


Emailleren van aluminium
Glas- of porseleinemail bestaat uit een mengsel van anorganische oxyden die worden samengesmolten tot een glasachtige massa met een hoog smeltpunt. De uitgangsmaterialen kunnen bestaan uit borax, kwarts, fluorspaat of veldspaat, maar ook uit verscheidene metallische nitraten en carbonaten, alsmede de oxyden van zware metalen als lood, nikkel, kobalt, antimoon, tin of mangaan.
Glasemail wordt bereid door de ingrediënten in poedervorm met elkaar te mengen en dat mengsel tot boven zijn smeltpunt te verhitten waarna de aldus ontstane vloeistof wordt uitgegoten in koud water. Het resultaat is versplinterend glas, dat bekend staat als frit. Dat wordt vervolgens in een kogelmolen vermalen en tot een suspensie gemaakt met water, zweefmiddelen, vulstoffen en pigmenten. Het geheel is dan geschikt om op een metaaloppervlak te worden aangebracht. Nadat het metaal hiermee gelijkmatig is bedekt, wordt het email verhit en worden de vluchtige bestanddelen uitgedreven. Vervolgens wordt het metaal afgekoeld, waarbij het email een gladde, glasachtige deklaag vormt die inert is, buitengewoon goed bestand is tegen atmosferische corrosie, zuren en basen, bovendien een hoge weerstand heeft tegen schurende inwerking en zeer slagvast is.
De gangbare emailtypen met samenstellingen, zoals hierboven beschreven, smelten bij temperaturen variërend van 700° tot 1000°C en ze zijn geschikt voor ijzer, staal, koper en koperlegeringen. Aluminiumlegeringen smelten in de regel al bij 570- 660°C, afhankelijk van hun samenstelling en kunnen in de regel niet worden verhit boven 550°C. Hiervoor zijn dan ook speciale emails of applicatie methoden vereist. Al in 1917 waren er emails beschikbaar voor het gebruik op aluminium en zijn legeringen en wordt er al in 1929 gewag gemaakt van het emailleren van gegoten aluminium panelen voor architectonische doeleinden. Het duurde echter tot na de Tweede Wereldoorlog dat emailleren van aluminium echt werd ontwikkeld en dat er speciale emails in de handel kwamen. Het tekort aan ijzer en staal gedurende de late jaren veertig bevorderde het gebruik van email voor het beter verkrijgbare aluminium, voor vaatwerk, badkamer en keukenapparatuur, koelkastomhulsels, lampfittingen enzovoort. Met de expanderende wederopbouw, zowel in Amerika als in Europa, werd geëmailleerd aluminium ook gebruikt voor panelen in de bouw en voor verkeersborden. Lang niet alle vroege toepassingen van geëmailleerd aluminium hadden succes en in een land als Groot-Brittannië bleef het gebruik ervan in de bouw uiterst beperkt.
Het is waarschijnlijk dat dit gebrek aan succes deels samenhing met het gebruik van dezelfde procesapparatuur en controletechnieken die ook werden toegepast voor het emailleren van staal en gietijzer. De noodzaak van een aangepaste behandeling van aluminium werd echter onderkend en fabrikanten van vaatwerk introduceerden productielijnen die exclusief voor de behandeling van aluminium waren ontworpen. In de Verenigde Staten is het gebruik van geëmailleerde panelen voor de bouw algemeen aanvaard en er wordt melding gemaakt dat tot 1968 al meer dan een half miljoen vierkante meter is verwerkt in gebouwen op verscheidene plaatsen in het land. De snelle ontwikkeling van uiterst duurzame organische deklagen heeft een verdere ontwikkeling van het emailleren van aluminium beperkt. Behalve zijn lage smeltpunt vormt ook de hoge lineaire uitzettingscoëfficiënt van aluminium een hindernis bij het emailleren. Deze uitzettingscoëfficiënt is met 20 tot 24 x 10-6m/°C meer dan tweemaal zo groot als die van de emails die gewoonlijk voor ferrometalen worden gebruikt.
