


Weerstandspuntlassen van aluminium en aluminiumlegeringen
Door de te verbinden delen wordt een hoge stroom gestuurd. De inwendige weerstand van de werkstukken, de overgangsweerstand tussen elektroden en werkstukken en vooral tussen de te verbinden werkstukken, 1 veroorzaken een dermate hitte, dat het metaal zacht wordt en hier en daar gaat smelten. Na uitschakelen van de stroom worden de werkstukken tegen elkaar gedrukt, waardoor de lasverbinding tot stand komt. Bij dit lasproces wordt geen gebruik gemaakt van vloeimiddelen. De oxidehuid wordt door een voldoende hoge druk verbroken respectievelijk weggedrukt. Vanwege zijn hogere elektrische en thermische geleidbaarheid vergt aluminium wezenlijk hogere lasstromen en machinevermogen dan koolstofstaal. De lastijd wordt zo kort mogelijk gehouden om verhitting tot boven de feitelijke lastemperatuur te vermijden opdat zich geen schadelijke structuurveranderingen zullen voordoen. Het lassen zelf moet zich beperken tot de raakvlakken van de werkstukken.
Ir. A.J. Schornagel
Weerstandspuntlassen
Materiaalkenmerken
Het weerstandspuntlassen van aluminium onderscheidt zich in principe niet van het puntlassen van koolstofstaaL Het proces is in afbeelding 1 schematisch weergegeven. Er bestaan echter wel degelijk verschillen ten opzichte van het puntlassen van staal, vanwege de van staal afwijkende fysische en mechanische eigenschappen en bovenal vanwege het feit dat de op het aluminium oppervlak aanwezige oxidehuid een elektrische isolatie vormt.
Bij het verlopen van de puntlassing scheurt de oxidehuid als gevolg van de door de elektrodekrachten veroorzaakte deformatie. Er vormen zich kleine contactbruggen, die het lopen van elektrische stroom mogelijk maken. Door verhitting, verdere deformatie en het verdringen van oxidedeeltjes worden deze contactbruggen steeds groter: er kan zich een laslens vormen. Aan de vlakken, die in aanraking zijn met de gekoelde elektroden, moet de totale lasstroom door de ingevolge de deformatie (oppervlaktevergroting onder buitensluiting van lucht) ontstane contactbruggen stromen. Hierbij komt het, bevorderd door relatieve beweging en hitte, tot reacties aan het grensvlak, die kunnen leiden tot overgang van koper uit de elektroden naar het aluminium, waardoor dit laatste wordt verontreinigd en soms tot vastkleven van de elektroden aan het aluminium leidt. De materiaaleigenschappen van aluminium maken het mogelijk dat dit materiaal, ondanks zijn ten opzichte van staal lagere smeltpunt, met een (op de wanddikte betrokken) twee- tot viervoudige lasstroom en met een tweemaal hogere elektrodedruk, maar met een derde tot de helft van de tijd, zoals bij staal gebruikelijk is, kan worden gepuntlast.
Fysische eigenschappen met een sterke invloed op de lasresultaten, zijn in tabel 1 opgesomd. Van verdere wezenlijke invloed op het lasresultaat zijn de reindheid, vetvrijheld en ruwheid van de te verbinden onderdeeloppervlakken, alsmede de wanddikte, samenstelling, elektrische en mechanische eigenschappen van de onvermijdelijke oxidehuid. Een systematisch overzicht van de invloedsfactoren bij het puntlassen van aluminium geeft tabel 2.
Beoordeling van de geschiktheid
Voor de beoordeling van de geschiktheid voor puntlassen wordt in navolging van Pfeifer een lasfactor S voorgesteld, die kan worden afgeleid uit de elektrische geleidbaarheid æ. de warmtegeleidbaarheid λ en het smeltpunt Ts, respectievelijk de gemiddelde waarde van het smelttraject Tsm (in ˚C) en wel als volgt:
De met behulp van tabel 1 te bepalen lasfactoren liggen allen in het gebied van zeer goed lasbaar tot goed lasbaar mits er bijzondere maatregelen worden getroffen. In deze, waarschijnlijk voor staal opgestelde betrekking, wordt geen rekening gehouden met de treksterkte en oppervlakteweerstand van de te lassen delen.
