


Het lassen van aluminium en aluminiumlegeringen Deel 2
De lasprocessen voor het lassen van aluminium en de legeringen daarvan
Een betrekkelijk groot aantal processen kan in principe worden toegepast voor het lassen van aluminium en haar legeringen (zie tabel 7).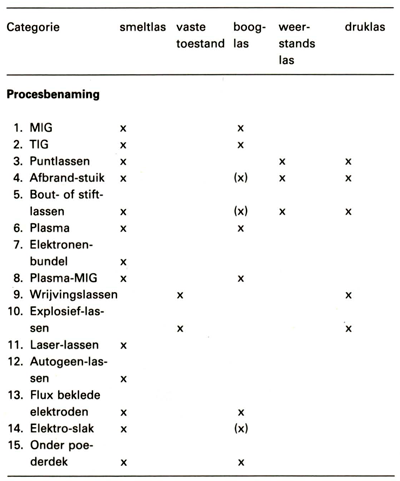
Tabel 7: Lasprocessen voor het lassen van aluminium en legeringen, in volgorde van toepassingsfrequentie.
Van deze proçessen zijn tegenwoordig de laatste vier nauwelijks meer van enige betekenis gezien de agressiève fluxen welke hierbij ter afbreking van de oxidehuid nodig zijn en de zeer geringe lassnelheid. Ook het laser-lassen wordt nog nauwelijks toegepast en dan alleen nog bij zeer geringe materiaaldikten gezien het grote vermogen en dus dure installaties welke hiervoor nodig zijn i.v.m. de grote reflectiviteit voor laser-licht. Bovendien ontbreekt bij dit proces het z.g. zelfreinigende effect t.o.v. de oxidehuid. Voor het wrijvingslassen waarbij de te verbinden einden door wrijvingswarmte in deeg.achtige toestand worden gebracht en daarna in elkaar worden g"èweld moeten één of beide te verbinden onderdelen geroteerd kunnen worden. Dit proces geeft de mogelijkheid om materiaalcombinaties te maken met geheel andersoortige materialen, daar geen, of op minimale schaal, brosse intermetallische verbindingen ontstaan. Zo is het b.v. mogelijk met dit proces een lasverbinding tussen staal en aluminium tot stand te brengen. Dit laatste is ook mogelijk bij het z.g. explosief-lasproces, daar ook hier geen of slechts zeer oppervlakkig smeltverschijnselen en dus vorming van intermetallische verbindingen optreden. Op deze wijze worden z.g. Al-cladplaten vervaardigd. Bout- of stiftlassen wordt gebruikt indien mechanische verbindingen toegepast moeten worden en het boren van doorlopende gaten t.b.v. bouten niet mogelijk of te duur is. Ook wordt van dit proces gebruik gemaakt voor het oplassen van grote aantallen stiften ter bevestiging van bekledingsmaterialen, zoals isolatiematerialen en houtpanelen. Voor bouten en stiften van kleine diameter wordt de boog ontwikkeld door een condensatorontlading, bij de grote diameters ontstaat deze d.m.v. de hoge secundaire stroom van een zware gelijkrichter. Het elektronenbundel-lassen wordt voor aluminium relatief weinig toegepast, hoewel dit technisch gezien wel het hoogwaardigste proces is. Immers het lassen vindt plaats met een tot hoge energiedichtheid gefocusseerde bundel snelle elektronen (ca. de geluidssnelheid) onder een vacuüm atmosfeer. Dit garandeert een zeer geringe warmte-inbreng, een smal parallel smeltbad (zie afb. 9) en een goede reiniging t.a.v. de oxidehuid, welke door verdamping afgebroken wordt. De kostprijs van dit proces, hoofdzakelijk veroorzaakt door de dure installatie en lange pomptijden, verhinderen een grootschaliger gebruik. Ook het gebrek aan kennis van de mogelijkheden van dit proces zijn hieraan debet. Het toepassingsgebied ligt momenteel in de vlakken van de hoogwaardige lasverbindingen, grote materiaaldikten en massaproduktie van kleine componenten. Het afbrand-stuiklassen, waarbij een boog wordt ontwikkeld door meerdere malen de samen te lassen delen met elkaar in contact te brengen, waarbij zich hoge kortsluitstromen ontwikkelen, wordt voornamelijk toegepast voor het verbinden van gelijkvormige profielsecties.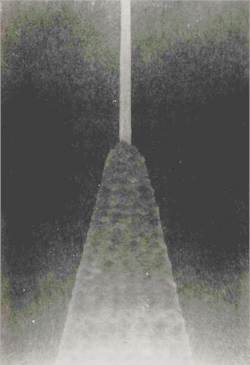
