


Procescertificatie laserlas neemt hobbel weg
Je zal maar als bedrijf een lasproces hebben dat teveel warmte inbrengt, waardoor een dure nabewerking noodzakelijk is. Ook ontstaat hierdoor meer afkeur. Zowel het bedrijf als hun klant willen logischerwijze de kosten verlagen. Na een inventarisatie komt het bedrijf op laserlassen uit. Veel energie gaat er zitten in het voorbereiden van het product en de productie voor laserlassen . Maar als het bedrijf alles voorbereid heeft en een grote kostenverlaging kan realiseren, gooit de klant roet in het eten door het laserlasproces niet te accepteren. Men kent het niet en dus accepteert men het niet.
Dit soort zaken komt vaak voor en verhindert de inzet van moderne productietechnieken. Ook bij het lasercladden komen dit soort hobbels voor. Veel klanten vinden het lastig of onaanvaardbaar dat een las niet gecertificeerd kan worden. Reden voor het Laser Applicatie Centrum om hier actie op te ondernemen. Samen met het Nederlands Instituut voor Lastechniek (NIL) heeft het Laser Applicatie Centrum een project opgezet om te komen tot en certificatieschema voor laserlassen en lasercladden. Diverse bedrijven waren bereid om in de stuurgroep plaats te nemen en via het M2i werd een bedrijvencluster opgericht om de praktische uitvoering te ondersteunen. Er is gestart met het laserlasproces, later wordt ook het lasercladden aangepakt.
Het doel van het project is te komen tot een certificatieschema voor het laserlassen en het lasercladden. Een bedrijf dat besluit om laserlassen toe te gaan passen kan nu aan hun klanten aantonen dat hun proces door een onafhankelijke derde is getoetst op onafhankelijke criteria. Hiermee krijgen hun klanten de zekerheid van een goede lasverbinding.
Het voordeel is dat het certificeren van booglassen in de metaalindustrie al gemeengoed is. Zowel lassers als lasprocessen zijn goed te certificeren, ook voor toepassingen waar extreem hoge eisen worden gesteld als off-shore, chemische industrie, kerncentrales. Hierdoor is de stap naar het certificeren van laserlassen niet al te groot qua acceptatie.
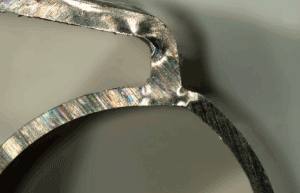
Destructieve buigtest van de laspositie af. (Foto Flexweld)
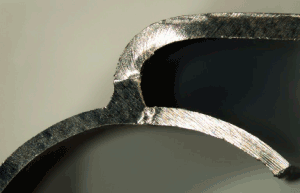
Destructieve buigtest naar de laspositie toe. (Foto Flexweld)
Het knelpunt zit er in dat laserlassen enkele specifieke kenmerken heeft, zoals:
- Het laserlassen wordt meestal geautomatiseerd uitgevoerd, dus een gecertificeerde lasser heeft geen zin. Wel komen er nu een operator, een steller en een programmeur bij en hoe worden die dan gecertificeerd;
- Het laserlassen kan met veel grotere snelheden dan andere conventionele lasprocessen, dus veel testmethodieken zijn te langzaam;
- Het laserlasproces levert een zeer dunne en diepe las op. Er is geen a-hoogte meer die gespecificeerd en gemeten kan worden. Maar ook ziet een laserlas er t.o.v. een MIG/MAG las veel smaller uit waardoor de indruk gewekt wordt dat deze minder sterk zou zijn. Het omgekeerde is waar.
Samenvattend is de conclusie dat voor het certificeren van een laserlas of het laserlasproces toch een compleet ander certificatieschema noodzakelijk is.
Het projectteam is gestart met een inventarisatie van ook voor het laserlassen relevante normen en industrievoorschriften. Met de stuurgroep is besloten om het geheel als een praktijkrichtlijn op te gaan zetten. Er zijn 14 hoofdstukken die invulling geven aan alle aspecten die bij het laserlasproces een rol spelen. Als laatste hoofdstuk is het toetsbare schema opgenomen dat als basis voor audits dient.
Met deze uitgangspunten is het projectteam aan het schrijven geslagen. De concepttekst is door de stuurgroepleden beoordeeld en aangepast tot een complete praktische richtlijn. Hierbij was goed merkbaar dat alle bedrijven vanuit hun eigen achtergrond met relevante opmerkingen kwamen. Hierdoor is het certificatieschema zowel door grote als door zeer kleine bedrijven goed toe te passen in de eigen praktijk. Ook is de richtlijn zo opgezet dat een bedrijf dat het wil gaan toepassen, alle informatie vind die het nodig heeft. Daarnaast bestaat uiteraard de mogelijkheid om de richtlijn te implementeren met ondersteuning van deskundigen van het Laser Applicatie Centrum of het NIL.