Treksterkte
De treksterkte van het aluminium is van invloed op de indringdiepte van de elektroden. Als deze indringdiepte begrensd is, kan bij materialen met een lage 0,2 rekgrens de voor een goede lasverbinding noodzakelijke elektrodedruk niet worden aangelegd. Is de indringdiepte niet begrensd, dan bevordert een grotere relatieve beweging bij het indringen te zamen met de kleine wrijvingsweerstand van zachte metallische materialen het vormen van ongewenste legeringen. Hierbij dient te worden gelet op het feit dat er bij aluminiumlegeringen, die bij omgevingstemperatuur dezelfde treksterkten als staal bezitten, bij temperaturen boven de 200°C een snelle afname intreedt van de treksterkte.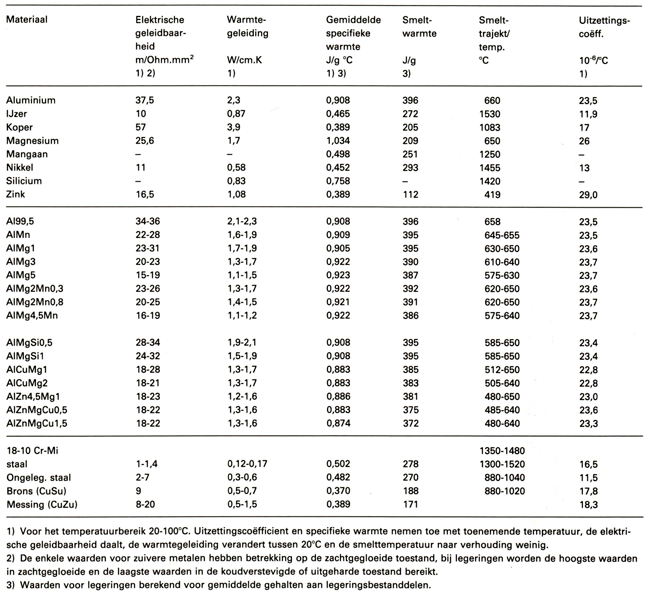
Tabel 1. Fysische eigenschappen van aluminium in vergelijking met andere metalen.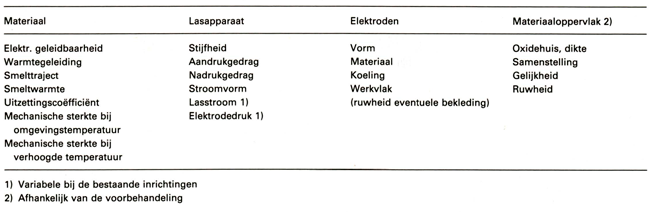
Tabel 2. Systematisering van de invlciedsfactoren bij het weerstandspuntlassen.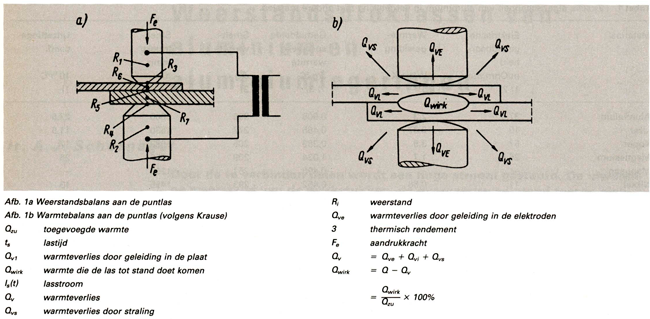
OppervIaktetoestand
De oppervlaktetoestand van het werkstuk beïnvloedt in maatgevende mate de oppervlakteweerstand. De oppervlakteweerstand en de daaruit resulterende en in afbeelding 1a weergegeven contactweerstanden R3 en R4 (elektrode-plaat) en R5 (plaat-plaat) zijn, vergeleken met staal, zeer hoog (de weerstand van aluminium-plaat bedraagt al naar gelang het legeringstype slechts de helft tot een kwart van die van staal.
De oppervlakteweerstand wordt bepaald door aard en dikte van de oxidehuid, onder de omstandigheden die heersen bij het weerstandspuntlassen ook door de oppervlakteruwheid, daar de ruwheidstoppen licht deformeerbaar zijn en contactbruggen opleveren.
Bij aluminiumlegeringen waaraan magnesium is toegevoegd, en wordt gegloeid aan de lucht, kan het komen tot verrijking van magnesiumoxide in de bovenste atoomlagen, dat het procentuele aandeel als legeringsbestanddeel met een veelvoud overschrijdt en met alkalische beitsmiddelen niet kan worden verwijderd. Ter vermijding van zulke magnesiumoxiden worden speciale behandelingen uitgevoerd, bijvoorbeeld chemisch of mechanisch verwijderen van de oppervlaktezone voor de laatste koudwalsgangen en gloeien in een schermatmosfeer.