Afb. 9: Combinatie van elektronenbundel- en MIG lassen in 203 mm dik aluminium, met de volgende procesgegevens: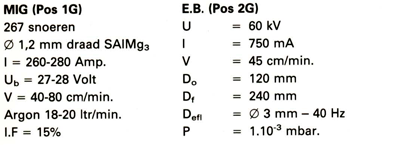
Het is een snel lasproces, waarbij zonder lastoevoegmateriaal een lasverbinding over de gehele doorsnede ontstaat. De z.g. 'braam', welke door 'uitgeperst' gesmolten en deegachtig materiaal ontstaat, moet worden weggeslepen. De onderdelen kunnen tijdens het lassen in elkaars verlengde staan, maar ook onder verstek. Het lasproces wordt vooral toegepast voor grotere series in de constructiebouw, welke slechts statisch worden belast. Apparatuur en hulpgereedschappen (klemgereedschap) zijn relatief duur. Het plasma-MIG lasproces is een proces dat door Phil ips Nederland is ontwikkeld als combinatie van het plasma- en het MIG-Iasproces, waarbij .bijzondere voordelen ontstaan. De belangrijkste zijn een hoge neersmelt-snelheid en een goed regelbare inbranding, waardoor het proces zich leent zowel voor het verbindingslassen met grote penetratie als voor het oplassen met een minimale opmenging van basismateriaal. Bovendien is de zelfreinigende werking van de boog optimaal, waardoor in combinatie met de hoge energiedichtheid de kansen op bindingsfouten en/of porositeit gering zijn.
De brander waarin de plasmaboog concentrisch op het MIG-boog wordt ontwikkeld is gezien de combinatie van vele voorzieningen en de vereiste geforceerde waterkoeling nogal robuust van uitvoering. In verband hiermede en de veelal toegepaste hoge lassnelheden is het lasproces meestal geautomatiseerd. Gezien de omvang van het smeltbad is lassen vrijwel alleen mogelijk in de horizontale positie. Het plasma-lasproces is een bijzondere variant van het TIG-Iasproces. In de plasma-lastoorts wordt door een hulpboog tussen elektrode en mondstuk het uittredende argongas thermisch geïoniseerd, d.w.z. in plasma-vorm gebracht. Door een 2e stroombron kan nu over deze geleidende gaskolom de hoofdstroom naar het werkstuk worden geleverd. Door dit samenspel en een insnoering van de uittredende gaskolom en sterke uitwendige koeling ervan door het watergekoelde mondstuk ontstaat een stijve cilindervormige boog met hoge stroomdichtheid. Hierdoor is het mogelijk om met de z.g. 'key-hole' techniek materiaaldikten tot ca. 6 mm zonder afschuining door te lassen met redelijk hoge lassnelheid. Ook dit proces moet bij voorkeur gemechaniseerd worden uitgevoerd daar een constante en vrij hoge lassnelheid voor dit proces essentieel is. De aluminium space-shuttle is o.a. met dit proces gelast, hetgeen een aanwijzing is voor de hoogwaardigheid van de lasresultaten. Het puntlasproces wordt, evenals dit bij staal het geval is, het meest toegepast voor overlapverbindingen in relatief dunne plaat, d.w.z. plaatdikten kleiner dan 3 mm.
