


Vloeiboren
Bij verbinden van metalen wordt in de techniek veelal gedacht aan lassen, Waarbij een verbinding tot stand gebracht wordt door het smelten van de te verbinden materialen, vaak onder gebruikmaking van een gesmolten lastoevoegmateriaaL Door het lassen worden de eigenschappen van de te verbinden materialen over een klein gebied, de warmte-beïnvloede zone, gewijzigd. Immers de eigenschappen van materialen, bijvoorbeeld van de diverse aluminiumsoorten, zijn verkregen door het volgen van speciale procedures. Vaak bestaan deze uit een combinatie van warmtebehandelingen (veredelen en/of teruggloeien) en deformatie (koud walsen, extrusie). Bij lassen moet dan ook rekening worden gehouden met de veelal negatieve invloeden van de warmte-inbreng op de eigenschappen van de materialen direct naast de las. Deze negatieve invloeden, tezamen met de kosten van het lassen, kan bedrijven doen besluiten om te kiezen voor toepassing van andere verbindingen, zoals de mechanische verbindingen. Voorbeelden van mechanisch verbinden zijn klinken, schroeven en bouten. Soms is het dan nodig dat één van de te verbinden delen van schroefdraad wordt voorzien. Dit kan door het aanlassen van een moer, het tappen van schroefdraad in een voor dat doel geboord gat, of door het zogenaamde vloeiboren gevolgd door het vloeitappen van schroefdraad.
Door: ir. Lammert Brantsma, EWE;
Het vloeiboren
Vloeiboren is een methode om relatief dunwandige metalen werkstukken te voorzien van busvormige gaten met een lengte van 3 tot 4 maal de materiaaldikte, waarin bijvoorbeeld schroefdraad kan worden aangebracht. Zo kan op relatief eenvoudige wijze en tegen een lage kostprijs een boutverbinding tot stand worden gebracht. Het vloeiboren bestaat uit het 'boren' van een gat in een onderdeel met een 'boor', bijvoorbeeld een Flowdrill (dit is een geregistreerd handelsmerk van de firma Flowdrill b.v. te Utrecht) met een cilindrisch polygonaal deel en een conisch polygonaal deel (zie afbeelding 1). Door de wrijving die tussen de (met een toerental van 1000 tot 3000 rpm) draaiende vloeiboor en het werkstuk ontstaat, wordt het werkstuk sterk verhit en treedt verweking van het werkstuk op. Door de vloeiboor aan te drukken, wordt het verweekte materiaal weggedrukt. Zo ontstaat er in één bewerkingscyclus een boring en uit het verdrongen materiaal de schroefdraadbus (of lagerbus) (zie afbeelding 2 en 3). Het opgestuikte materiaal kan middels een snijkant op de vloeiboor worden verwijderd. Vervolgens kan de vloeiboor worden vervangen door een tap voor draadsnijden of draadvloeien (-rollen) zodat er schroefdraad in het gat gemaakt kan worden (zie afbeelding 3). Het vloeiboren is gebaseerd op het verweken van het te bewerken materiaal door de wrijvingswarmte. Verweking treedt alleen op als het materiaal voldoende heet wordt. Gedacht moet worden aan temperaturen in de orde grootte van circa 70% van de absolute smelttemperatuur. Als dergelijke temperaturen optreden, zal ook bij het vloeiboren een warmte-beïnvloede zone worden gevormd, namelijk de zone rond het gevloeiboorde gat.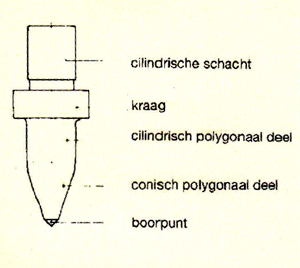
Afbeelding 1 Langsdoorsnede- van de Flowdrill.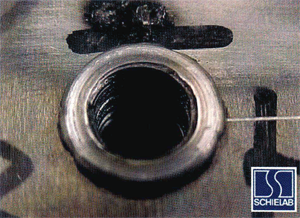
Afbeelding 2 De bovenkant van een 4 mm dik plaatje EN 5083 H111 met de kraag rond het Flowdrill-gat.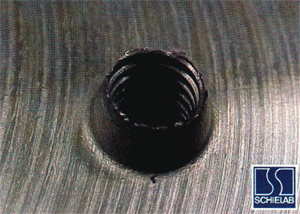
Afbeelding 3 De onderkant van een 4 mm dik plaatje EN 5083 H111 met een 3,4 mm hoge, licht gekartelde, Flowdrill-opstulping.
