


Aluminium-lagerlegeringen
De ruimschootse beschikbaarheid van aluminium en zijn betrekkelijk stabiele prijs vormden aanleiding tot een voortdurende ontwikkeling in zijn gebruik voor gewone lagers. Aluminium in de vorm van een enkel metaal, als binaire en ternaire legering, kan nu worden gebruikt in hetzelfde belastinggebied als babbitts, koper-loodlegeringen en hoog-loodhoudende tinbronzen. Daar komt nog bij de uitstekende corrosievastheid van aluminium dat de laatste jaren een steeds belangrijker bron van overweging vormt bij de keuze van een materiaal. Een en ander heeft geleid tot verspreid gebruik van aluminiumlegeringen voor lagers in automobielen en heeft daarmee de koper-loodlegeringen en loodhoudende bronzen verdrongen.
P.J. Vandenbeke - (artikel gepubliceerd in Aluminium nummer 6, 1995- artikel 23)
Samenstellingen
Toevoeging van silicium, koper, nikkel, magnesium en zink verhogen de sterkte van het aluminium door middel van uitscheidingsharding. Weerstand tegen vermoeiing, de eigenschappen met betrekking tot glijding langs andere metalen en het vermogen om vreemde deeltjes in te bedden worden grotendeels beheerst door deze elementen en door het gebruik van geschikte warmtebehandelingen. Tin en lood zijn onmisbaar voor het verbeteren van de inherent slechte glijding van aluminium over andere metalen. Om dezelfde reden wordt er ook gebruik gem akt van cadmium. Silicium heeft samen met zijn middelmatig verstevigende invloed een gunstige uitwerking op het glijden van aluminium over andere metalen. Hoewel theoretisch nog niet ge heel doorgrond, is dit glijdings verbeterend mechanisme van grote praktische waarde. Silicium wordt om deze reden op effectieve wijze gebruikt in talrijke legeringen (doorgaans samen met tin, lood of cadmium).
Microstructuurkenmerken
De laag-tinhoudende gietlegeringen spreiden alle gelijksoortige microstructuren ten toon, die bestaan uit willekeurig georiënteerde aluminiumkorrels met NiAl3, vrij silicium (indien aanwezig) en uitgescheiden vrij tin op de korrelgrenzen. Tin vormt een vrijwel vo lledige omhulling rondom elke aluminiumkorrel. Het koper en magnesium verkeren grotendeels of volledig in vas te oplossing in het aluminium en zijn niet zichtbaar onder de lichtmicroscoop. Microstructuren van laag-tinhoudende, middelmatig-tinhoudende en hoog-tinhoudende kneedlegeringen vertonen de verwachte effecten van walsen en zachtgloeien, waarbij de gietstructuur wordt vervangen door nieuw gekristalliseerde korrels en de onoplosbare fasen (NiAl3 en silicium) die uniform zijn verdeeld. De aanvankelijk continue omhulling op de korrelgrenzen, bestaande uit vrij tin, neemt een volledig nieuwe vorm aan, Het tin komt nu voor als ietwat uitgerekte, discontinue meertjes, zoals is te zien op afbeelding 1. Deze kenmerkende structuur resulteert in veel hogere vervormbaarheid dan die van de gietstructuur. Microstructuren van de lood-aluminiumlegeringen vertonen een gerekristalliseerde aluminium matrix met een fijne, uniforme uitscheiding van vrij silicium. Het lood komt voor als dunne stroken of linten bestaande uit loodtin, die evenwijdig lopen met de walsrichting. Tijdens rekristallisatie klontert dit bestanddeel niet samen tot een meertje zoals vrij tin dat doet en de lintvorm blijft behouden tot in de gerede lagers. De effectiviteit van de bescheiden loodgehalten in deze legeringen bij het verkrijgen van oppervlaktecompatibiliteit hangt waarschijnlijk samen met de gunstige ligging van de lood-tinlinten ten opzichte van het lageroppervlak.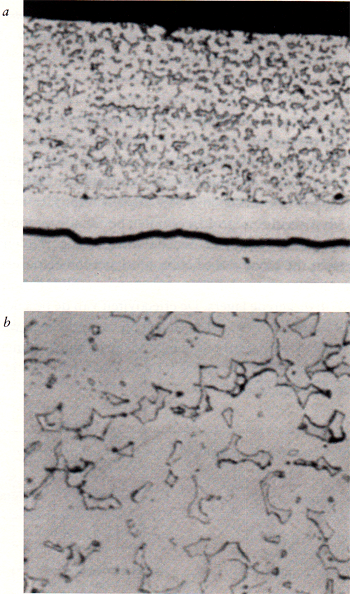
Afbeelding 1. Microstructuur van een aluminiumlegering met hoog tin gehalte. a) Aluminium-tin strip (boven) die is warmgewalst op een onderlaag van ongelegeerd aluminium (midden). Vervolgens is dit geheel warmgewalst op een staalstrip (onder}. b) Detailopname van het gelegeerde aluminium, waarbij de meertjes, bestaande uit tindeeltjes zijn te onderscheiden.