De voornaamste sectoren waar dit proces toepassing vindt zijn: carrosseriebouw, algemene constructiebouw, aluminium meubilair, huishoudelijke artikelen en siervoorwerpen. De puntlasverbinding ontstaat door een directe stroomdoorgang (weerstandsverhitting) door de tussen 2 elektroden geklemde werkstukdelen, waardoor op het scheidingsvlak een lensvormig smeltbad ontstaat. Boogreiniging is er niet, zodat aan de reinheid van de materiaal-oppervlakken ter plaatse van de puntlassen hoge eisen gesteld moeten worden. Met puntlassen kunnen geen 'dichte' verbindingen gemaakt worden; dit kan wel met het z.g. rolnaad-lasproces, eigenlijk een variant op het puntlasproces. Het TIG- en het MIG-lasproces zijn feitelijk de meest universele processen voor het lassen van aluminium en deze worden dan ook het meest toegepast. Deze processen lenen zich goed om zowel handmatig als geheel of gedeeltelijk geautomatiseerd (c.q. gemechaniseerd) uitgevoerd te worden. Ook de uitrusting van z.g. lasrobots met deze lasprocessen neemt hand over hand toe (zie afb. 20). Mede gezien de brede toepassing ervan zal in het navolgende wat uitvoeriger op deze beide lasprocessen worden ingegaan. Globaal mag gesteld worden dat het toepassingsgebied van het TIG-lassen vooral ligt op het terrein van de dunnere materiaaldikten ca. 0,5- 8 mm, kortere laslengten en/of grondnaden, welke niet tegengelast kunnen worden en toch van hoge kwaliteit en regelmaat moeten zijn.
Het MIG-lassen vindt hoofdzakelijk toepassing bij materiaaldikten boven 3 à 4 mm en/of bij grotere laslengten. De warmte-inbreng bij het MIG-lassen is gezien de hogere energiedichtheid van de boog en de daarmede samenhangende hogere lassnelheid kleiner dan bij het TIG-lassen ; dit geldt nog in versterkte mate voor het z.g. Puls-MIG-lassen. In de keuze afwegingen kan dit een belangrijke rol spelen, gezien de meestal hogere sterktecijfers welke met een lagere warmte-inbreng samenhangen. Ten aanzien van de toe te passen lastoevoegmaterialen voor bepaalde materiaalcombinaties bestaan nauwelijks verschillen tussen beide lasprocessen. Voor de keuze van het lastoevoegmateriaal, welke voornamelijk plaatsvindt op grond van warmscheurgevoeligheids- en sterkteoverwegingen kan verwezen worden naar tabel 5. Gezien de grotere warmte-inbreng is het TIG-lassen het gevoeligst voor warmscheuren en het Puls-MIG-lassen het minst.
Als inert gas op de lastoorts wordt in hoofdzaak voor beide processen argon toegepast, het gebruik van helium of argon-helium mengsels kan bepaalde voordelen opleveren, zodat deze gassen in minderheid ook wel worden toegepast, doch vrijwel steeds bij volledig geautomatiseerde processen (lasrobots, pijplasautomaten en klembank-lasautomaten).
Het argon-are of TIG-lasproces
Dit lasproces wordt uitgevoerd met een speciale, meestal watergekoelde lastoorts, waarin een wolfram elektrode (niet afsmeltend!) is geplaatst, welke wordt omgeven door inert gas d.m.v. de z.g. gascup.
Tussen deze elektrode en het werkstuk wordt een elektrische boog onderhouden, welke de warmte levert om de basismaterialen en eventueel het lastoevoegmateriaal tot smelten te brengen. Indien nodig wordt dit lastoevoegmateriaal toegevoerd in de vorm van draad, waarvoor bij voorkeur een zo groot mogelijke diameter wordt gekozen. In de meeste gevallen en zeker wanneer het proces handmatig wordt uitgevoerd, wordt gelast op wisselstroom, waarbij een hoge frequentie hoogspanningsbron, parallel geschakeld met de boog, ervoor zorg draagt dat de boogkolom geïoniseerd blijft tijdens de fase-wisseling van de stroom, zodat de boog niet dooft en redelijk stabiel blijft. Dit lassen op wisselstroom is eigenlijk een compromis tussen de voor- en nadelen van het lassen op gelijkstroom met de elektrode negatief respectievelijk positief. In de fase dat de elektrode positief is wordt het werkstukoppervlak gebombardeerd door positieve gasionen en zodoende prima gereinigd t.a.v. de oxidehuid (ion-etsing of zelfreinigend effect van de boog). De stroom elektronen, d.w.z. de warmte-dragers is dan echter gericht naar de elektrode waardoor deze oververhit wordt of zelfs afsmelt, tenzij een grote diameter wordt gekozen, en anderzijds de inbranding in het werkstuk gering is, zeker als voor een grote elektrodediameter wordt gekozen. In de fase dat de elektrode negatief is hebben we deze nadelen niet, d.w.z. we krijgen een goede inbranding en kunnen zelfs met aangepunte elektroden lassen. De zelfreinigende werking van de boog ontbreekt dan echter, zodat lassen van slechte kwaliteit en uiterlijk ontstaan.
