


Warmscheuring van lassen in aluminium
Aluminiumlegeringen zijn gevoelig voor stollingsscheuren en ze kunnen verbrossing vertonen alsmede scheuring bij temperaturen onder de stollingslijn. De legeringen met hogere mechanische sterkte kunnen ook bezwijken als gevolg van scheurvormende spanningscorrosie (SSC).
Stollingsscheuring
Stollingsscheuring van aluminium en zijn legeringen hangt samen met de toegevoegde legeringselementen en niet, zoals bij staal, met de aanwezigheid van laag-smeltende verontreinigingen. Het scheuren van lassen in aluminium blijkt hetzelfde patroon te volgen voor wat betreft de relatie met de legeringstoestand als bij het scheuren van gietstukken en scheurgevoeligheidsbetrekkingen voor gietwerk kunnen ook worden toegepast op lasmetaal. De betrekking tussen samenstelling en het warmscheuren van gietstukken van aluminium siliciumlegeringen is weergegeven op afbeelding 1 en het overeenkomstige deel van het aluminiumsilicium fasediagram is te zien op afbeelding 2. De mate van scheuring neemt toe tot een maximum van ongeveer 0,5% Si en daalt dan scherp als het legeringsgehalte verder stijgt. De scheuringskromme volgt dezelfde trend als het stollingstemperatuurtraject onder evenwichtsvoorwaarden, maar is wel verschoven naar links. Bij continu afkoelen verschuift het fasediagram ook naar links, zoals is te zien op afbeelding 2 en het legeringsgehalte voor maximale scheuring ligt dicht bij die van het maximale stollingstraject in het aangepaste diagram. Mechanische proeven met gegoten aluminium-siliciumlegeringen in het gebied van het smeltpunt leveren het soort resultaten op zoals te zien is op de afbeeldingen 3 en 4.
Bij het afkoelen vanaf de vloeistoflijn verkrijgt de scheurgevoelige 1%-silicium legering al mechanische sterkte nog voor er sprake is van enige taaiheid en er is een aanzienlijk temperatuurtraject waar de legering zeer bros is. De 12%-siliciumlegering is niet gevoelig voor scheuring en heeft dan ook een zeer smal temperatuurtraject waarbinnen de legering bros is. Zuiver aluminium heeft eveneens een geringe scheurgevoeligheid en smal brosheidstraject, maar is wel gevoeliger voor verontreinigingen. Bij een legering met een lang stoltraject, die afkoelt vanaf de vloeistoflijn, zijn de groeiende kristallen eerst nog geheel van elkaar gescheiden door vloeibaar metaal en heeft de legering nog geen enkele sterkte. Naarmate het temperatuurniveau daalt, neemt het volume toe ten opzichte van dat van het vloeibare metaal en op een bepaald punt ontmoeten de groeiende kristallen elkaar en vertonen samenhang. Er is echter nog steeds een beperkte hoeveelheid vloeibaar metaal aanwezig en dat blijft zo tot bij de eutectische temperatuur, met als gevolg dat de legering bros blijft. Tegelijkertijd krimpt het vaste gedeelte en is daardoor onderhevig aan een trekspanning, die hoog genoeg kan zijn om breuk te veroorzaken in de zwake, brosse matrix.
Het risico van scheuring is het grootst als een kritisch klein volume vloeibaar metaal aanwezig is beneden de temperatuur waarbij voor het eerst stollende kristallen elkaar ontmoeten. Als het volume van het aanwezige eutectische metaal relatief groot is, dan kunnen beginnende scheuren worden geheeld door vloeibaar metaal dat vanaf de laspoel kan toestromen. Zulke geheelde scheuren zijn soms te zien in dwarsdoorsneden van lassen in aluminium. Stollingsscheuring is ernstig in lasmetaal met de samenstelling 3 tot 4% Mg en 1% Si en fusielassen van deze legering met lastoevoeg metaal van dezelfde samenstelling is alleen uitvoerbaar als er geen omstandigheden optreden waarbij enige trekspanningen van betekenis optreden. De warmtebehandelbare legeringen met hogere mechanische sterkte zijn eveneens gevoelig voor stollingsscheuring, met name de Cu-Mg-Zn-legeringen die worden toegepast in de luchtvaart, zoals 7075, 7079 en 7178. De Si-Cu-Mn-Mg-legeringen 2024 en 2219 zijn niet zo gevoelig, terwijl de Mn-Mg-Zn-legeringen zoals 7005 in het algemeen als lasbaar worden beschouwd, zij het dat ze onder omstandigheden toch warmscheuring te zien kunnen geven.
