


Principes en toepassingen van waterstraalsnijden
Het idee om een druk op te bouwen en te gebruiken van zo'n 60.000 PSI voor het opwekken van een waterstraal kan enigszins huiveringwekkend zijn. Als echter het aura van geheimzinnigheid is weggenomen, blijkt dat de apparatuur, nodig om deze hoge drukken op te wekken, eenvoudig en ongecompliceerd is. Het al dan niet slagen van de toepassing van waterstraaltechnieken hangt sterk af van de juiste keuze van de randapparatuur. Zo kunnen opspaninrichting, spuitmondvorm en voortgangscontrole een werk maken of breken.
Artikel gepubliceerd in Roestvast staal nummer 3 1989.
Apparatuur
Drukversterker
Alle hoge druk pompen zijn van het dubbele drukversterker type, zoals schematisch is afgebeeld in afbeelding 1. Een drukversterker is een hydraulisch aangedreven heen en weer gaande plunjer pomp. Hydraulische olie van lage druk wordt afwisselend naar de zijden van een grote zuiger geleid, waardoor deze heen en weer gaat bewegen. De olie wordt geleverd door een pomp met een variabel debiet en drukcompensatie, die wordt aangedreven door een elektromotor. De heen en weer gaande beweging wordt verkregen door middel van één-weg kleppen. Door de beweging van de grote zuiger worden hoge druk zuigers met kleine diameters in werking gezet, die tegen het water drukken in de kleine hoge druk cilinders. De verhouding tussen de oppervlakken van de grote en de kleine plunjer bedraagt in de praktijk doorgaans 20 tot 1, waarbij een druk van 140 MPa op de grote zuiger resulteert in een druk van 280 MPa in de hoge druk ci linder. Door de oliedruk op de grote zuiger te variëren is het mogelijk om de hoge uitgangsdruk in te stellen vanaf een minimum waarde tot maximum vermogen.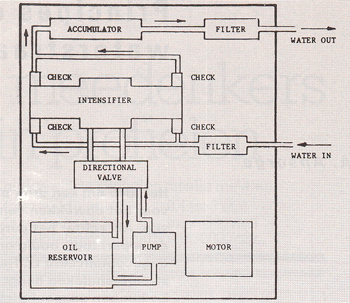
Afb. 1. Dwarsdoorsnede van een drukversterker.
Afbeelding 2 toont een vereenvoudigd blokdiagram van een complete pompeenheid. Er wordt gebruik gemaakt van een filter in de water inlaatleiding. Dit verschaft voldoende bescherming tegen kleine verontreinigingen en vreemde deeltjes, die anders schade aan de afdichtingen of ander vitale delen van de hoge druk pomp zouden kunnen aanrichten. In geval van leidingwater is waterbehandeling niet nodig, tenzij er sprake is van een ongewoon hoog gehalte aan mineralen. In dit laatste geval kan een waterverzachter nodig zijn om een eventuele opeenhoping van kalk, ijzer of andere minerale neerslagen in het systeem te verminderen. In de uitgangsleiding van de drukversterker is een accumulator geplaatst. Deze is noodzakelijk omdat water voor ongeveer 12 procent samendrukbaar is bij drukken rond 400 MPa en de drukversterker gebruikt circa 1/8 deel van zijn slag na het omkeren van de richting om deze druk op te bouwen.
De accumulator fungeert als een opslagvat voor het samengeperste water gedurende dit deel van de slag en verschaft aldus een continue snijstraal, die vrij is van pulsaties. Met deze voorziening ontstaan er drukvariaties van zo'n 5 procent, terwijl er zonder accumulator een drukval van 50 procent mogelijk is. Achter de accumulator is een tweede lijnfilter geplaatst dat voor bescherming van de spuitmond zorgt. Dit filter haalt elk deeltje uit het water dat door de drukversterker is gekomen of afkomstig is van slijtage of beschadiging van de afdichting. Hoewel er is beweerd dat alle drukversterkers van het dubbelwerkende type zijn, moet toch worden opgemerkt dat er behalve kleine verschillen in ontwerpdetails tussen de diverse fabrikaten er aanzienlijke verschillen kunnen optreden in pompcapaciteit. Het is het debiet per slag dat van belang is voor het totale vermogen van een systeem.
