervlak. Op afbeelding 1 ziet men duidelijk een preferente aantasting van de korrelgrenzen in austenitisch roestvast staal. Het hoeft verder geen betoog dat dergelijke korrelgrenzen ruimte bieden voor allerlei contaminaties en microbiële afzetting. Dit laatstgenoemde kan weer versneld leiden tot de gevreesde microbieel geïnduceerde corrosie (MIC) en andere bacteriële besmettingen. Daarom is het oog lang niet altijd een optimaal ‘instrument’ om een ruwheid indicatief vast te stellen omdat veel ruwe gebieden nu eenmaal niet met het blote oog waarneembaar zijn. 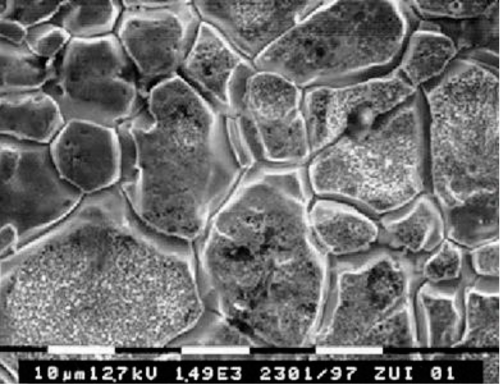
Afbeelding 1 Gebeitst roestvast staal AISI 316 (V=1500x) waarvan de korrelgrenzen preventief zijn aangetast (bron Dockweiler).
Ruwweg kan men stellen dat een geslepen oppervlak 2,5 tot 4 keer zo groot is dan een gepolijst oppervlak.
Het is van belang dat een oppervlak glad is maar ook weer niet te glad want bij ruwheden onder de Ra = 0,2 µm kunnen juist versneld bacteriologische besmettingen ontstaan omdat de adhesiekrachten tussen het oppervlak en bacteriën groter zijn geworden. Dit kan men schematisch zien in afbeelding 2 waar de mate van reinigbaarheid wordt weergegeven in afhankelijkheid van de ruwheid van het oppervlak. M.a.w. de regel ‘hoe gladder het oppervlak, hoe beter de reinigbaarheid’ blijkt in de praktijk niet altijd juist te zijn voor wat betreft bacteriën en micro-organismen. Afbeelding 3 laat zien hoe dit verwijderen van bacteriën op een oppervlak zich in de praktijk schematisch afspeelt. Bij een topografisch onderzoek door TNO kwam naar voren dat vooral glasparelstralen een relatief ruw oppervlak oplevert. Een dergelijk oppervlak bleek een gemiddelde ruwheid te hebben van circa Ra = 1,3 µm. Een oppervlak behandeld met natstralen daarentegen bleek uit te komen op een waarde van 0,25 en 0,60 µm.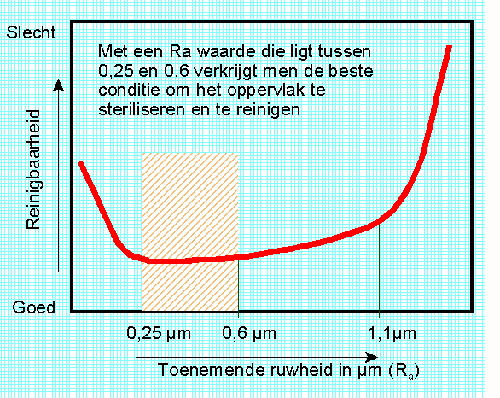
Afbeelding 2: het reinigen van roestvast staal kan het beste plaatsvinden met een ruwheid die ligt tussen 0,25 en 0,6 µm (bron Leser Hamburg).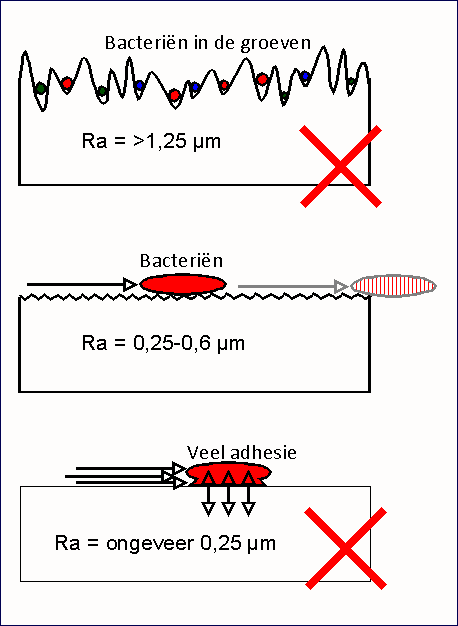
Afbeelding 3: Bij een te glad oppervlak zijn bacteriën moeilijk te verwijderen door onderdruk en adhesie (bron Leser Hamburg).