Aldus behandelde gewalste werkstukken bezitten een wat hogere oppervlakteweerstand dan gebeitste of geborstelde werkstukken. De weerstand is evenwel over het totale oppervlak zeer gelijkmatig en verandert bij opslag in droge ruimten ook na langere tijd vrijwel niet. Conserveringsmaatregelen door chemische oxidatie of bekleding met stearaat geven gunstige resultaten, een praktische toepassing is echter niet bekend. Bij een optimale oppervlaktebehandeling hebben lasstroom en elektrodedruk, die tijdens de lasduur tegelijkertijd inwerken, de grootste invloed op het lasresultaat. Hun hoogte kan per lascyclus variëren. Kenmerkende oscillogrammen van het verloop van stroom en elektrodedruk toont afbeelding 2. Over het algemeen geldt dat met toenemende lasstroom ook de elektrodedruk moet worden verhoogd, en omgekeerd, dat met toenemende elektrodedruk de lasstroom moet worden verhoogd, terwijl door vergroting van de contactvlakken de stroomdichtheid en daarmee de warmte-opwekking wordt verlaagd.
Stroomvorm
De vorm van de stroom is van wezenlijke invloed op de netbelasting en op de spanningsval in de secundaire stroomkring (lasstroomkring). Tabel 3 toont de netbelasting en het energieverbruik bij toepassing van de in Europa gebruikelijke stroomvormen. Bij gelijkstroom ontstaat als gevolg van het Peltier-effect een asymmetrische laslens, zie afbeelding 3, bovendien wordt de elektrode aan de pluspool zwaarder belast. Dit kan echter door aanpassing van de elektroden worden gecompenseerd.
Standtijd van de elektroden
Het aantal puntlassen, dat onder instelling van bepaalde lasparameters kunnen worden gelegd, zonder tussentijds reinigen of stellen van de elektrode, wordt de standtijd genoemd. Zulke eisen kunnen behalve op de afschuifkracht van de afzonderlijke punten, ook betrekking hebben op het uitstulpen of op het kleven van de elektroden aan het werkstuk, ook op herkenbare veranderingen van de elektrode-werkvlakken (verontreinigingen, deformatie), op de diepte of ruwheid van de elektrode-indruk of op de wrijvingsslijtage van de elektroden. Opgaven van de standtijden zijn zonder vermelding waarop ze betrekking hebben dan ook niet onderling vergelijkbaar.
Hardheid en een hoge verwekingstemperatuur van de elektroden zijn voor het bereiken van hoge standtijden van net zoveel gewicht als het geleidingsvermogen voor elektrische stroom en warmte. Bij onderzoek in Engeland, Denemarken en de Verenigde Staten werden de hoogste standtijden gerealiseerd met CuCr-, CuCrZr- en CuCoBe-elektroden.
Vorm van de elektroden
De vorm van de elektroden (vorm van de werkvlakken) heeft invloed op de elektroden standtijd, als een grotere elektrodeslijtage met overeenkomstige ruwe oppervlakken van de elektrode-indrukking wordt toegestaan. Dat is ook praktisch in het licht van de duurzaamheid, daar de kerf aan de rand van de lens de grootste invloed heeft op de duurzaamheid. De theoretisch gunstige vorm is een bolvormige elektrode, waarvan de straal is aangepast aan de wanddikte van de te lassen werkstukken, terwijl de druk in het middelpunt het grootst is en zorgt voor het openbreken van de oxidehuid en de snelle vorming van stroompaden bij hoge stroomdichtheid.
Met een voortgaande slijtage neemt het werkstukoppervlak snel toe; dit leidt bij gelijkblijvende lasstroom tot mogelijke lasfouten.
Alternatieve, beproefde stroomvormen zijn weergegeven in afbeelding 4. Bij het lassen met gelijkstroom kan de positieve elektrode worden uitgevoerd als een 'verslijtende' tapse- of als een stompe kegelvormige elektrode, en de negatieve elektrode als een bolvormige elektrode en op deze wijze kan de elektrode standtijd worden verhoogd. Een bekleding van het werkvlak van de elektroden met Ni, Mo, Rh , Mo + Rk en diamant leidde niet tot verlenging van de standtijd.
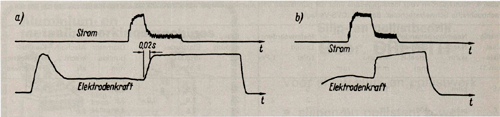
Afb. 2. Oscillogram van de stroom en elektrodedruk
a) bij éénfasige wisselstroom
b) bij gelijkstroom.
