


Fabricageprocessen bewaken
Kwaliteitssturing in het fabricageproces met het Procesdiagnosediagram FDD.
De procesbewaking ten behoeve van de kwaliteitsborging speelt in alle industriële sectoren een beslissende rol, zo ook bij coating processen. Het FDD is bedoeld voor de grafische weergave van procesmeetwaarden, bijv. gemiddelde waarden van laagdikten samen met de bijbehorende spreiding in een rangvolgorde. Ongelijkmatigheden binnen een totaalsysteem kunnen direct worden vastgesteld. Het levert een snel grafisch totaaloverzicht van de verdeling van proceswaarden. Het FDD maakt deel uit van de software FISCHER Data Center en van veel meettoestellen van Fischer.
Het FDD maakt het op eenvoudige manier mogelijk fabricageprocessen te bewaken en te optimaliseren door weergave van zogenoemde rangschikkingslijn. Het is voor iedereen die in de praktijk werkzaam is – ook zonder kennis van statistisch kwaliteitsmanagement – een gemakkelijk te gebruiken hulpmiddel om storingsfactoren en vermijdbare spreidingsoorzaken van een productieproces snel te herkennen en desgewenst te elimineren. Bovendien ziet men in een oogopslag of het desbetreffende fabricageproces al dan niet in overeenstemming is met eventuele tolerantie-eisen.
Afhankelijk van de gekozen meetstrategie kunnen met het FDD verschillende vraagstellingen beantwoord worden.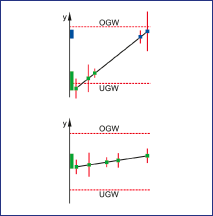
Afb. 1: Vereenvoudigde weergave van het FDD.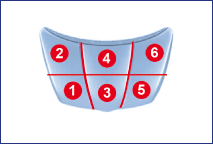
Afb. 2: De meetzones met de meetpunten op de motorkap.
Afb. 3: Lokale verdeling van de gemiddelde waarden van de laagdikten op de motorkap. De «groene groep» (meetzones 2, 3, 4, 6) onderscheidt zich systematisch van de «blauwe groep» (meetzone 1, 5).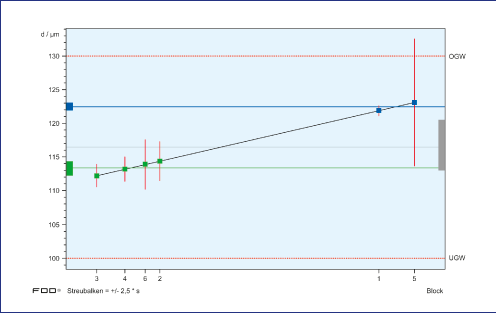
Afb. 4: FDD ter beoordeling van de gelijkmatigheid van de coating.
Voorbeeld 1: De gelijkmatigheid van de coating van de motorkap van een auto moet gecontroleerd worden. Op het gehele oppervlak van een motorkap is als kwaliteitskenmerk een gelijke coatingdikte vereist. Aan deze motorkap worden metingen met een tactiele meetsonde verricht. Wezenlijk kenmerk van het FDD-rangdiagram is de kwaliteitssturing van een meerdelig product. Meerdeligheid betekent in dit geval dat de motorkap in 6 meetzones wordt onderverdeeld en elke meetzone als een afzonderlijk deel wordt beschouwd (zie afbeelding 2).
In elke meetzone worden drie afzonderlijke metingen uitgevoerd. Uit de meetwaarden van elke meetzone worden de gemiddelde waarde en de spreiding berekend. De gemiddelde waarden worden in het FDD in oplopende volgorde in een lineaire opzet op een rechte lijn weergegeven (zie afbeelding 4).
De meetzones 2, 3, 4 en 6, die in het FDD door gelijkkleurige (groene) punten zijn gekenmerkt, bevatten onderling geen systematische verschillen in de gemiddelde waarden van de laagdikten. De meetzones 1 en 5 (blauwe punten) vormen een tweede groep. De gemiddelde waarden van de laagdikten van deze groep vertonen onderling ook geen systematische verschillen. Als het FDD punten of verticale balken in verschillende kleuren weergeeft, dan signaleert dat systematische verschillen tussen de gemiddelde waarden van de laagdikten. In het onderhavige voorbeeld (afbeelding 4) kan de «groene groep» systematisch van de «blauwe groep» worden onderscheiden.