Afbeelding 4: De rechterhelft is behandeld met het PureFinish proces (foto Rösler).
Het Natstraalproces
Natstralen m.b.v. een abrasief additief is de laatste jaren behoorlijk in de belangstelling komen te staan en de verwachting is dat deze oppervlaktebehandeling in toenemende mate toegepast zal gaan worden omdat er interessante voordelen mee te bereiken zijn. Bijvoorbeeld het bedrijf Rösler heeft reeds vele decennia onderdelen voor de luchtvaartsector behandeld met natstralen waaraan een abrasief sferoïdaal middel is toegevoegd; men noemt dit proces gemakshalve ‘PureFinish’. Zo heeft men afnemers zoals Rolls Royce en Airbus voor deze oppervlaktebehandeling . Dit water met additief vormt een gesuspendeerd medium dat met een bepaalde overdruk op het oppervlak wordt gespoten. Hiermee bereikt men een aantrekkelijke finishing en tevens een bepaalde drukopbouw in het oppervlak; dat ook wel ‘peening’ wordt genoemd. Zo is het idee ontstaan om deze afwerkingstechniek ook te gaan aanwenden voor het verbeteren en reconditioneren van roestvast staal met als doel om een meer hygiënisch en goed reinigbaar oppervlak te bewerkstelligen. Ook zorgt de abrasieve werking van de additieven ervoor dat dit proces het beitsen en passiveren kan vervangen omdat dit proces ook aanloopkleuren en oxidaties kan verwijderen die het gevolg zijn van het lassen of van een warmtebehandeling. Dit is goed te zien op afbeelding 4 waar de helft van het onderdeel afgeplakt is geweest tijdens deze behandeling. Wel dient men echter aan bepaalde voorwaarden te voldoen om goede resultaten te behalen.
Rösler noemt dit proces dus PureFinish en deze naam dekt dan ook in feite de lading. Men heeft een onafhankelijk fundamenteel onderzoek laten doen door TNO die aan de hand van een SRI bepaling interessante feiten heeft kunnen vaststellen. De SRI staat voor ‘Soil Retention Index’ en deze waarde geeft praktische informatie over hoeveel contaminaties nog op een oppervlak achterblijven na een bepaalde reiniging. Uit deze bepaling blijkt dat de genoemde oppervlaktebehandeling ruim voldoet aan alle eisen die qua hygiëne en reinigbaarheid gesteld worden door de EHEDG t.b.v. de voedingssector en farmacie. Deze reproduceerbare SRI waarde overtreft zelfs de bestaande oppervlaktetechnieken en dat is mede verklaarbaar omdat de ruwheid zich bevindt tussen 0,25 en 0,60 µm en dat blijkt een ideaal gebied te zijn om dergelijke resultaten te verkrijgen (afbeelding 2). De European Hygienic Engineering & Design Group (EHEDG) stelt als eis een ruwheid van Ra<=0,8 µm en daar voldoet zo’n oppervlak dus ook ruimschoots aan. Op afbeelding 7 ziet men een behuizing van een “roterende clean flow” van roestvast staal AISI316 voor en na de behandeling met PureFinish.