Deze fase mag dus niet te lang worden aangehouden. Het compromis is dus wisselstroom (zie nog afb. 10), waarbij dus 50 keer per seconde de stroomrichting omkeert. Aan dit compromis zitten echter nog enkele voetangels verbonden: Doordat de emissie van elektronen uit het werkstukoppervlak en uit de elektrode verschillend zijn in de negatieve fase t .g.v. het grote verschil in temperatuur en uittree-energie ontstaat een engebalanceerde wisselstroom. Deze wordt gekenmerkt door een geringe stroom in de fase dat het werkstuk negatief is, waardoor de zelfreinigende werking van de boog onvoldoende wordt en bij lage stromen de boog zelfs kan doven of erg onstabiel wordt. Slechte lasresultaten zijn hiervan het gevolg, d.w.z. porositeit-oxide-insluitingen, bindingsfouten en onvoldoende doorlassing. Door speciale ingrepen in de stroombron heeft men deze situatie sterk verbeterd, d.w.z. door toevoeging van condensatoren, impulsgeneratoren en andere elektronica heeft men gebalanceerde wisselstroombronnen gecreëerd. Deze gebalanceerde wisselstroom is bovendien gunstiger voor de trafo's en de netbelasting. Een verdere verbetering van deze stroombronnen is verder nog de ontwikkeling van de blokvorm wisselstroombronnen ter vervanging van de sinusvormige. Bij deze stroombronnen kan de H.F.-hoogspanningsstabilisator tijdens het lassen zelfs worden uitgeschakeld, hetgeen de storingskans op naburige elektronica sterk vermindert en bovendien kan men de hoogte en soms zelfs de duur van de blokken in beide fasen instellen (zie afb. 11 ).
Afb. 10: Invloed van stroomsoort en polariteit op de vorm en afmetingen van elektrode en smeltbad.
Voor 'd' zie tabel 8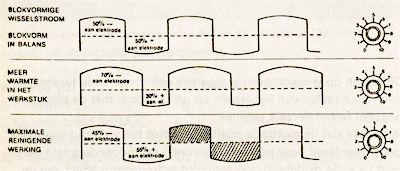
Afb. 11: De blokvormige wisselstroom van een moderne stroombron voor het TIG·Iassen, waarbij men de relatieve duur van de fasen kan variëren met genoemde effecten.
Op deze wijze kan men dus in versterkte mate de gunstige effecten van beide fasen uitbuiten, d.w.z. optimale inbranding of optimale boogreiniging. Hoe mooi men de stroombronnen echter maakt, altijd blijft het bezwaar bestaan dat bij het lassen op wisselstroom het gebruik van aangepunte elektroden is uitgesloten (zie afb. 10).
Hierdoor wordt de stroomdichtheid beperkt en de boogstabiliteit niet optimaal en dus de procesregeling bij geautomatiseerde processen bemoeilijkt. Daarom kiest men voor automatische processen, veelal voor het lassen op gelijkstroom met elektrode negatief, waarbij helium als schermgas moet worden gebruikt. Daar hierbij de zelfreinigende boogwerking ontbreekt zal grote zorg besteed moeten worden aan de reiniging van de lasnaad zo kort mogelijk voor het lassen en ook tussen de opvolgende rupsen. Het gebruik van een z.g. arc-lengthcontrol voor het optimaal constant houden van de booglengte is dan vrijwel onontbeerlijk.