Om te voldoen aan de tolerantievoorwaarden moet de gebruiker twee handelingen verrichten: bij meetzone 5 komt de spreidingslijn boven de bovenste grenswaarde uit, hier moet de spreiding worden gereduceerd. De gemiddelde waarde van de meetzones 1 en 5 moeten gereduceerd worden. Het doel is om door de voorgestelde optimaliseringen alle gemiddelde waarden van de laagdikten in een gemeenschappelijke groep samen te vatten. Dit doel is in afbeelding 4 als een verticale grijze balk afgebeeld en kan met behulp van kwaliteitsdiagnose FDD bereikt worden. De twee verdelingsfuncties «groene groep» en «blauwe groep» worden door passende procesmaatregelen omgezet in een bredere verdelingsfunctie «grijze groep»
Voorbeeld 2: De serieconstantie van het galvaniseerproces van de motorkap moet gecontroleerd worden. Er worden metingen aan acht motorkappen van een serie uitgevoerd. Daartoe wordt op de zes meetpunten (zie afbeelding 2) steeds een meting uitgevoerd. Deze metingen worden tot een blok samengevoegd en de gemiddelde waarde en de spreiding worden berekend. De gemiddelde waarden worden in het FDD oplopend gesorteerd (rangvolgorde) en op een rechte lijn in het diagram in overeenstemming met hun grootte geprojecteerd (zie afb. 5).
De punten in afb. 5 hebben maar een kleur, dat betekent dat er geen systematische verschillen bestaan tussen de metingen op verschillende motorkappen. Weliswaar liggen alle gemiddelde waarden binnen de gestelde toleranties, maar de spreidingsbalken komen boven de tolerantiegrenzen uit. Dat betekent dat er bij de fabricage rekening mee moet worden gehouden dat producten worden afgekeurd. De spreiding binnen een motorkap moet dus worden verminderd om het proces te beheersen (zie voorbeeld 1).
Dipl.-Ing. (FH) Rainer Hammermüller.
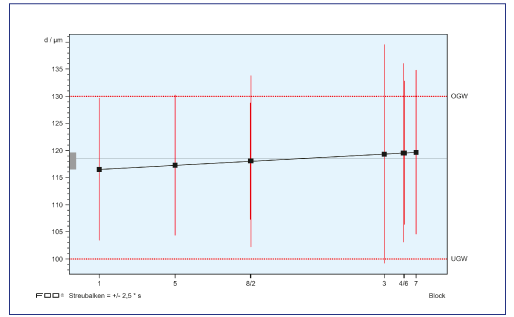
Afb. 5: FDD ter beoordeling van de serieconstantie van het galvaniseerproces
Voorbeelden van toepassingsgebieden van het FDD:
• Het FDD is een eenvoudig en doeltreffend software-hulpmiddel voor het instellen en leiden van productieprocessen.
• Bij de goederenontvangstcontrole kunnen meetwaarden van onderdelen van verschillende fabrikanten, leveranciers of charges direct worden vergeleken.
• In onderzoek en ontwikkeling helpt het FDD om experimentele gegevens te analyseren en eventueel waargenomen verschillen op significantie te controleren.
Het informatiegehalte van het FDD®
Vier maal slecht:
1. Tolerantieonderschrijding, een punt (gemiddelde waarde) ligt onder de onderste grenswaarde.
2. Steile stijging: gemiddelde waarden verschillen sterk.
3. Vorming van groepen: verschillende kleuren van de punten, opeenhopingen van punten.
4. Grote spreidingsbalken (rode verticale lijnen): Hoewel bijna alle gemiddelde waarden binnen de tolerantiegrenzen liggen, bevindt een noemenswaardig deel van de afzonderlijke meetwaarden zich buiten de tolerantiegrenzen.
Het fabricageproces kan geoptimaliseerd worden.
Vier maal goed:
1. Alle punten (gemiddelde waarden) liggen binnen de aangegeven tolerantiegrenzen.
2. Vlakke stijging: gemiddelde waarden verschillen gering.
3. Gelijkmatige afstand tussen de punten, geen vorming van groepen – herkenbaar doordat de punten slechts één kleur hebben.
4. Kleine spreidingsbalken (rode verticale lijnen): alle afzonderlijke meetwaarden liggen binnen de aangegeven tolerantiegrenzen. Het fabricageproces is geoptimaliseerd.