


Extrusie van aluminium en aluminiumlegeringen
Aluminium en aluminiumlegeringen worden het vaakst geëxtrudeerd. De meeste commercieel verkrijgbare aluminiumlegeringen kunnen worden geëxtrudeerd. Belangrijke toepassingen omvatten onderdelen voor de lucht- en ruimtevaart, pijpen en buizen, draad, staf en holle vormen, kabelbekleding, onderdelen voor architectonische en bouwkundige toepassingen en onderdelen voor autocarrosserieën.
Door: A.J. Schornagel
‘Koud extruderen’ wordt zo genoemd, omdat de voorvorm bij kamertemperatuur de extrusiematrijs binnengaat. Elke opvolgende toename in temperatuur, die kan oplopen tot verscheidene honderden graden, wordt veroorzaakt door de omzetting van vervormingsarbeid in warmte. Koud extruderen omvat teruggaand (indirect), voorwaarts (direct) of een gecombineerde teruggaande en voorwaarts gaande (indirect-direct) verplaatsing van metaal onder inwerking van voortdurende, maar geen uniforme druk. Teruggaande verplaatsing van een gesloten matrijs verloopt in een richting die tegengesteld is aan die van de plunjer. Werkstukken zijn vaak komvormig en bezitten wanddiktes die gelijk zijn aan de speling tussen plunjer en matrijs. Bij voorwaarts extruderen, wordt het werkstuk voortgestuwd in de richting van de plunjer. Deze twee basismethodes van extrusie worden soms gecombineerd zodat er wat van het werkstukmetaal achterwaarts loopt en wat voorwaarts. Bij koud extruderen oefent een plunjer druk uit op een voorvorm, waardoor het metaal gaat vloeien in de vereiste richting.
De relatieve beweging tussen plunjer en matrijs wordt verkregen door een van beide (bijna altijd de matrijs) te bevestigen aan het stationaire bed en de ander aan de heen-en-weergaande ram. De as van de machine kan zowel verticaal zijn als horizontaal. De druk kan snel worden aangebracht in de vorm van een klap (slagextrusie), of meer geleidelijk als een persende werking, zoals bij een hydraulische pers. De door de plunjer uitgeoefende druk kan laag zijn voor zacht metaal (35 MPa), maar ook hoog (3000 MPa) voor extrusie van metaal met hoge sterkte. Aluminiumlegeringen zijn zeer geschikt voor koud extruderen. De ductielere legeringen met lagere sterkte, zoals 100 en 3003, zijn het makkelijkst te extruderen. Als er hogere mechanische eigenschappen worden gevraagd van het eindproduct, dan worden ook wel warmtebehandelbare typen gebruikt. Het koud-extrusieproces dient op grond van de volgende redenen te worden overwogen voor aluminium werkstukken:
- Er kunnen hoge productiesnelheden worden gerealiseerd tot zo’n 4000 stuks per uur.
- Ook al bezitten sommige werkstukken grote of complexe vorm, dan is een lagere productiesnelheid toch nog rendabel.
- Het via slagextrusie vervaardigde werkstuk heeft van zichzelf aantrekkelijke eigenschappen: het is volledig gekneed, waardoor het maximum sterkte- en taaiheidswaarden bezit.
- Het werkstuk heeft nagenoeg de eindafmetingen.
- Er is geen scheidingslijn en als dat mogelijk nog nodig is, is er in geval van buisvormige profielen een nabehandeling.
- De oppervlakteafwerking is goed.
- Slagextrusiewerkstukken hebben ‘draft’hoeken groot nul en de toleranties zijn nauw.
- Eenmaal geëxtrudeerd, kunnen de werkstukken net zo worden behandeld als enig ander werkstuk van gekneed aluminium.