In het laboratorium van Rösler worden in samenspraak met de afnemers de benodigde proeven uitgevoerd om de optimale procesparameters in kaart te brengen. Men kan bijvoorbeeld kiezen met welk type water men wenst te werken. Opties zoals gewoon leidingwater tot water dat gedemineraliseerd is of behandeld met omgekeerde osmose behoren tot de mogelijkheden. Drinkwater kan nog wel eens een relatief hoog chloridengehalte bevatten dat tot vlekvorming kan leiden zodra de oxidehuid gestript is. Chloor behoort tot de halogenen c.q. zoutvormers en die willen graag met metalen metaalzouten vormen en dat is gelijk de verklaring voor de vlekvorming. Dat pleit dan voor het gebruik van gedemineraliseerd water.
Afbeelding 5: behuizing van een “roterende clean flow” (bron Goudsmit).
De voordelen die deze oppervlaktebehandeling geven zijn:
- Gedefinieerde, homogene en reproduceerbare oppervlakstructuur dat tevens een hogere algemene corrosiebestendigheid heeft;
- Hoge weerstand tegen ‘under deposit attack’;
- Het kan beitsen en passiveren vervangen dat veelal door gespecialiseerde bedrijven moet worden gedaan;
- Aanloopkleuren, verruwingen en zwaardere oxidaties door het lasproces worden verwijderd;
- Een zeer goed reinigbaar oppervlak dat voldoet aan sanitaire en aseptische eisen;
- Nauwelijks nog minuscule plekjes waar voedselresten achter kunnen blijven;
- Kortere reinigingstijden wat het productierendement ten goede komt;
- Licht drukopbouw in het oppervlak waardoor de kans op spanningscorrosie afneemt;
- Microscopische fijne kerfjes in het oppervlak, die ook wel artefacten worden genoemd, worden dicht ‘gehamerd’;
- Geen vervorming omdat het materiaal koel blijft tijdens deze behandeling in tegenstelling tot glasparelstralen. Vooral austenitisch roestvast staal heeft een hoge uitzettingscoëfficiënt waardoor het al vrij snel vervormt zodra de temperatuur maar enigszins stijgt zoals dat het geval is bij parelstralen;
- Oppervlak is hydrofoob waardoor er minder aanhechting van vocht en andere substanties ontstaat;
- PureFinish Installaties kunnen in bestaande productielijnen bij de afnemer worden geïntegreerd;
- De waterfilm beschermt het oppervlak enigszins tegen te harde inslagen van het abrasieve middel wat de kwaliteit van het betreffende oppervlak ten goede komt;
- Beduidend minder milieubelasting omdat immers in principe zonder chemicaliën wordt gewerkt;
- Het proces is goed te mechaniseren of te robotiseren; men kan zelfs de geometrie van een onderdeel scannen en na conversie kan men de installatie computermatig aansturen. Het grote voordeel van dit onbemand werken is dat de factor mens met al zijn beperkingen voor een groot deel is uitgeschakeld.
Zoals gesteld zal de drukopbouw in het oppervlak leiden tot een afname van de spanningscorrosiegevoeligheid van austenitisch roestvast staal. Deze vorm van corrosie ontstaat in dit type roestvast staal door een combinatie mechanische trekspanningen, verhoogde temperatuur (> 40oC) en de aanwezigheid van chloriden. Het gevolg is een gevaarlijke vorm van transkristallijne corrosie die zich niet aankondigt. M.a.w. in een oogwenk breekt het materiaal door midden met soms ernstige gevolgen. Zo zijn er in zwembaden doden en gewonden gevallen door roestvast staal ophangsystemen die spontaan door midden braken. Indien men een drukspanning in het oppervlak kan aanbrengen zoals tijdens het PureFinish proces dan zal de mate van drukspanning de trekspanning doen verminderen. Dit is grafisch weergegeven in afbeelding 6. 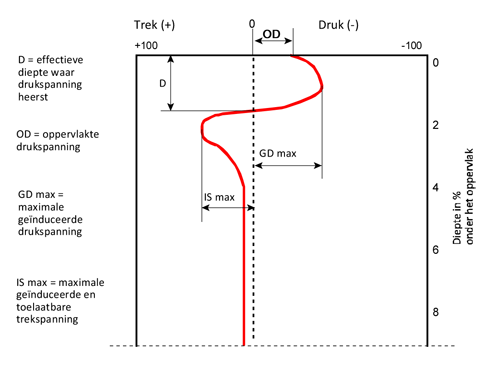
Afbeelding 6: schematische voorstelling van drukopbouw in het oppervlak.