De tinvrije kneedlegeringen vertonen zeer eenvoudige microstructuren, die bestaan uit een gerekristalliseerde aluminium matrix met daarin de verstevigende toevoegingen (koper, zink en magnesium) in vaste oplossing. Onoplosbare fasen (NiAl3) silicium, cadmium en lood) zijn aanwezig als fijne en uniforme uitscheiding. Op de afbeeldingen 2 en 3 zijn kenmerkende microstructuren te zien van tinvrije kneedlegeringen. 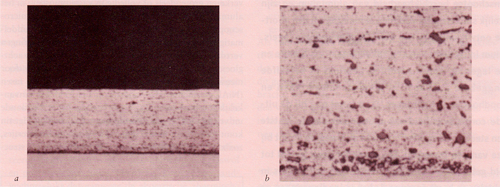
Afbeelding 2. Microstructuur van een tinvrije legering. a) Aluminium-silicium strip die is aangebracht op een staalstrip (onder} door middel van warmwalsen. b) Detailopname waarop de gefragmenteerde siliciumdeeltjes (grijs, omlijnd) en cadmiumdeeltjes en andere onoplosbare fasen zijn te zien in de aluminium matrix.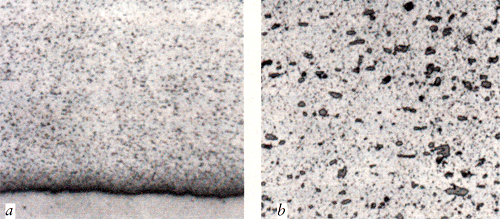
Afbeelding 3. Microstructuur van een tinvrije legering. a) Aluminium-silicium strip die is aangebracht op een staalstrip (onder). b) Detailopname die de blokachtige siliciumdeeltjes laat zien in de aluminium matrix.
Mechanische eigenschappen
De mechanische eigenschappen zijn van meer waarde voor het voorspellen van het gedrag tijdens fabricage van lagers dan voor het voorspellen van hun lagerend gedrag. Met uitzondering van lagers van massieve aluminiumlegeringen, zonder stalen lagerschaal en waar press-fit retentie volledig afhangt van de sterkte van de aluminiumlegering, worden zelden mechanische eigenschappen van lagers gespecificeerd en als het al plaatsvindt, dan alleen voor controledoeleinden. Beschouwing van een aantal van deze eigenschappen (tabel 1) draagt echter bij tot begrip van deze legeringen als zijnde een familie van samenhangende technische materialen en van hun relatie tot de beter bekende aluminium constructielegeringen.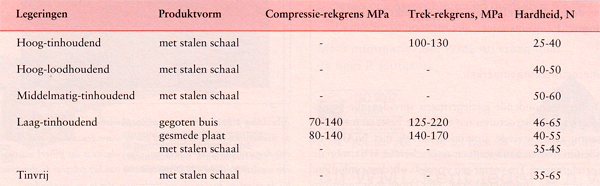
Tabel 1. Kenmerkende mechanische eigenschappen bij kamertemperatuur van lagerlegeringen op basis van aluminium.