"Afbeelding 1 Schematische weergave van niet-gesmeerd (a), gesmeerd (b) en hydrostatisch (c) warm extruderen." 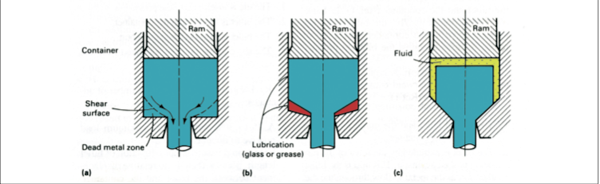
Vanuit een ontwerpstandpunt, moeten slagextrusiewerkstukken voor de volgende toepassingen in overweging worden genomen:
- Voor holle werkstukken waarvan het ene uiteinde geheel is gesloten.
- Wanneer assemblages van verscheidene delen kunnen worden vervangen door een stuk.
- Wanneer er een drukdicht vat wordt gevraagd.
- Wanneer bodems dikker moeten zijn dan de wanden, of als de bodems ‘bosses’ bevatten, buisvormige uitstulpingen, uitsteeksels of instulpingen.
- Wanneer er een bodemflens wordt gevraagd.
- Wanneer bodem, wanden en deksel variëren in wanddikte.
Aluminium vertoont de kenmerken van goede sterkte-gewichtsverhouding, verspaanbaarheid, corrosieweerstand, aantrekkelijk uiterlijk en hoge geleidbaarheid van warmte en elektrische stroom. Het is tevens niet-magnetisch, niet-vonkend en niet-giftig. Hoewel vrijwel alle aluminiumlegeringen kunnen worden geëxtrudeerd, worden de in tabel 1 genoemde legeringen het meest van al gebruikt voor dit doel. De legeringen in tabel 1 zijn weergegeven volgens afnemende extrudeerbaarheid, die is gebaseerd op de vereiste persdruk. De gemakkelijkst te extruderen legering is 1100 en deze heeft de willekeurige waarde 1,0 gekregen in deze vergelijking.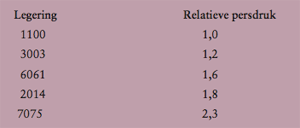
Invloed van de toestand
Hoe zachter een legering des te gemakkelijker is hij te extruderen. Tal van extrusies worden rechtstreeks geproduceerd met vormen die zijn aangeschaft in de O-toestand (zachtgegloeid, gerekristalliseerd). Bij andere toepassingen, met name als de vormen worden verspaand uit staf, worden de vormen zachtgegloeid na verspanen en voor oppervlaktebehandeling. Het ruwe materiaal wordt vaak in de F-toestand (gefabriceerd) aangeschaft ter verbetering van de verspaanbaarheid en de gesneden of doorboorde vormen worden alvorens te worden geëxtrudeerd zachtgegloeid. Als er legeringen worden geëxtrudeerd die daarna een warmtebehandeling zullen ondergaan, zoals met 6P061, dan is het gewoonte om de vorm in de O-toestand te extruderen, vervolgens een oplosgloeiïng te geven tot de T4-toestand en als eindbewerking te richten of na te extruderen. Deze procedure heeft twee voordelen. In de eerste plaats is het metaal na de oplosgloeiïng redelijk zacht en staat richten of een bijkomende bewerking toe, en in de tweede plaats kan de vervorming die het gevolg is van de oplosgloeiïng worden gecorrigeerd bij het richten. Na het richten kan het werkstuk desgewenst worden verouderd tot toestand T6.