Een van de weinige nadelen van dit PureFinish proces is dat men tijdens de productie van de roestvast staal componenten zeer schoon moet werken. De reden hiervan is dat bijvoorbeeld ijzercontaminatie in het roestvast staal oppervlak onvoldoende verwijderd zal worden tijdens deze behandeling. De aanwezigheid van deze deeltjes kunnen het gevolg zijn door het gebruik van bijvoorbeeld stalen gereedschappen, zetbanken e.d. Tijdens het beitsen zullen deze deeltjes wel verdwijnen mits deze zich niet te diep in het oppervlak bevinden dankzij de anodische opstelling van dergelijke contaminaties. Dat betekent o.m. dat op de zetbankmessen bijvoorbeeld een tape aangebracht moet worden om ijzeropname te voorkomen. Is dit allemaal niet goed te beheersen dan zal men voor het waterstraalproces de kritische plaatsen moeten voorzuren om dat vrije ijzer zo goed mogelijk te verwijderen. Maar ‘voorkomen is beter dan genezen’ en dat geldt in alle opzichten dus ook hier. Een ander nadeel is dat het proces nogal wat geluid genereert (circa 80 dB) en daar dient men zich tegen te wapenen. Overigens valt deze geluidsoverlast met een gesloten straalkast weer behoorlijk mee.
De apparatuur
Er zijn straalkasten die bediend worden op manshoogte met een werkruimte van 700 x 700 mm t/m 2.000 x 2.000 mm (afbeelding 7). Open en gesloten systemen kunnen qua werkruimte variëren van 6.000 x 4.000 t/m 10.000 x 8.000 mm (afbeelding 8). De spuitnozzles zijn er in diverse diameters. Ook de vorm van de straal wordt bepaald door de nozzlevorm en dat is van groot belang om een goede verdeling van het straalmiddel te krijgen wat een gelijkmatige finishing van het oppervlak oplevert. Er wordt met een lichte verhoogde druk gewerkt zodat de operator ook vrij gemakkelijk manueel kan werken. Alle installaties beschikken over een gesloten watersysteem en dankzij een geavanceerd hergebruiksysteem is het water- en straalmiddelverbruik minimaal. 
Afbeelding 7: een gesloten PureFinish systeem (bron Rösler).
Afbeelding 8: een gesloten PureFinish systeem 10 x 4 meter (bron Rösler).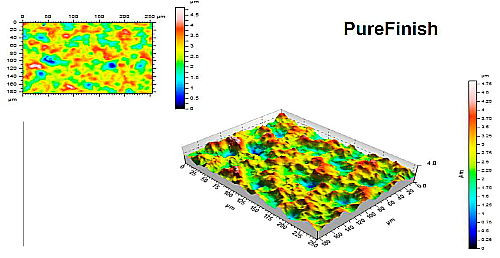
Afbeelding 9: topografische opnamen van een PureFinish oppervlak in duizenden van millimeters (bron TNO).
De SRI waarde
De Soil Retention Index is een door TNO ontwikkelde test waarmee hechting en onthechting van een bepaald eiwit op een roestvast staal oppervlak gemeten kan worden. De methode houdt rekening met de hoeveelheid open ruimten in de diepere gedeeltes van de ruwheid waardoor er een nieuwe gedefinieerde waarde ontstaat. Het is de waarde die verkregen wordt na de vermenigvuldiging van het aantal pieken, het percentage open ruimten in de dalen en de gemiddelde oppervlakteruwheid. Hieruit blijkt dat dit verder gaat dan alleen de gemiddelde ruwheid omdat deze waarde niet altijd een bepaald hechtingsgedrag verklaren kan. De SRI bepaling vormt de basis voor het beschrijven en beoordelen van de reinigbaarheid van een oppervlak tot op microbieel niveau en geeft dus een belangrijke indicatie in hoeverre na een bepaalde reiniging ongewenste stoffen op het oppervlak zijn achtergebleven. Deze parameter geeft daarom praktisch het beste verband aan tussen oppervlaktestructuur, vervuiling en reinigbaarheid.