Het werk is nog niet gereed. Nu zal er met diverse certificerende instellingen overlegd gaan worden over het uit gaan voeren van enkele proef audits. Hierdoor kan in de praktijk gekeken worden of het schema goed werkbaar is. Hiermee zorgen we ervoor dat het schema bedrijven vooruit helpt bij de inzet van laserlassen.
Ook het beheer in de toekomst moet gezekerd worden. Het Laser Applicatie Centrum zal het inhoudelijk beheer voor haar rekening nemen. Door het omzetten naar een NPR is ook het beheer van de praktijkrichtlijn goed geregeld. Rest nu de industrie informeren over de mogelijkheden, de werking en de zekerheden van het certificatieschema.
En dan. Dan verder naar het certificatieschema voor het lasercladden. Ook hier ligt een stevige uitdaging: hoe kan een productiebedrijf garanderen dat een cladlaag gedurende de hele levensduur intact blijft. Door het werk van Jonathan Hofman aan de Universiteit Twente is er al een onderbouwing van het verband tussen de kwaliteit van de cladlaag en beheersing van het cladproces (cladcontrol). Dus ook deze hobbel gaat genomen worden.
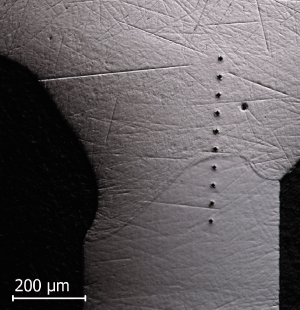
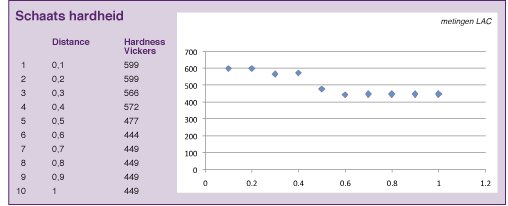
Posities in de las hardheidsmetingen (Foto LAC)

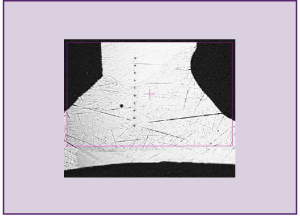
Lasdoorsnede (Foto LAC)
Case Flexweld schaats
Voor een klant ontwikkelde Flexweld, gespecialiseerd in robotlassen en in laserlassen, het lasproces voor een laserlasverbinding tussen het mes en de buis. Deze verbinding is uitvoerig getest en bleek uitstekend te voldoen; de verbinding haalde de gewenste sterkte en stijfheid ruim en uiteindelijk behaalden schaatsers met deze schaatsen ruime overwinningen.
Als men een dwarsdoorsnede van de laserlasverbinding maakt, ziet deze er dun uit. Het blijkt in de praktijk dat veel mensen denken dat de las daarom niet sterk genoeg is, zelfs als met destructief onderzoek blijkt dat de las sterker is dan mes en buis. Hier heeft laserlassen de schijn tegen omdat de vakman gewend is in a-hoogte te denken.
Het certificatieschema zal dit niet snel veranderen, maar maakt de acceptatie van laserlasproces in de praktijk veel makkelijker: het is immers niet de producent zelf, maar een onafhankelijke certificerende instelling die aangeeft dat de laserlasverbinding voldoet.
De stuurgroep
Om te zorgen dat het project breed gedragen wordt in de Nederlandse industrie, hebben het Laser Applicatie Centrum en NIL gekozen om het project vanaf het begin door een stuurgroep te laten leiden. In deze stuurgroep zijn vertegenwoordigers van grote bedrijven (Tata Steel, Voest-Alpine Polynorm, Wärtsilä, SKF, Trumpf Nederland, Rofin) als van kleinere bedrijven (AWL-Techniek, Bodt Welding Consultancy, Flexweld, Hoekman RVS, Vernooij Vacuum Techniek, Geton RVS, Demar Laser) aanwezig.
Ook M2i en de Universiteit Twente zijn actief bij het project betrokken. Door ook leveranciers en grote en kleine gebruikers te betrekken, moet er een relevant schema uitkomen.
Het LAC is lid van de sectie/werkgroep Materiaal Bewerkingen met Lasers (MBL) van de Bond voor Materialenkennis, BvM. De BvM vormt een netwerk van bedrijven en experts waartoe leden gemakkelijk toegang hebben. Meer informatie over de Bond voor Materialenkennis vind u op onze website: www.materialenkennis.nl