Warm extruderen
‘Warm extruderen’ is het proces waarbij een verwarmde vorm door een matrijsopening wordt geperst. De temperatuur waarbij extrusie plaatsvindt hangt af van het te extruderen materiaal. Vormtemperaturen voor aluminiumlegeringen variëren van 300° tot 600°C. Warmextrusie wordt gebruikt om lange, rechte metaalproducten te vervaardigen, zoals staf, massieve en holle profielen, buizen, draad en strips, en dat alles van materiaal dat niet kan worden vervormd via koud extruderen. De drie basistypen van warm extruderen zijn niet-gesmeerd, gesmeerd en hydrostatisch (afbeelding 1). Aluminiumlegeringen worden in het algemeen geëxtrudeerd zonder smering. 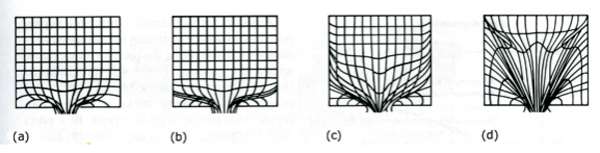
Bij niet-gesmeerd warm extruderen vloeit het metaal ten gevolge van inwendige afschuiving, en aan de voorkant van de extrusie ontstaat een zone van dood-metaal (afbeelding 1a). Voor gesmeerd extruderen wordt een geschikt smeermiddel gebruikt (doorgaans glas of vet) tussen de geëxtrudeerde vorm en de matrijs (afbeelding 1b). Bij hydrostatische extrusie is er een vloeistoflaag aanwezig tussen vorm en matrijs, die hydrostatische druk uitoefent op de vorm (afbeelding 1c). Hydrostatische extrusie wordt voornamelijk dan gebruikt, als conventionele smering niet toereikend is, zoals bij het extruderen van speciale legeringen, composieten, of bekleed materiaal, zoals met koper bekleed aluminiumdraad. Voor alle praktische doeleinden kan hydrostatisch extruderen worden opgevat als een uitbreiding van het warm gesmeerd extruderen.
Metaalvloei bij warm extruderen
Metaalvloei varieert aanzienlijk tijdens extrusie, al naar gelang het materiaal, de wrijving aan het grensvlak materiaal/gereedschap, en de vorm van het profiel. Afbeelding 2 toont de vier vloeipatroontypen die zijn waargenomen.
Vloeipatroon S
Vloeipatroon S (afbeelding 2a) wordt gekenmerkt door de maximale gelijkmatigheid van de vloei in de houder. Plastisch vloeien vindt hoofdzakelijk plaats in een vervormingszone vlak voor de matrijs. Het grootste deel van de nog ongeëxtrudeerde voorvorm, die als vast lichaam door de matrijs wordt geperst, blijft ongedeformeerd, als gevolg daarvan beweegt het front van de voorvorm gelijkmatig in de deformatiezone.
Vloeipatroon A
Vloeipatroon A (afbeelding 2b) doet zich voor bij homogeen materiaal als er nagenoeg geen wrijving tussen houder en de voorvorm optreedt, maar wel aanzienlijke wrijving aan het oppervlak van de matrijs en zijn houder. Dit vertraagt de radiale vloei van de omtrekzones en vergroot de mate van afschuiving in dit gebied. Het resultaat is een iets grotere dood-metaalzone dan bij vloeipatroon S, tezamen met een overeenkomstig bredere deformatiezone. De deformatie in het centrum blijft echter relatief uniform. Vloeipatronen van dit type worden zelden waargenomen bij niet-gesmeerd extruderen van aluminium, ze treden daarentegen wel op bij gesmeerd extruderen van zachte metalen en legeringen, zoals lood, tin, a-messing en tinbrons en tijdens extrusie van kopervormen die zijn bedekt met oxide, dat als smeermiddel fungeert.
Vloeipatroon B
Vloeipatroon B (afbeelding 2c) treedt op bij homogeen materiaal in aanwezigheid van wrijving aan zowel de houderwand als aan de oppervlakken van de matrijs en de houder. De omtrekzones ondervinden vertraging op het grensvlak voorvorm/houder. Terwijl de lagere weerstand er voor zorgt dat het materiaal in het centrum in de richting van de matrijs wordt versneld. De afschuifzone tussen de vertraagde gebieden aan het oppervlak en het versnelde materiaal in het centrum breidt zich in de voorvorm uit in een mate die afhangt van de diverse parameters en de legering. De dood-metaalzone is dan ook groot. Aan het begin van het extruderen concentreert de afschuifdeformatie zich in de omtrekzone, maar naarmate de extrusie voortgaat breidt die zich uit naar het centrum. Dit vergroot het gevaar van materiaal dat vanaf het voorvorm oppervlak, onder medeneming van onzuiverheden en smeermiddel, langs de afschuifzone vloeit en belandt onder het oppervlak van het geëxtrudeerde werkstuk. Daar komt bij dat de dood-metaalzone niet geheel stijf is en de vloei van het metaal, zij het in beperkte mate, kan beïnvloeden. Vloeipatroon B wordt aangetroffen bij de meeste aluminiumlegeringen en enkelfasige koperlegeringen.