Het afgaan op de ruwheidswaarde geeft alleen de gemiddelde ruwheid aan en levert feitelijk geen absolute informatie op over pieken en dalen in het oppervlak. Des te lager de SRI-waarde des te lager zijn de afschuifkrachten om het oppervlak te reinigen. Dat speelt een extra grote rol wanneer het oppervlak ter plaatse op een gegarandeerde wijze moet worden gereinigd; het zogenaamde ‘Cleaning In Place’ (CIP). Op afbeelding 9 ziet men een topografische opname in duizenden van millimeters van een PureFinish oppervlak gemaakt door TNO. Bij een dergelijke kleine schaal ziet men a.h.w. een heuvellandschap dat door deze behandeling ontstaat. Maakt men een opname van een glasparel gestraald oppervlak dan zou dat er uit zien als een soort Alpengebied.
Op afbeelding 10 ziet men het duidelijke verschil tussen een 2B finish en een PureFinish oppervlak voor wat betreft het achterblijven van contaminaties. Op een geslepen of geparelstraald oppervlak vallen echter deze waarden nog meer tegen dan een 2B finish. Laatstgenoemde afwerking komt er dus niet zo goed vanaf vergeleken met PureFinish. Een 2B betreft een standaard finishing dat op de markt wordt gebracht voor koudgewalste plaat wat op zich al heel glad aanvoelt. Het is dan ook de conclusie van TNO dat een dergelijk oppervlak de beste mogelijkheid bied om een oppervlak in de meest optimale wijze te ontdoen van ongewenste stoffen.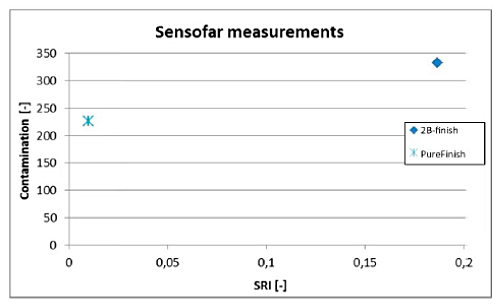
Afbeelding 10: contaminatiemetingen SRI versus Ra (bron TNO).
Passiveren
Zoals eerder is gesteld, kan men dankzij de zuurstof uit de lucht een prima passivatie van het oppervlak bewerkstelligen na afloop van het waterstraalproces. Dat betekent echter wel dat het materiaal even de tijd moet hebben om een nieuwe oxidehuid te vormen die op de gewenste dikte van 10 tot 15 nM uitkomt. Deze nieuwe oxidehuid ontstaat overigens onmiddellijk tijdens het straalproces maar de uiteindelijke dikte wordt ongeveer na 4 uur bereikt. Het is van groot belang dat men gedurende deze tijd het materiaal niet aanraakt om vingerafdrukken te voorkomen. Naast het feit dat het lelijke plekken zijn, ondermijnt het ook op die plaatsen de corrosiebestendigheid. Men kan de toename in passiviteit meten m.b.v. een zogenaamde Oxilyser die de indicatie geeft van de hoogte van deze potentiaal. Een net behandeld oppervlak zit weliswaar in het positieve c.q. passieve gebied maar is bepaald nog niet in optimale conditie gekomen. Dit is meestal na 4 uur wel het geval. Heeft men die tijd niet dan zal men de natuur een handje moeten helpen door een oxidatief middel te gebruiken en dat is veelal een oplossing van salpeterzuur. Het nadeel hiervan is dat er dan toch weer stukje chemie om de hoek komt kijken wat juist zoveel mogelijk vermeden zou moeten worden.