


Interferentiekleuren Aluminium
Aan het eind van de jaren 70 ontwikkelden Alcan en Asada een uit gebreidere reeks kleuren met grotere helderheid dan tot dan toe beschikbaar waren met het elektrolytisch anorganisch kleurproces en die bleken te berusten op een optisch interferentieeffect. Het effect bleek zich voor te doen als er was geanodiseerd in zwavelzuur, waarna een behandeling volgde om de poriën te vergroten. Dit laatste kon op verscheidene manieren plaatsvinden, maar verliep het vlotst door gedurende een korte periode te anodiseren in een elektrolyt op basis van fosforzuur.
Conventioneel elektrolytisch kleuren in bijvoorbeeld een elektrolyt op basis van nikkelzouten gedurende toenemende tijd leverde een opeenvolging op van kleuren lopend van blauwgrijs via grijsgroen en geelbruin tot, in sommige gevallen, zelfs purpertinten. De effecten die zich voordoen zijn schematisch weergegeven op afbeelding 1. Afbeelding 1a toont de structuur van een conventionele zwavelzuurfilm met lange, evenwijdige poriewanden, waarvan de diameter en scheiding worden bepaald door de anodiseerspanning. Afbeelding 1b toont dezelfde film na anodiseren in fosforzuur gedurende ongeveer 5 minuten op 25V. De poriën zijn iets groter geworden als gevolg van chemische oplosreacties, maar aan de onderzijde zijn ze nog verder vergroot, deels als gevolg van het in oplossing gaan door de versterkende werking van het elektrisch veld en deels door filmgroei onder de nieuwe condities. Elektrolytisch kleuren in een conventionele metaalzoutoplossing levert dunne metaalneerslagen die zichtbare interferentieverschijnselen kunnen veroorzaken (zie afbeelding 1c). Willen dergelijke interferentieeffecten kunnen optreden dan moet de invallende lichtbundel worden verstrooid aan twee evenwijdige oppervlakken die van elkaar zijn gescheiden door een afstand die in de orde van grootte ligt van zichtbaar licht (een paar honderd nanometer). De wijze waarop delen van het licht dat tussen deze
oppervlakken wordt gereflecteerd weer met elkaar combineren en het optische wegverschil bepalen of er sprake is van wederzijdse uitdoving of van versterking en dus kleuring. In het geval van elektrochemische deklagen vormt het bovenste oppervlak van de metaallaag het ene weerkaatsende oppervlak en het grensvlak tussen aluminium en aluminiumoxide het andere. Naarmate er meer metaal wordt neergeslagen neemt de afstand tussen deze oppervlakken toe en verloopt de kleur van blauwachtig naar groenachtig en geel en ten slotte naar roodtinten. Ter vergelijking met de interferentielagen diene de metaalneerslag bij een conventionele bronskleurige elektrolytische laag op afbeelding 1d. De veel grotere hoogte van de laag (te groot voor het zichtbaar zijn van interferentie-effecten), de nauwte van de neerslagen en hun onregelmatigheid, zijn even zovele redenen voor het optreden van een geheel ander kleuringsmechanisme. Op afbeelding 2 is een dwarsdoorsnede te zien van een kenmerkende interferentie laag. De porievergroting aan de basis van de anodiseerlaag, de grotere diameters van de neerslag, de kleinere hoogte en hun regelmatigheid zijn hier goed te zien. Het neergeslagen metaal was in dit geval kobalt.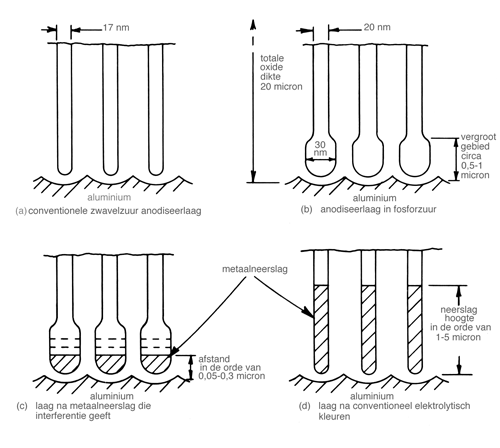
Afbeelding 1 Poriestructuur en metaalverdeling in conventionele en interferentielagen [9].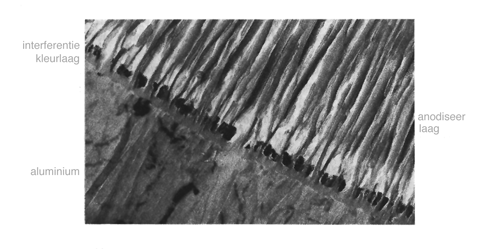
Afbeelding 2 Dwarsdoorsnede door een kenmerkende interferentielaag, die is gevormd in een nikkelelektrolyt (V=100.000x) [9].