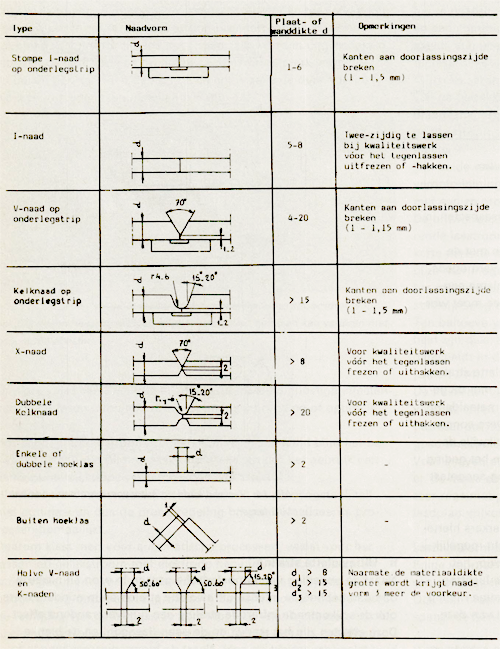
Lasnaadvormen voor het TIG-lassen
Enige voorbeelden van gangbare lasnaadvormen voor het argonare lassen van aluminium zijn gegeven in afb. 12. Belangrijk is dat de lasnaadvoorbewerking door middel van verspanende bewerking wordt aangebracht (dus niet slijpen!). Bij eenzijdig te lassen naden moeten de scherpe kanten aan de doorlassingszijde steeds enigszins gebroken worden!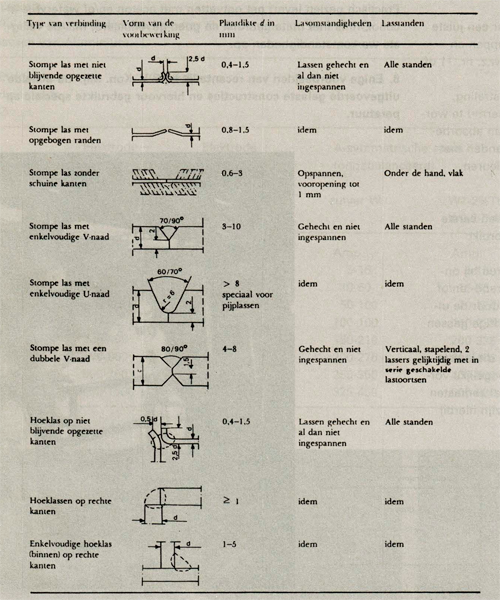
Afb. 12: Lasnaadvormen voor het TIG-booglassen van aluminium.
Het MIG-lassen van aluminium
Dit proces wordt in hoofdzaak toegepast voor materiaaldikten vanaf 3 mm; bij zeer goed bestuurde automatische lasprocessen is toepassing vanaf ca. 1,5 mm materiaaldikte mogelijk. In de speciale watergekoelde lastoorts wordt de continu toegevoerde massieve lasdraad met een positieve polariteit t.o.v. het werkstuk door de z.g. contactbuis geleid en omgeven door een inert gas dat via het mondstuk of de gascup uitstroomt in de richting van het smeltbad. Op deze wijze wordt niet alleen het afsmeltende deel van de draad, het smeltbad en een belangrijk deel van het juist gestolde lasmetaal beschermd tegen de inwerking van atmosferische gassen, doch worden ook de voorwaarden geschapen voor een stabiele boog. Deze boog 'brandt' dus tussen het uiteinde van de lasdraad en het werkstuk, waarbij door een goede stroomoverdracht in het onderste deel van de contactbuis slechts een klein deel van de draad stroomvoerend is. Dit maakt het mogelijk om zelfs bij dunne lasdraden hoge stromen toe te passen, waardoor een hoge smeltsnelheid, goede inbranding en een continu optimale boogreiniging (immers de draad heeft steeds een posit ieve polariteit t.o.v. het werkstuk) kenmerken van dit lasproces zijn (zie afb. 13). Kritische zaken bij dit proces zijn een constante aanvoersnelheid van de betrekkelijk dunne lasdraad, waartoe veel aandacht aan het draadaanvoermechanisme, liner enz. besteed moet worden en een goede stroomoverdracht in de contactbuis, steeds op dezelfde plaats.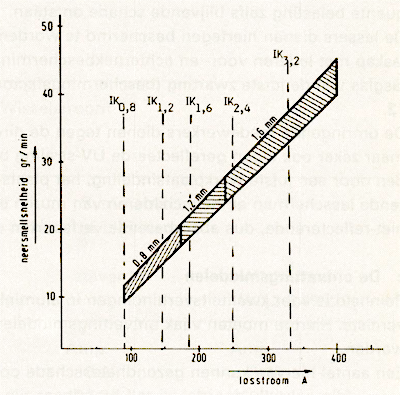
Afb. 13: Relatie tussen stroomsterkte en neersmeltsnelheid voor enige gangbare draad-diameters bij het MIGlassen van aluminium. Tevens is hierin aangegeven de kritische stroomsterkte lkØ, waarbij nog juist een stabiele boog mogelijk is.