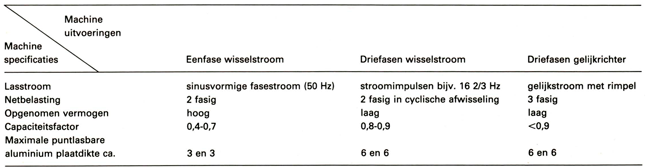
Tabel 3. Kenmerken van diverse puntlasmachines (volgens Dorn).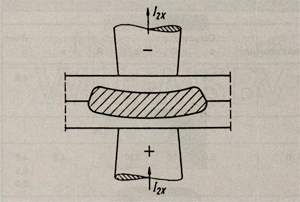
Afb. 3. Dwarsdoorsnede door een puntlasverbinding gelegd met gelijkgerichte wisselstroom.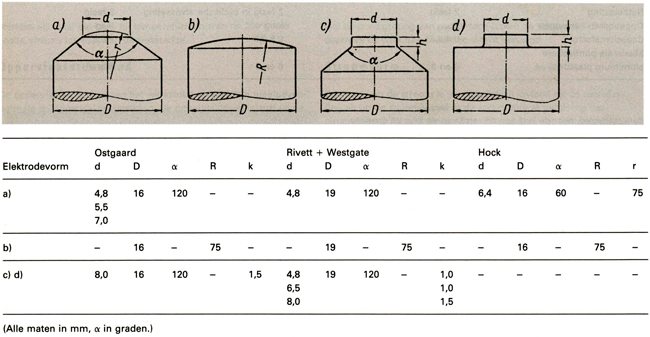
Afb. 4. Elektrodevormen, gebruikt bij laspraevim met werkstukken met wanddikte van 1 mm.
Instelgegevens
Richtvoorwaarden voor instelgegevens zijn slechts onder voorbehoud mogelijk; tabel 4 geeft enkele aanknopingspunten. De kleinste diameter van een puntlas is in verschillende voorschriften vastgelegd. DIN 29878 (voor de lucht- en ruimtevaart) geeft voor een wanddikte bereik van 0,02 mm tot 5,0 mm directe getalswaarden, die bij 0,1 mm dikte 8t bedragen en vanaf een dikte van 0,7 mm ongeveer de waarde van 4√t aannemen. In andere aanbevelingen ligt de minimum diameter van de puntlas bij dikten vanaf 0,8 mm meestal in het bereik 5√t, afnemend met toenemende dikte tot 4√t (t = wanddikte en in geval van werkstukken met ongelijke wanddikten, wordt die van het dunnere materiaal aangehouden).
De dikte van de laslens mag een bedrag van 1,6 maal de kleinste wanddikte, gelijkmatig verdeeld over de beide samen te voegen delen, niet te boven gaan en mag in geen geval tot aan het werkstukoppervlak reiken.
Van groot belang voor een lange standtijd is goede koeling van de elektroden; het koelwater moet zo dicht mogelijk bij het werkvlak van de elektroden komen. Problemen met de standtijd van elektroden kunnen in geval van goede toegankelijkheid worden opgelost door toepassing van rolvormige elektroden, die steeds na elke puntlas doordraaien en zonder het lasproces te hoeven onderbreken kunnen worden bijgesteld. Bij het lassen met robots kan bij het verwisselen van het werkstuk periodiek een reinigingsstation worden aangedaan. Het abrupt plaatsen van de elektrode op het werkstuk kan de standtijd nadelig beïnvloeden, zo ook een gebrekkige stijfheid van de lasmachine, hetgeen kan leiden tot uitlijnigheid tussen de boven- en onderelektroden. Zogenaamde puntlasfluxen, die in de vorm van in alcohol opgeloste aromatische verbindingen aan de elektrodekant van de werkstukken worden aangebracht, zijn wat hun invloed op de elektrode standtijd betreft nogal omstreden. Er wordt zowel van een gunstige als van een ongunstige invloed melding gemaakt.
Hersteltijd
Maatstaf voor hersteltijd is de tijd in milli seconden, die verloopt tot het bereiken respectievelijk opnieuw bereiken van de volle elektrodedruk op het werkstukoppervlak. Is de hersteltijd te traag, dan stolt de laslens onder een te geringe druk, de gevolgen daarvan zijn stollingshotten in de !askern. Een significante invloed op de elektrode standtijd kon tot op heden niet worden vastgesteld.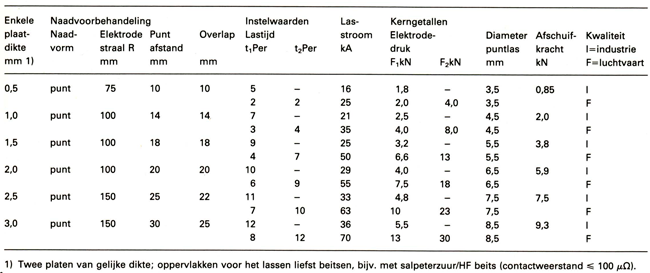
Tabel 4. Richtwaarden voor instelgegevens voor het puntlassen van aluminiumlegeringen met éénfase wisselstroom volgens Fachbuchreihe Schweisstechniek, Band 72 (DVS-Verlag).