Vermijden van scheuring
Scheurgevoelige legeringen worden gewoonlijk gelast met lastoevoegmetaal dat, wanneer opgemengd met basismetaal, een lassamenstelling oplevert die buiten het scheuringsgebied ligt. Er kan lasdraad worden gebruikt dat 5% Si of 12% Si bevat, waarbij laatstgenoemde de eutectische samenstelling geeft van het binaire Al-Si-systeem. DeAl-Mg- en Al-Mg-Mn-legeringen zoals 5554, 5356 en 5183 worden de laatste jaren vaker gebruikt, omdat ze beschikken over een optimale combinatie van mechanische eigenschappen, corrosieweerstand en scheuringsweerstand. De mate van opmenging hangt af van het lasnaadtype en van de lasparameters. Afbeelding 5 toont een opmengingsnomogram dat toepasbaar is voor lassen onder schermgas van aluminium legeringen onder normale om standigheden. Met dit nomogram kan de uiteindelijke samenstelling van het lasmetaal worden geschat.
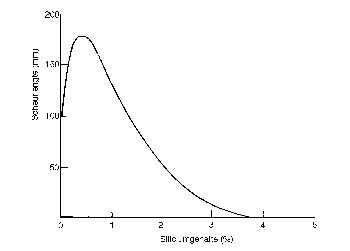
Afbeelding 1 Scheurlengte in gietstukken van binaire aluminiumsiliciumlegeringen als functie van het siliciumgehalte.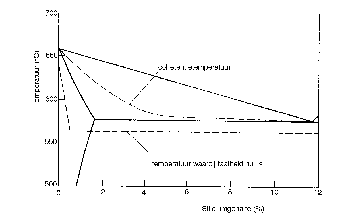
Afbeelding 2 Evenwichtsdiagram voor aluminium-siliciumlegeringen (getrokken lijnen) die de coherentietemperatuur tonen en de temperatuur waarbij elke taaiheid ontbreekt (streepjeslijnen).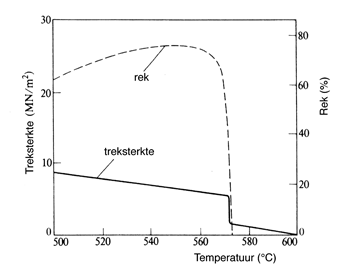
Afbeelding 3 Mechanische eigenschappen van Al-1Si bij verhitten tot temperaturen even onder de soliduslijn [1].
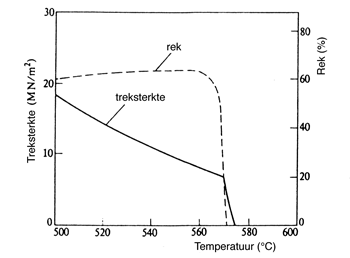
Afbeelding 4 Mechanische eigenschappen van Al-2Si bij verhitten tot temperaturen even onder de soliduslijn [1].
Afbeelding 5 Opmengingsnomogram voor fusielassen in aluminium.Om de lassamenstelling te vinden bij een bepaalde opmenging, moet er een lijn worden getrokken tussen de schalen van de betreffende laselektrodesamenstelling en de basismetaalsamenstelling (lijn A-A’ in het voorbeeld). De samenstelling van de las wordt dan op een van beide schalen afgelezen; in het voorbeeld bevat de las bij 60% opmenging 7% legeringselementen [2].
Een verdere mogelijkheid om de scheuringsweerstand van aluminium lasmetaal te verhogen is korrelverfijning. Het totale oppervlak aan korrelgrenzen voor een gegeven volume lasmetaal is, binnen een redelijke benadering, evenredig met de korreldiameter. Als dus de korrelgrootte wordt verminderd, dan wordt ook de
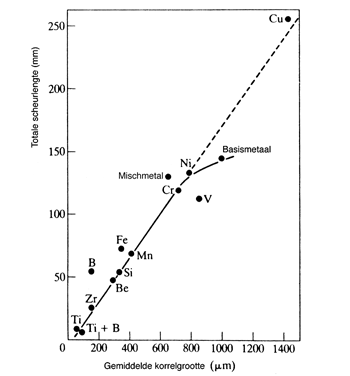
hoeveelheid vloeibaar metaal die tussen de korrels aanwezig kan zijn verminderd en neemt de kans op samenhang tussen de korrels toe. Afbeelding 6 toont de resultaten van een reeks ringgietproeven met Al-2Zn-2Mg die verscheidene extra elementen bevat. Deze legering wordt verkregen bij het lassen van een Al- Zn-Mg-legering met lastoevoegmetaal dat 5% Mg bevat en waarbij een opmenging optreedt van ongeveer 40%. Er is sprake van een vrijwel lineaire correlatie tussen de korrelgrootte en de scheurlengte bij deze proef. De fijnste korrel en kortste scheur werden verkregen door toevoeging van kleine hoeveelheden Ti plus B.