Als gevolg van het reciproke karakter van de drukversterkers treden er in elke cyclus drukvariaties op, ongeacht het gebruik van een accumulator. Aangezien het gaat om hoge drukken, resulteren deze variaties in wisselende mechanische spanningen die vermoeiing veroorzaken, trillingen en versnelde slijtage van de afdichtingen. Bij het bepalen van de keuze voor een pompsysteem verdient het zeker aanbeveling om er een te kiezen die de gewenste prestaties kan leveren met zo min mogelijk cycli, waardoor het aantal spanningswisseling zo klein mogelijk blijft.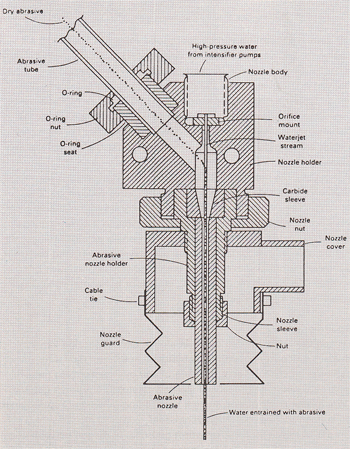
Afb. 2. Blokdiagram van een typische hoge druk pomp.
Spuitmond
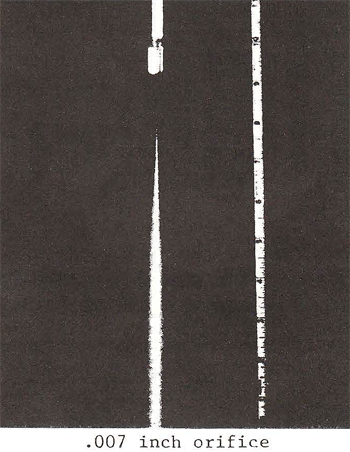
De spuitmonden worden over het algemeen vervaardigd van synthetisch saffier met openingsdiameters van 0.10 tot 0.60 mm. De saffier is ingebed in zacht messing of een overeenkomstig metaal, waardoor het in een roestvast stalen inzetstuk kan worden geperst. Deze inzetstukken maken stevige bevestiging in een snijkop mogelijk en kunnen toch snel worden verwisseld. Omdat er synthetisch saffier wordt gebruikt, bedragen de kosten van een compleet inzetstuk minder dan f 100,-. Met een te verwachten gebruiksduur van zo'n 400 uur zijn de gereedschapskasten per uur lager dan die van menig ander conventioneel snijproces. Afbeelding 3 toont een kenmerkend profiel van hoge snelheid snijstralen. De smalle kegel die de nauwe kern omgeeft neemt in diameter toe met toenemende afstand van de spuitmond. Hoewel de beste snijresultaten worden behaald binnen de eerste 75 tot 100 mm vanaf de spuitmond, kan er toch nog wat snijden en penetratie plaatsvinden in geval van bepaalde materiaaldichtheden tot maximaal 500 mm van de spuitmond.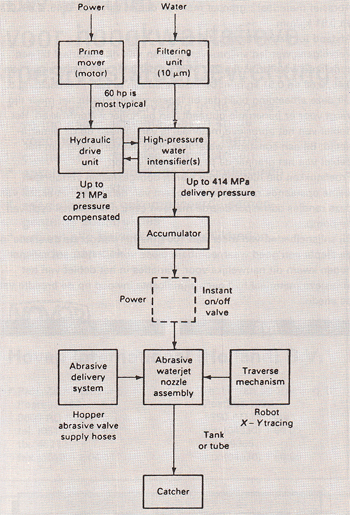
Afb. 3. Vorm van de uitstromende waterstraal.
Opvangbak
Vanwege de hoge snelheid en energie-inhoud van de snijstraal, speelt de opvangbak bij elk watersnijsysteem een rol van gewicht. Behalve voor de opvang van gebruikt snijwater en kleine deeltjes afkomstig van het gesneden materiaal, zorgt de opvangbak voor demping van het geluid veroorzaakt door de Mach 3 straalsnelheden, als wel voor het elimineren van gevaar dat blootstelling aan de snijstraal kan opleveren. Een open straal kan geluidsniveau's veroorzaken van wel 120 of 130 dB. De opvangbak moet dan ook zo dicht mogelijk om de spuitmond worden geplaatst als maar mogelijk is voor een maximale geluidsreduktie met daarbij voldoende ruimte voor de straal. De opvangbak hoeft niets meer te zijn dan een stuk pijp van vol.doende lengte en diameter om de straal doorgang te verschaffen. Gewoonlijk is een lengte van 500 tot 600 mm voldoende, afhankelijk van de spuitmond afmeting en de druk. Als er geen opvangbak van de gewenste lengte kan worden gebruikt, kan een korte pijp worden genomen met daarin een gehard inzetstuk, dat na verloop van tijd kan worden vervangen. Afhankelijk van het systeem kunnen er andere typen opvangers worden gebruikt, zoals bewegende sleuven of gewoon open vaten. In deze laatste gevallen zal het geluidsniveau wat hoger liggen dan bij gebruik van een buisvormig opvang.stuk.