Om beide redenen, een zo gering mogelijke toevoer van Al203 en verontreinigingen via het draadoppervlak en de prijs, last men liefst met een zo groot mogelijke draaddiameter. De ontwikkeling van de generatie lasgelijkrichters welke een pulserende lasstroom leveren, gekenmerkt door regelmatig afwisselende korte periode met hoge en met lage lasstroom, hebben dit in het bijzonder mogelijk gemaakt. Immers door de hoge piekstromen is het mogelijk om bij een gemiddeld lage stroomdichtheid toch een stabiele boog en materiaalovergang in stand te houden. Ten behoeve van de zo belangrijke constante draadaanvoersnelheid zijn diverse draadaanvoersystemen ontwikkeld, welke men onderscheidt in drukkende, trekkende of gecombineerde systemen (zie afb. 14).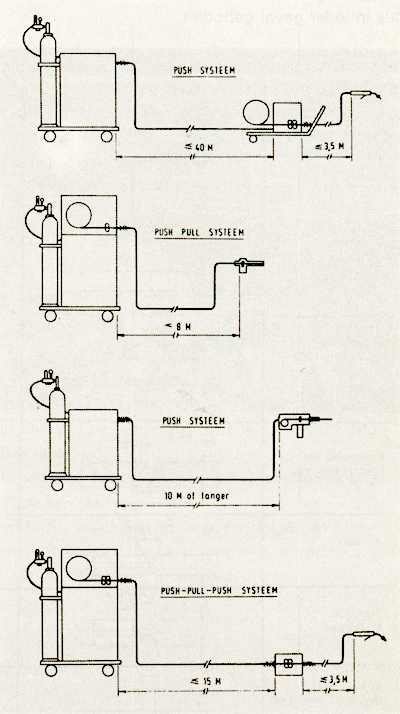
Afb. 14: Verschillende draadtoevoersystemen voor het MIG-lassen
De trekkende of gecombineerde systemen, die in principe de beste vooruitzichten bieden op een constante draadsnelheid, hebben als bezwaar dat het laspistool relatief zwaar, volumineus en minder goed manipuleerbaar wordt door de ingamonteerde aandrijving. Voor elk van de systemen geldt de kabelpaketten zo kort mogelijk en de liners en contactbuizen in optimale conditie te houden en zeer regelmatig te reinigen van de materiaalschilfers welke van de lasdraad vrijkomen.
Lasnaadvormen voor het MIG-Lassen van aluminium
Enige voorbeelden van gangbare lasnaadvormen voor het MIG-lassen van aluminium zijn gegeven in afb. 15.
Ook hier moeten de lasnaadvoorbewerkingen steeds door een verspanende bewerking worden aangebracht.
Veiligheidsaspacten bij het MIG- en TIG-lassen van aluminium Meer dan bij andere booglasprocessen dienen bij het MIG- en TIG lassen van aluminium een aantal bijzondere veiligheidsaspacten in acht te worden genomen. Naast de veiligheidsvoorzieningen welke samenhangen met de open spanningen van 42 - 80 volt en de dikwijls grote vermogens van de stroombronnen, worden door het boogmechanisme een aantal fenomenen opgeroepen waar zeker rekening mee moet worden gehouden.
Afb. 15: Enige lasnaadvormen voor het MIG-lassen van aluminium.
a Lasdamp
Door de hoge boogtemperatuur en de intense ultraviolette straling welke vrijkomt komen in de lasdampen, in samenhang met de gevoerde stroomdichtheid, hoge concentraties voor van metaaldamp (Al, Mg en Zn), ozon (03 ) en nitreuze dampen (NOx). Deze concentraties overschrijden in de omgeving van de lasboog dikwijls de geldende MAC-waarden, zodat gezondheidsaspecten in het geding zijn. Bovendien worden door ozon weefsels van kleding aangetast (oxidatie-verteren). Het is dus zaak de lassers en hun omringende medewerkers hiertegen adequaat te beschermen. Rookgasafzuiging zo dicht mogelijk bij de lasboog met uitlaat buiten de werkplaats is hiervoor het meest effectief, doch ook ruimtelijke afzuiging en verse luchttoevoer in de laskap zijn vaak onontbeerlijk. Door regelmatige meting van concentraties dient men de noodzaak en het effect van deze maatregelen vast te stellen. Door het dragen van goede overkleding (liefst leer) kan schade aan kleding worden vermeden.