Het korrelverfijnend effect van deze toevoeging werd echter tenietgedaan door de aanwezigheid van 0,2% Zr en omdat zircoon aan Al-Mg-Zn-legeringen wordt toegevoegd ter verbetering van de weerstand tegen scheurvormende spanningscorrosie, zo - dat Ti+B-toevoegingen niet kunnen worden gebruikt voor het verlagen van de scheurgevoeligheid. Een tweede middel voor korrelverfijning in aluminiumlegeringen is het laten trillen van de laspoel. Dit kan worden bereikt met behulp van een ultrasone trillingsbron of met elektromagnetisch roeren, waarbij laatstgenoemde techniek effectiever is dan eerstgenoemde. Afbeelding 7 toont de resultaten van proeven met proefstukken van het Houldcroft-type (zie afbeelding 8). Er wordt een optimale reductie van de scheurgevoeligheid verkregen met een elektromagnetisch veld dat wisselt met een frequentie van 2Hz. Om dit gunstige resultaat te krijgen moest er wel 0,16-0,24% Zr aan de basislegering, bestaande uit Al-2Zn-3Mg, worden toegevoegd. Met deze proeven werd aangetoond dat in grofkorrelig lasmetaal het resterende vloeibare metaal een continu interkristallijne film vormde en bij fijnkorrelig lasmetaal aanwezig was in de vorm van afzonderlijke bolletjes.
Andere scheurtypen
Scheuring als gevolg van de aanwezigheid van vloeibaar metaal in de warmtebeïnvloede zone kan optreden bij het lassen van aluminium legeringen met hoge mechanische sterkte van het Duraluminium- of Al-MZntype. Dit soort scheuring wordt veroorzaakt door de aanwezigheid van laagsmeltende bestanddelen in de structuur en wordt in verband gebracht met betrekkelijk lage warmtetoevoersnelheden. Het kan worden vermeden door gebruik te maken van lastoevoegmetaal met een laag smeltpunt, of door het verhogen van de lassnelheid. Er is ook wel scheuring waargenomen ruim beneden de stollingslijn (bij ongeveer 200°C) in aluminiumlegeringen met hoge mechanische sterkte. Dit effect is eveneens het gevolg van het ontstaan van vloeibare films tussen de korrels bij of in de buurt van de stollingslijn. Deze bestanddelen tussen de korrels veroorzaken verbrossing, die zich manifesteert in de vorm van lage-temperatuurscheuring.
Scheuringsproeven
Voor het vaststellen van de gevoeligheid van een aluminiumlegering voor warmscheuring en voor het selecteren van een geschikt lastoevoegmetaal staan er verscheidene beproevingsmethodes ter beschikking, zoals de visgraat- of Houldcroftproef, de rups-op-plaatproef, de Alcanschijfproef, de T-proef, de Hproef, de Y-proef, de hoeklas met een spleet, om er maar een paar te noemen.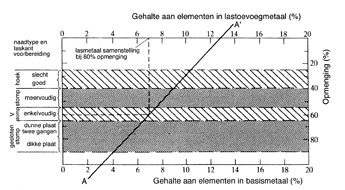
Afbeelding 6 Verband tussen gemiddelde korrelgrootte en scheurlengte in ring-gietproeven met Al-2Zn- 2Mg met en zonder toevoeging van elementen. Giettemperatuur: 750°C; vormtemperatuur: 50°C. Hoeveelheid toegevoegde elementen bedraagt in het algemeen 0,5 gew.% met uitzondering van T+B: 0,06 gew.%; B: 0,2 gew.%; V: 0,35 gew.%; Mischmetal (een mengsel van zeldzame aard metalen): 0,3 gew.% [3].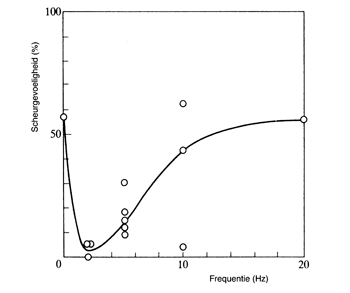
Afbeelding 7 Verband tussen scheurgevoeligheid van Al-2Zn-3Mg-0,24Zr en frequentie van aangelegd magnetisch veld bij een lassnelheid van 2,5 mm/s. Proefomstandigheden: TIG-lassen met gelijkstroom, elektrode negatief, 55A; elektromagnetisch roeren, 175G [4].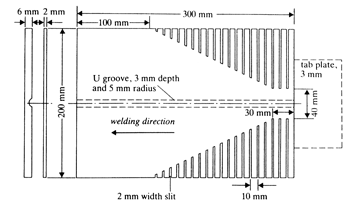
Afbeelding 8 Aangepast Houldcroftproefstuk voor schermgassen [5].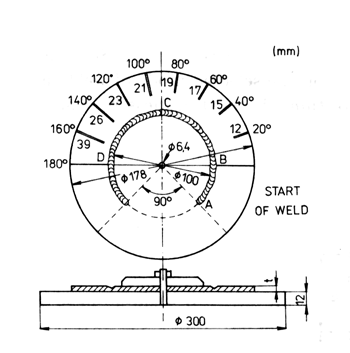
Afbeelding 9 Alcanproef.