Produkttoepassingen
Het merendeel van de huidige technische toepassingen van aluminium lagerlegeringen omvat bimetaal-of trimetaallagers met een stalen lagerschaal. Om te komen tot de vaststelling van het economisch gunstigste materiaal voor een bepaald doel, dient er aandacht te worden geschonken aan de economische voordelen van bimetaal-versus trimetaalsystemen. De hogere prijs van hoog-tin-en hoogloodhoudende legeringen wordt gewoonlijk vereffend door het wegvallen van de prijs van een dekplaat van een loodlegering. Het gunstige economisch rendement van aluminium bimetaalmaterialen wordt duidelijk gedemonstreerd door het feit dat bijna 75% van de motoren van personenauto's in de Verenigde Staten zijn voorzien van bimetaal met hoog-loodhoudende aluminiumlegeringen voor hoofdlagers en lagers voor zuigerstangen. In Europa en Japan zijn het de middelmatig-en hoog-tinhoudende aluminium bimetalen die de markt van lagers voor motoren voor personenauto's domineren. Als de hogere belastbaarheid van een trimetaalmateriaal wordt vereist, dan wordt het belangrijk om een aluminium bekledingslegering te kiezen die voldoende, maar geen bovenmatige sterkte biedt, zodat er niet onnodig wordt opgeofferd aan glijdend en inbeddend vermogen. De groep van tinvrije legeringen biedt een breed scala van sterkte-eigenschappen en de prijstechnisch gunstigste keuze wordt gewoonlijk in deze groep gevonden.
Fabricagemethoden
Alle enkelmetaal aluminium lagers worden commercieel geproduceerd door ze te gieten, hetzij met hetzij zonder navolgende mechanische bewerking. Dikke en dunne plaat en band van aluminiumlegeringen worden aanvankelijk gegoten als ingots, plakken of staven met statische en dynamische gietmethoden, net als vele andere aluminium produkten. De daaropvolgende wals-en zachtgloeibehandelingen zijn ook dezelfde als voor andere gangbare aluminium produkten. Vanwege de extreme warmbrosheid van loodhoudende aluminium-tinlegeringen, moeten deze legeringen worden koudgewalst of bij een iets verhoogde temperatuur, met frequente tussentijdse gloeiingen. De gerekristalliseerde smeedstructuren van aluminium-tin lagerlegeringen wijken sterk af van de aanvankelijke gietstructuur met betrekking tot de vorm van de koper-en aluminiumfasen en van de vrij-lood-en vrij-tinfasen. De verbeteringen in vervormbaarheid en ductiliteit die het gevolg zijn van deze structuurveranderingen zijn van groot belang voor navolgende fabricagestappen. Het lagerend vermogen wordt niet al te zeer beïnvloed door deze veranderingen. Zowel de giet-als kneedvorm van deze legeringen zijn in gebruik en worden gelijkelijk geaccepteerd voor lagertoepassingen. Buis-en cilindervormige voorwerpen kunnen van aluminium-tinlegeringen worden gemaakt met behulp van statische, centrifugale en continue gietmethoden, waarna ze worden verspaand tot lagers. Buizen, gegoten van aluminium-tinlegeringen, kunnen een beperkte mate van koudvervorming weerstaan en soms ondergaan ze een koude samenpersing van 4 tot 5% om de rekgrens te verhogen alsmede ter verbetering van persfit retentie in de gerede lagers.