Straalsnijsystemen
Afbeelding 4 toont een eenvoudig blokdiagram van een straalsnijsysteem. Teneinde doeltreffend te kunnen werken is het nodig om een goede opspaninrichting te hebben voor het te snijden werkstuk. Bovendien moet er een voorziening aanwezig zijn, die de spuitmond de nodige bewegingen ten opzichte van het werkstuk kan laten maken. Afhankelijk van de toepassing, kan de toe te passen hulpapparatuur variëren van een in de hand te houden spuitkop met tegenwicht tot een complexe 5-assige assemblage robot, compleet met automatische werkstuk in-en uitvoer. 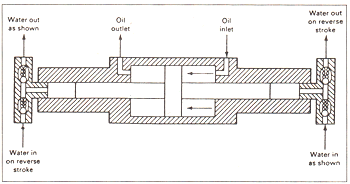
Afb. 4. Blokdiagram van een compleet straalsnij systeem.
Voordelen van waterstraalsnijden
Aangezien waterstraalsnijden wat minder bekend is en minder wordt toegepast dan de wat traditionelere bewerkingsmethoden, vraagt het hoe en waarom van dit proces wat nadere toelichting. Algemeen gesteld kunnen vrijwel alle materialen worden gesneden. De voordelen van waterstraalsnijden zijn:
- Daar een waterstraal in alle richtingen dezelfde snijcapaciteit heeft, kunnen geometrieën en contouren worden verkregen welke niet mogelijk zijn met zagen, of frezen. Meerassige snijcapaciteit kan worden verkregen vanwege het gemak waarmee een licht gewicht snijkop op een robot kan worden geplaatst.
- De snijbewerking introduceert slechts geringe krachten in het werkstuk; daarom kunnen ook weinig stijve materialen worden verwerkt en kan er gebruik worden gemaakt van licht gewicht, niet zo massieve en snel in positie te brengen hulpgereedschappen.
- Er ontstaat een nauwe snede, die resulteert in minder materiaalafval. Snijden van rand tot rand is mogelijk, terwijl dat met snijmethodes, welke gebruik maken van mallen niet kan.
- Lagere produktiekosten die het resultaat zijn van verminderd onderhoud en kortere bedrijfsstilstand. Waterstralen worden nooit bot.
- De kwaliteit van het produkt wordt verbeterd als gevolg van schonere snijkanten zonder uitbreken, deformatie of delaminatie, hetgeen resulteert in minder uitval.
- Er kunnen hoge snijsnelheden worden gerealiseerd, wat de produktiviteit verhoogt.
- Het merendeel van de opgewekte warmte bij het snijden wordt door de waterstraal afgevoerd. De struktuur van het materiaal en de mechanische eigenschappen ervan veranderen derhalve niet. Ongewenste lasverschijnselen blijven achterwege.
Abrasief waterstraalsnijden
Dit proces is identiek aan het snijden met een zuivere waterstraal afgezien van de toevoeging van een abrasief middel direkt na de uit stroomopening. Er vindt impulsuitwisseling plaats tussen het water en het abrasieve middel waardoor snijwerking kan ontstaan. Door toevoeging van abrasieven zoals het mineraal granaat, wordt het snijvermogen en de indringdiepte van de waterstraal aanzienlijk vergroot. Dit snijsysteem kan worden toegepast voor moeilijk te snijden metalen, metaallegeringen en composieten.
De snijdende werking is het resultaat van erosie, afschuiving en/of snij-effekten op microschaal. Een conventioneel waterstraalsysteem kan worden omgebouwd tot een abrasief systeem door toevoeging van een reservoir voor abrasief materiaal, een transportvoorziening en een aanpassing aan de snijkop voor een nauwkeurige dosering van het abrasieve materiaal in de waterstraal. Afbeelding 5 toont zo'n systeem. Net als waterstraalsnijden hangt ook het abrasieve straalsnijden van vele verschillende taktoren af. Waterstraal en abrasieve straal hebben het volgende gemeen: waterdruk, spuitmond diameter, snijsnelheid, afstand tot het werkstuk, snijhoek en te snijden materiaal. Abrasief straalsnijden brengt nog de volgende extra parameters mee: abrasief materiaal (dichtheid, hardheid, vorm). afmetingen van het abrasieve grit, doorvoersnelheid van het grit (kg/minuut). aanvoer van het grit (onder druk of door aanzuigen). soort spuitmond en mengkamer, diameter van de uitstroomopening voor het grit en materiaal van de toevoerleiding voor het grit. Typische abrasieve snijsystemen werken onder de volgende condities:
- Waterdruk: 200-340 MPa
- Spuitmond diameters: 0,25-0,56 mm
- Werkstukafstand: 0,50-1,50 mm
- Grit: 60, 80, 100, 120
- Abrasief materiaal: granaat, silicon of aluminiumoxide
- Voedingssnelheid grit: -1 kg/min
- Diameter gritaanvoerbuis: 1,0-3,2 mm.