Vloeipatroon C
Vloeipatroon C (afbeelding 2d) treedt op bij het warm extruderen van materiaal met inhomogene eigenschappen, als de wrijving hoog is (zoals bij vloeipatroon B) en als de vloeisterkte van het materiaal in de koelere omtrekzones van de voorvorm aanzienlijk hoger is dan die in het centrum. Het voorvorm oppervlak vormt een betrekkelijk stijve schaal. Daardoor is de conische dood-metaalzone veel groter en breidt zich uit vanaf het front van de voorvorm tot aan de achterzijde. Bij het begin van het extruderen is alleen het metaal binnen de koker plastisch en het is ernstig vervormd, met name in de afschuifzone, als het naar de matrijs vloeit. De stijve schaal en de dood-metaalzone verkeren in axiale compressie als de lengte van de voorvorm afneemt, als gevolg daarvan volgt het vanaf de buitenregionen verplaatste metaal de weg van de minste weerstand naar de achterkant van de voorvorm, waar het omkeert naar het centrum en de koker binnenvloeit. Dit type vloei wordt aangetroffen bij (a + b) messing. Vloei van het type C doet zich ook voor als er een harde schaal rondom de voorvorm aanwezig is en tegelijkertijd de wrijving aan de houderwand hoog is. Het kan ook optreden zonder enige faseverandering die leidt tot hogere vloeisterkte indien er een groot temperatuursverschil heerst tussen voorvorm en houder. Dit kan plaatsvinden bij de extrusie van tin alsmede aluminium en aluminiumlegeringen.
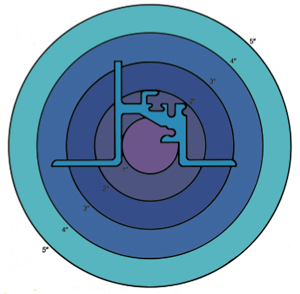
Karakterisering van extrusievormen
Geëxtrudeerde vormen bij aluminiumlegeringen worden in het algemeen gekarakteriseerd aan de hand van geometrische complexiteit. Deze karakterisering is tevens bruikbaar voor het klassificeren van vormen die zijn geëxtrudeerd van andere legeringen. De grootte van een geëxtrudeerde vorm Deze grootte wordt gemeten aan de hand van de diameter van een cirkel die om de dwarsdoorsnede van die vorm kan worden getrokken (afbeelding 3). Deze dimensie wordt gewoonlijk aangeduid als de omschrijvende cirkeldiameter (OCD). Bij extrusie heeft het metaal de neiging om trager te vloeien op plaatsen van de matrijs die ver verwijderd liggen van de as van de vorm. Daarom geldt dat hoe groter de OCD, des te meer controle is er vereist om de dimensies van de geëxtrudeerde vorm te handhaven. Er is bijzondere aandacht nodig bij het extruderen van grote en dunne voorwerpen, speciaal die met dunne gedeeltes in de nabijheid van de omtrek van de matrijs. Daarom is grootte een van de factoren die de complexiteit van de vorm beschrijven. Complexiteit van de geëxtrudeerde vorm Er staan twee geaccepteerde methodes ter beschikking voor het definiëren van de complexiteit van een geëxtrudeerde vorm. Een methode maakt gebruik van de vormfactor, die als volgt is gedefinieerd:
Vormfactor = Omtrek/Gewicht
Deze factor is een maat voor de hoeveelheid gevormd oppervlak per gewichtseenheid van het geëxtrudeerde metaal. De vormfactor beïnvloedt zowel de productiesnelheid als de fabricagekosten en onderhoud van de matrijzen. Hij wordt gebruikt door veel extrudeerders als basis voor het bepalen van de prijs en verschaft de ontwerper een mogelijkheid om de relatieve complexiteit van alternatieve ontwerpen met elkaar te vergelijken. De andere maat voor vormcomplexiteit is de indeling van geëxtrudeerde vormen in verschillende groepen op basis van de moeilijkheid van extrusie.