Op afbeelding 8 is de aangepaste Houldcroftproef [5] weergegeven. De afmetingen van de proefplaat hangen af van het lasproces. De proef is geschikt voor het nagaan van scheuring in dunne plaat (dikte 2-6 mm) die zijn gelast met het TIGof MIG-proces. Het proefcriterium is de lengte van de scheur, gemeten vanaf het begin van de las. De proef is gevoelig voor volledige plaatpenetratie. Als de gehele dikte, vooral aan het begin van de las, niet is gepenetreerd, dan vertoont de proef een aanzienlijke spreiding van de resultaten en minder scheuren. Op afbeelding 9 is de Alcan- of schijfproef weergegeven. Een schijfvormig proefstuk met dikte t wordt met behulp van een bout en een schijf tegen een dikkere ronde schijf (diameter 300 mm) gedrukt. Het proefstuk is aan de kant waar later de las moet komen, voorzien van een groef met een diepte die varieert van 12 tot 39 mm. Als de las begint bij punt A, zal de scheur op een bepaalde plaats verschijnen (op afbeelding 9 aangeduid met B) en zich uitbreiden naar punt C. De verhouding van de lengte van de scheur tot de totale lengte van de groef wordt bij deze proef uitgedrukt als een percentage. De proef is geschikt voor MIG- en TIG-lasprocessen. Zij kan aan beide zijden worden geëvalueerd. Deze proef is gevoelig voor grondige penetratie. Voor hoeklassen wordt er gebruikgemaakt van T-proefstukken, zoals zijn weergegeven op afbeelding 10. De simpelste proef is die volgens afbeelding 10a, die een verstijvingslas aan een kant bezit en waarbij de proeflas aan de andere kant is aangebracht. De proef volgens afbeelding 10b is wat strikter, omdat de proeflas tussen flens en lijfplaat is aangebracht, met een spleet van 1-3 mm breed. Deze spleet kan gelijkmatig zijn over de gehele proeflas, maar kan ook vervormd zijn volgens afbeelding 10c. In dit laatste geval is er een strook metaal met een dikte van 1-3 mm aan een kant tussen flens en lijfplaat geschoven. Aan de andere kant is de spleet dicht. Een andere aanpassing is te zien op afbeelding 10d, waar de lijfplaat een variabele hoogte heeft. De afbeeldingen 10e en 10f tonen een afwijkende lijfplaat, die is voorzien van een Gvormige groef die tot halverwege de dikte is gefreesd.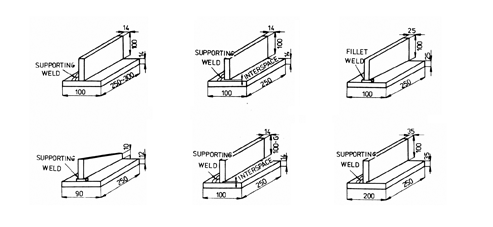
Afbeelding 10 Proefstukken scheurgevoeligheidstest voor hoeklassen
Referenties
1.W.I.Pumphrey, P.H. Jennings. Journal of the Institute of Metals, 75(1948/49) p. 203-233.
2. P.T. Houldcroft. British Welding Journal, 1(1954) p. 470.
3. F. Matsuda, K. Nakata, Y. Shimokusi, K.Tsukamoto, K. Arai, Trans. Japanese Welding Research Institute, 12(1983) p. 81- 187.
4. F. Matsuda, K. Nakata, K.Tsukamoto, T. Uchiyama, Trans.
Japanese Welding Research Institute, 13(1984) p. 57-66.
5. F. Matsuda, K. Nakata, K. Arai, K.Tsukamoto, Trans.
Japanese Welding Research Institute, 11(1982) p. 67-77.