Afb. 5. Dwarsdoorsnede door een snijkop voor een a brasief systeem.
(De gritaanvoerbuis is doorgaans vervaardigd van een carbide). De opvangbak voor de abrasieve straal is van groot gewicht voor het goed functioneren van het systeem. De opvangvoorziening moet het geluid dempen tot een aanvaardbaar niveau en energieoverschotten die nog resten in de straal na het snijden kunnen absorberen. Voor stationair gebruik wordt een buis met een lengte van 660 -760 mm toegepast, met daarin een voering van carbide of keramiek. Voor produktie systemen met een bewegende straal wordt een bed van energie absorberend materiaal toegepast, waaruit het water en het grit wordt afgetapt. Er wordt nog voortdurend gezocht naar betere methodes om te voorkomen dat het grit breekt, en dus naar de mogelijkheid tot hergebruik van het verwerkte grit. Een abrasieve straal mag misschien niet zo snel snijden als plasmamethoden, maar het biedt twee duidelijke voordelen bij het snijden van kritische en dure hoogvaste materialen. Ten eerste zijn er geen hoge temperaturen nodig, zodat er weinig of geen veranderingen in de mechanische of fysische eigenschappen optreden van het te bewerken materiaal als gevolg van een ongewenste warmtebehandeling. Ten tweede wordt er een nauwe snede verkregen met daar aan gekoppeld gering materiaalverlies en nauwkeuriger passing.
Toepassingen
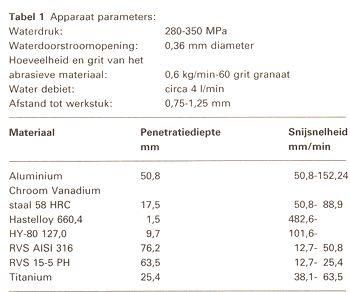
Waterstraal-en abrasief waterstraalsnijden worden onder andere gebruikt voor het snijden van diverse metalen en legeringen, waarbij het van belang is om warmteontwikkeling en de introduktie van mechanische spanningen in het te snijden materiaal te vermijden. In tabel 1 zijn voor een bepaalde apparaatinstelling de resultaten weergegeven, behaald bij het snijden van enige uiteenlopende metalen en legeringen.
Plaat bestaande uit roestvast staal van het type AISI 304 met een dikte van 6.4 mm werd gebruikt voor penetratie proeven. De snijapparaat-instelling was als volgt:
- Waterdruk: 55, 69, 103, 138,172 en 207 MPa
- Waterdoorstroomopening: 1,6 mm diameter
- Abrasief materiaal: granaat met een debiet van 0,23, 0,45, 0,68, 0.79 en 0,91 kg/min
- Afstand tot het werkstuk: 1,6 mm
Vervolgens werden snijproeven gedaan m et dit materiaal bij een constante waterdruk van 207 MPa en debieten van het granaat van 0,45, 0,68 en 0,91 kg/min. De resultaten zijn te zien in afbeelding 6. Uit deze afbeelding blijkt dat bij lagere waterdrukken het meer tijd vergt voor er penetratie optreedt dan bij hoger waterdrukken. Het debiet ven het abrasieve materiaal is van invloed op de penetratietijd. Bij een constante waterdruk blijkt dat verhoging van het debiet van het granaat de penetratietijd verkort. Proefstukken die niet volledig waren doorgesneden vertoonden kleine opstaande randjes in de bodem van de snede. Het aantal van deze randjes correspondeerde met een even groot aantal cycli van de pomp. Bij snijsnelheden van meer dan 100 mm/min vertoonde de snede in de diepte een goed waarneembare tapse vorm; bij lagere snijsnelheden kwam dit nauwelijks voor. Variaties in het debiet van het abrasieve materiaal had geen significante invloed op de breedte van de snede.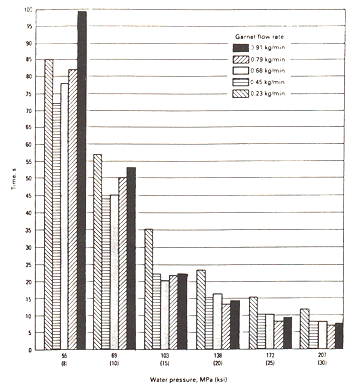
Afb. 6. Tijd tot penetratie als funktie van waterdruk en debiet van het abrasief materiaal (granaat). Metaal: rvs AISI 304 dik 6,4 mm.