De effecten van vloeiboren op de materialen
De invloed van vloeiboren op het materiaal, in dit geval aluminium, is afhankelijk van het soort aluminium. Aluminium is immers te onderscheiden naar de samenstelling en de wijze waarop de mechanische eigenschappen zijn verkregen. Dit kan zijn door:
- koudvervorming
- warmtebehandeling
- legeren, of
- precipitatieharden (veredelen).
Ook is het mogelijk een combinatie van de verschillende behandelingen toe te passen. Theoretisch heeft het vloeiboren de in tabel 1 genoemde effecten.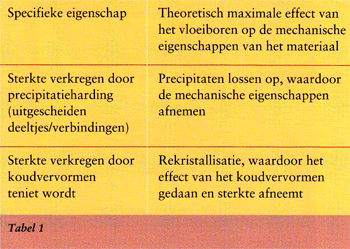
Temperatuurmetingen zijn gedaan middels thermokoppels op een afstand van 6 mm vanaf het hart van te Flowdrillen gaten met een diameter van 8 mm. Daarbij bleek de temperatuur tijdens het vloeiboren afhankelijk van het toegepaste soort aluminium op te lopen tot maximaal 345 °C. De effecten van de warmte inbreng op de verschillende groepen zijn niet alleen afhankelijk van de hoogte van de optredende temperatuur, maar ook van de tijdsduur gedurende welke het materiaal op die temperatuur verblijft. De vloeiboorcyclus is slechts 1 tot 2 seconden, afhankelijk van de toerentallen en de materiaaldikten. Mede dankzij de goede warmtegeleiding, en dus de warmteafvoer door het aluminium is het materiaal slechts zeer korte tijd op die maximumtemperatuur. De effecten op de mechanische eigenschappen zijn in beeld gebracht door hardheidsmetingen, die zijn uitgevoerd aan doorsneden dwars over de gevloeiboorde engevloeitapte gaten, langs een lijn vanaf het gat via de warmte-beïnvloede zone naar het niet-beïnvloede basismateriaal. De hardheid HV10 (d.w.z. hardheid volgens de methode Vickers met een belasting van 98N) van de warmte-beïnvloede zone was, afhankelijk van het type materiaal, 21% hoger tot 36% lager dan van het onbeïnvloede basismateriaal. De uittreksterkte van stalen 12.9 bouten (M8), ingedraaid in de gevloeitapte schroefdraden, varieerde van 8 kN tot 32 kN, en was hoger naarmate het materiaal harder en derhalve ook sterker was (zie afbeelding 4 ). De verhouding hardheid HVlO I de maximale uittreksterkte (kN) was ongeveer 4,1 (Flowdrill-gat met kraag) en 4,4 (Flowdrillgat zonder kraag). De maximale uittrekkracht werd steeds bereikt doordat de schroefdraad uit het gat werd getrokken.
Afbeelding 4 De proefopstelling voor de uitvoering van de uittrekproeven.
Op de doorsneden die dwars over de Flowdrili-gaten zijn gemaakt, vertoont het materiaal duidelijke deformatielijnen, die kenmerkend zijn voor het proces van het vloeien en stulpen
Toepassingen
Flowdrillen is goed toepasbaar als er busvormige gaten moeten worden aangebracht in aluminium plaat, profiel of buis. Toepassingen zijn bijvoorbeeld dunwandige samengestelde las- en/of soldeerverbindingen (zie afbeelding 5) en werkstukken waarin trekvaste schroefdraad moet worden getapt of een lagerbus moet worden aangebracht (zie afbeelding 6). Behalve de kostprijs van het vloeiboren en -tappen zijn andere voordelen de goede automatiseerbaarbeid van de processen en de afwezigheid van spaanvorming .van vloeien en opstulpen.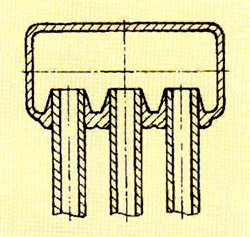
Afbeelding 5 Soldeerverbindingen met een groete overlap en een nauwkeurige geleiding in een warmtewisselaar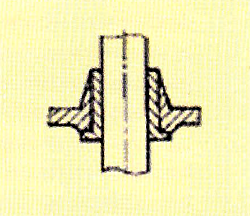
Afbeelding 6 Een lagerbus