Poederwalsen
Een zeer bruikbare toepassing van poederwalsen die commercieel is ontwikkeld voor de fabricage van gewone lagers is de produktie van een strook bestaande uit een aluminium-loodlegering die vervolgens wordt verbonden met een stalen schaal. Bij deze methode wordt voorgelegeerd aluminiumpoeder en ongelegeerd aluminiumpoeder tegelijkertijd in afzonderlijke stromen toegevoerd aan een poederwals en ze worden continu samengeperst tot een aluminium dubbellaagstrip. Na sinteren wordt deze strip op laag-koolstofhoudend staal gewalst, waarbij het ongelegeerd aluminium aan de kant van het staal ligt. Deze strip wordt gebruikt als bimetaalmateriaal voor lagertoepassingen waar de belasting te hoog is voor tin of lood babbitt bimetaalmateriaal. Op afbeelding 4 is een stromingsdiagram te zien dat de diverse fabricagestappen weergeeft. Op afbeelding 5 is een dwarsdoorsnede te zien van de ongesinterde structuur van een aluminium-loodlegering.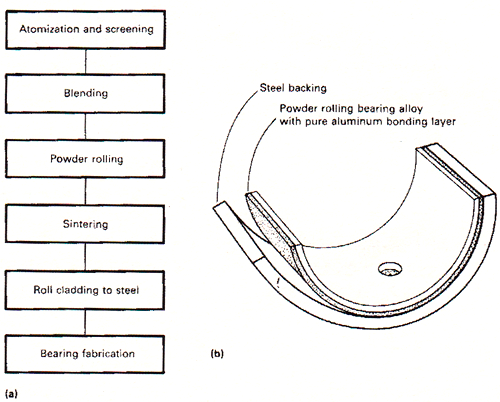
Afbeelding 4. Fabricage van poedergewalst glijlager van een aluminiumlegering.
a) Stroomdiagram van het fabricageproces.
b) Glijlager.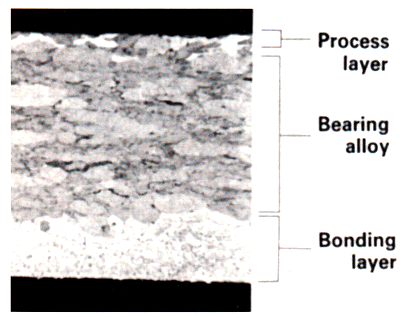
Afbeelding 5. Dwarsdoorsnede van on gesinterd poedergewalst strip van aluminium-loodlegeringen. De proceslaag is nodig om er zeker van te zijn dat de strip in onverontreinigde toestand van de walsrollen komt. Deze proceslaag, die is gemaakt van een mengsel van aluminium en lood-tindeeltjes, wordt vervolgens door verspanen verwijderd.
Opwalsproces
Vrijwel al het bimetaal van gelegeerd aluminium voor lagers wordt vandaag de dag gefabriceerd door middel van opwalsen van de legering op een stalen strip. Er wordt zowel gebruik gemaakt van batchgewijze produktie als van continue produktie, waarbij laatstgenoemde in geval van produktie van grote hoeveelheden dunwandiger materiaal de voorkeur verdient. Bij het opwalsen worden zeer reine aluminium-en staaloppervlakken onder enorme druk in een wals samengebracht, zodat er koudlassen optreedt op talloze plaatsen van het grensvlak. Warmte die tegelijkertijd kan worden toegevoerd met de druk bij warmwalsen en een gloeibehandeling na het walsen, zorgen voor de ontwikkeling van volledige diffusielasver binding, die uitgaat van de aanvankelijke lasplaatsen en zorgt voor rekristallisatie van de aluminiumlegeringen, zodat de uiteindelijke bimetalen strip bruikbare taaiheid en volledige binding vertoont. Tin-aluminiumlegeringen worden doorgaans niet rechtstreeks met staal verbonden vanwege ongewenste wisselwerkingen tussen vrije tinbestanddelen en het staal. Om zulke effecten bij zowel laag-als hoog-tinhoudende legeringen op te heffen, wordt gewoonlijk een laagje galvanisch nikkel op het staal aangebracht. Een andere veelgebruikte methode bij tin aluminiumlegeringen is het aanbrengen van een tussenlaag van tinvrij aluminium. Dit wordt bereikt met het gebruik van Alclad tin-aluminium strip. De tinvrije deklaag dient als hechtingsvlak en is aanwezig als een distincte tussenlaag in de uiteindelijke bimetaalstrip. Rechtstreeks opwalsen op staal is de gangbaarste methode bij tinvrije aluminiumlegeringen en bij stripmateriaal van lood-aluminiumlegeringen.