De voor de kleur zorgende elektrolytoplossing, het neergeslagen metaal en de procesomstandigheden waaronder interferentielagen ontstonden bleken geen van alle een kritische invloed uit te oefenen. Het kleurbereik werd bepaald door de poriestructuur die ontstond tijdens het tussenliggende anodiseerstadium. Zowel de vergroting van de poriediameter en de verticale afstand waarover die zich uitstrekte waren van belang. Als de toename van de poriediameter te gering was, waren slechts zwakke interferentieeffecten te zien en als de toename te groot was, hadden de poriën de neiging om samen te smelten en bleef er van de hele anodische laagstructuur niets meer over. De productie van een bevredigende laag is dus een compromis tussen een aanvaardbare mate van porievergroting en het verkrijgen van de gewenste kleuren. Elektrolyten op basis van fosforzuur worden toegepast voor het vergrotingsstadium en zijn bruikbaar bij een breed conditiebereik, maar doorgaans wordt er 100-150 g/l fosforzuur gebruikt bij 15°- 35°C gedurende 2-10 minuten op 10-40V (zie tabel 1). Er kunnen aantrekkelijke resultaten worden geboekt met zowel gelijkspanning (werkstuk als anode) of wisselspanning, of geschikte combinaties van beide. Elk van de gangbare metalen die voor neerslaan worden gebruikt kunnen worden toegepast voor het kleuren, en neerslag van nikkel, kobalt of tin geeft interferentieeffecten met een lichte bronsnuance bij toenemende kleuringstijden. Het gebruik van elektrolyten op basis van koper levert een rose kleurnuance en zilver een gele. Neerslag condities tijdens het kleuringsstadium zijn niet van grote invloed en hadden meer effect op de snelheid waarmee het kleuren plaatsvond dan op de kleuren zelf. Van de met deze techniek geproduceerde kleuren is de blauwgrijze afwerking bijzonder aantrekkelijk voor architectonische toepassingen. Deze afwerking is in 1984 op de markt gebracht door LHT Anodisers Ltd onder de naam Anolok II™. Sedert de eerste onderzoekingen op het gebied van interferentie kleuring is het proces door talrijke anderen bestudeerd, met name in Japan. Velen realiseerden zich niet dat ze te maken hadden met een interferentieverschijnsel en de blauwe en groene kleuren werden toegeschreven aan een vertakte poriënstructuur. Nippon Light Metal Company gebruikte een energiebron met pulserende stroom om interferentielagen te produceren via een tussenliggende anodiseerbehandeling met enerzijds een elektrolyt op basis van fosforzuur, anderzijds op basis van chroomzuur. Ze maakten voor het stadium waarin de poriën werden vergroot ook gebruik van een basisch bad. Op deze methoden is patent verkregen [1,2,3]. Grace heeft gele en oranje kleuren geproduceerd in een elektrolyt op basis van selenium na een anodiseerbehandeling met wisselstroom in een fosforzuurbad. Ook deze methode is gepatenteerd [4]. Endasa heeft veel werk verricht op het gebied van interferentiekleuring onder gebruikmaking van sterk zure kleuringselektrolyten waarin zowel
porieaanpassing als metaalneerslag kunnen optreden. Zo heeft hij een monster geanodiseerd tot een dikte van 15 micron in een bad dat was samengesteld uit 150 g/l zwavelzuur, 5 g/l tin(II)sulfaat en 10 g/l wijnsteenzuur. Er werd gebruikgemaakt van een roestvaststalen tegenelektrode en de aangelegde wisselspanning werd over een periode van 2 minuten verhoogd van 0 tot 15V en daarna op die waarde constant gehouden. Bij dit systeem bleek de verhouding tussen de zuurconcentratie en de metaalzoutconcentratie kritisch te zijn en de voorkeursverhoudingen zijn 40:1 en 20:1. Een te hoge verhouding leidde alleen tot anodisering en geen kleuring en een te lage verhouding produceerde alleen bronskleuren. Een overeenkomstig effect werd verkregen bij gebruik van pulserende spanningen voor het kleuren, waarbij eerst positievere spanningen werden aangelegd ten behoeve van poriemodificatie en daarna negatievere spanningen voor het eigenlijke kleuren. Op de methode van Endasa is patent verleend [5,6]. De reacties die bij een dergelijk proces verlopen zijn beschreven door Gazapo en medewerkers [7].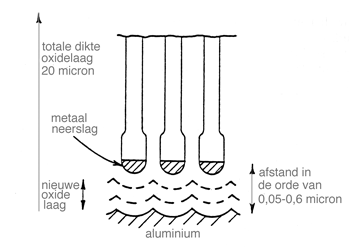
Afbeelding 3 Interferentie-effecten die het gevolg zijn van anodiseren onder metaalneerslagen [9].