b Ultraviolette straling
Naast de ontleding van atmosferische gassen in ozon en nitreuze dampen hebben de intense ultraviolette stralen en in mindere mate ook de vrijkomende infrarode straling een huidverbrandend effect. Deze effecten zijn het sterkst op de ogen (lasogen) en de blanke huiddelen (aangezicht en nek). Naast de hiermee samenhangende hinderlijke verschijnselen van korte duur kan bij langdurige of frequente belasting zelfs blijvende schade ontstaan. De lassers dienen hiertegen beschermd te worden door een juiste laskap met lederen voor- en achternekbeschermingsflappen en lasglas van de juiste zwarting (beschermingsfactor). d.w.z. nr. 11 of 12. De omringende medewerkers dienen tegen de directe straling, maar zeker ook tegen gereflecteerde UV-straling beschermd te worden door een juiste werkplaatsindeling, het plaatsen van absorberende lasschermen en het schilderen van muren en wanden met niet-reflecterende, dus absorberende verf soorten en -kleuren.
c De ontvettingsmiddelen
Reinheid is voor kwaliteitsverbindingen in aluminium een eerste vereiste. Hiertoe moeten vaak ontvettingsmiddelen gebruikt worden. Een aantal hiervan kunnen gezondheidsschade opleveren bij onzorgvuldig gebruik, doordat zij zelf brandbaar zijn of brand- en/of explosie-gevaarlijke gassen ontwikkelen of doordat zij door de ultraviolette straling van de lasboog ontleden, waarbij giftige gassen ontstaan. Vooral de chloor-houdende koolwaterstoffen dienen in dit laatste opzicht gewantrouwd te worden, in verband met de mogelijke vorming van componenten welke het centrale zenuwstelsel aantasten (Fosgeen-gas). Goed informeren, ventileren en meten zijn hierbij dus in iedergeval geboden. Practisch gezien levert het ontvetten met aceton en/of watervrije alcohol, mits met mate gebruikt en goed geventileerd, m.i. de veiligste werkomstandigheden op.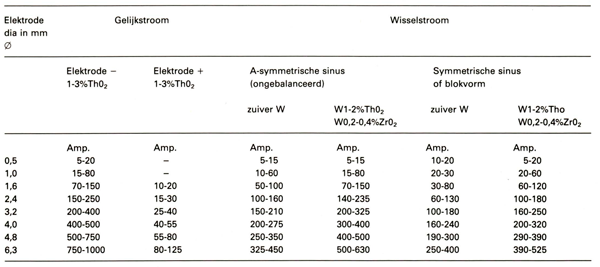
Tabel 8: Relaties tussen elektrode-diameter en stroomsterkte bij het TIGlassen van Aluminium.
Conclusie/slot
In het voorgaande werden een aantal richtlijnen, adviezen en aandachtspunten gegeven, welke in algemene zin van belang zijn bij ontwerp en uitvoering van gelaste constructies in aluminium en zijn legeringen. Voor een echt industrieel geslaagd ontwerp en een succesvolle uitvoering, zeker indien hieraan de strengste kwaliteitseisen worden gesteld, is nadere detaillering zeker een noodzaak. In dit opzicht dient met name speciale aandacht te worden besteed aan de vakbekwaamheid van de uitvoerenden, te meer als het hierbij gaat om handmatige of semi-automatische lasprocessen. Een goede lasser in staal, roestvast staal of bepaalde non-ferro Iegeringen, behoeft lang niet altijd een succesvol aluminium lasser te zijn! Hij is dat zeker niet, indien hem daarvoor geen gespecialiseerde vooropleiding is gegeven, waarin naast alle aspecten betreffende de handvaardigheid, hem ook op de vele specifieke aspecten van het lassen van aluminium is gewezen. Hierdoor zullen door hem de speciaal voor deze materiaalgroep vereiste voorzorgen en de aandachtspunten tijdens de uitvoering, niet als een belemmerende ballast, maar als een voor hem begrijpelijke noodzaak worden ervaren.
Literatuur- referenties
6. NIL
- Richtlijnen voor het lassen van constructies in aluminium.
7. DIN
Taschenbuch nr. 27
- Nicht-Eisenmetalle 2- DIN 1725, DIN 1745, DIN 1746, DIN 1747,
DIN 1748
8. American Society ·for metals- Kent R Van Horn
- Aluminium -Vol. 111
Fabrication and Finishing