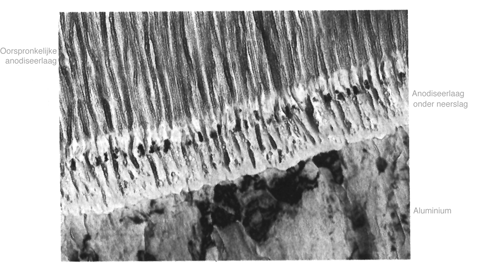
Afbeelding 4 Dwarsdoorsnede van een interferentielaag met daarin groei van anodiseerlaag onder metaalneerslag (Ni-Cu kleuringselektrolyt); V=66.000; [9].
Deze sterk zure systemen komen overeen met de verdere ontwikkelingen op het gebied van interferentiekleuring zoals die zijn uitgevoerd door Alcan [8,9]. Daarbij bleek het mogelijk om een breder scala van kleuren met hogere helderheid te produceren door gebruik te maken van een kleuringselektrolyt waarin zowel het anodiseren als het kleuren zijn beslag kon krijgen. Onder geschikte omstandigheden bleek de oxidatie plaats te vinden onder het reeds neergeslagen metaal en de toename van de afstand tussen de beide verstrooiende oppervlakken (de bovenkant van het metaalneerslag en het grensvlak tussen aluminium en aluminiumoxide) kon worden verkregen zonder het optredend van storende bronsverkleuring. Dit effect is schematisch weergegeven op afbeelding 3. Onder deze omstandigheden kunnen zeer heldere interferentiekleuren worden geproduceerd en het hele spectrum kan meermalen worden doorlopen om tweede en derde orde effecten te verkrijgen. De effecten konden worden verkregen over een breed scala van kleuringscondities en het anodiseren kon zelfs worden uitgevoerd na het kleuren in een aparte anodiseerelektrolyt. Als zowel de metaalneerslag als de kleuring plaatsvinden in de kleuringselektrolyt dan is het alleen noodzakelijk dat deze zuur is (gewoonlijk met een pH van minder dan 2,5) wil er anodisering kunnen optreden. Metaalneerslag is de eerste reactie die verloopt, gevolgd door anodisering en het evenwicht tussen deze twee reacties vereist redelijk kritische condities. Het feit dat er anodisering kan optreden onder reeds neergeslagen metaal is verrassend maar kan duidelijk worden gedemonstreerd, aangezien er overeenkomstige kleuringseffecten konden worden verkregen door alleen een aanvankelijke metaalneerslag aan te brengen in een kleuringselektrolyt en vervolgens het werkstuk over te hevelen naar een geschikte anodiseerelektrolyt, zoals verdunde oplossingen van zwavelzuur, sulfosalicylzuur of oxaalzuur. Het resultaat hiervan is te zien op afbeelding 4, waar de oorspronkelijke anodiseerlaagstructuur, de vergrote poriën met het neergeslagen metaal en de nieuwe anodiseerlaag onder de neerslagen zichtbaar zijn. Hoewel de productie van interferentielagen zeker een gecompliceerde bewerking mag worden genoemd en tal van de hier beschreven processen zijn uitgevoerd onder laboratoriumomstandigheden, vormt het brede scala aan kleuren die ermee kunnen worden verkregen een sterke impuls om het proces in te zetten voor zowel decoratieve als architectonische toepassingen.
Literatuur
1. Nippon Light Metal Co. Ltd. Brit. Pat. 2.072,705A (1981).
2. Nippon Aluminium Co. Ltd. Jap. Pat. JAJ83213895A (1982).
3. Nippon Aluminium Co. Ltd. Jap. Pat. JAJ846396A (1982).
4. W.R. Grace and Co. Brit. Pat. 2,127,849A (1984).
5. Endasa. Brit. Pat. 2,077,295A (1981).
6. Endasa. Brit. Pat. 2,053,972A (1981).
7. J.L. Gazapo, C.G. Cordovilla, E. Louis Jr., S. Marcilla, A. Mora. Aluminium 58(1982) 101-102, 153-156.
8. Alcan R&D Ltd. Brit. Pat. 2,012,814 (1979) en US Pat. 4,310,586 (1982).
9. P.G. Sheasby, J. Patrie, M. Badia, G. Cheetham. Trans. Institute Metal Finishing 58(1980) 41-48.
Anolok II is een geregistreerd handelsmerk van British Alcan Aluminium Ltd.