Emails met uitzettingskarakteristieken die dichter in de buurt liggen van die van aluminium zijn dan vereist, wil men het ontstaan van buitensporige trek/rekwaarden aan het grensvlak van het metaal/email (dat kan leiden tot afschilferen of barsten van de emaillaag) voorkomen. Aangezien alle emails betrekkelijk zwak onder trek, maar sterk onder druk zijn, is het gebruikelijk dat ze zodanig worden geformuleerd dat ze uitzettingswaarden geven die iets lager zijn dan die van het basismetaal (tabel 1). De betere hechtingseigenschappen van email op aluminium, tezamen met de geringere laagdikte die nodig is voor toereikende bedekking, verkleinen de mogelijkheid van het beginvan afschilferen of splijting en staan het gebruik toe van grotere uitzettingsverschillen dan die mogelijk zijn met andere metalen.
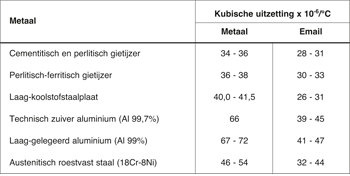
Tabel 1 Typische uitzettingswaarden van verscheidene metalen en de daarvoor geschikte emails.
Een gunstige factor bij de behandeling van aluminium is de aanwezigheid van een natuurlijke oxydelaag. Het mechanisme waarbij een email zich hecht aan het metaal is nog niet helemaal duidelijk, maar schijnt af te hangen van de binding tussen metaal en deklaag met het oxyde van het metaal. In het geval van koper is aangetoond dat er Cu(II)oxyde ontstaat, en in geval van ferro-metalen zijn er aanwijzingen dat er kobalt- en nikkeloxyden worden gevormd tijdens het verhitten van het email die bijdragen tot hechting. Bij aluminium is er sprake van binding tussen de email en de iets poreuze, waterhoudende aluminiumoxydelaag, die gedeeltelijk oplost in het sterk basische email. De hechting van glasachtige email op 6063-extrusies is bestudeerd.
Er werd gevonden dat goede hechting en weerstand tegen afsplijten diffusie vereist van aluminium of aluminiumoxyde in het email, zonder dat hierbij reactieproducten ontstaan en de resulterende brede diffusiezone bleek niet onderhevig aan chemische aantasting en was sterker dan het email. Daar staat tegenover dat deze bevredigende hechting nadelig werd beïnvloed door preferente diffusie van magnesium en er kon een hoog gehalte aan magnesium en andere reactieve producten worden geïdentificeerd in de diffusielaag in geval van een afgespleten laag. Uit ander onderzoek kwam naar voren dat magnesium alleen in de vorm van twee fasendeeltjes aanwezig mag zijn in de aluminium ondergrond. Uit dit onderzoek kwam ook het belang naar voren van een desoxydatiebehandeling om magnesiumhoudende verbindingen selectief van het aluminiumoppervlak te verwijderen. Het gebruik van een zuur desoxydatiemiddel op basis van chromaat, gevolgd door een basische chromaat conversielaag voor Al-Mg-Si-legeringen werd aanbevolen. Zo’n chromaatrijke laag verhindert verdere diffusie van magnesium naar het metaaloppervlak tijdens het verhitten. Bij de emailtypen die in gebruik zijn voor aluminium, is het smeltpunt van het materiaal omlaag gebracht door toevoeging van lood en/of alkalimetalen. Laatstgenoemde metalen bezitten de bijkomende eigenschap dat ze de uitzettingscoëfficiënt verhogen.
Selectie van legeringen
Van het grote aantal commercieel verkrijgbare aluminiumlegeringen zijn er maar enkele geschikt voor emailleren en sommige vereisen een chemische voorbehandeling ter verzekering van maximale hechting tussen email en metaal. Enkele van de legeringsbestanddelen van aluminiumlegeringen kunnen een vernietigende invloed hebben op de hechting van het email, hetzij tijdens het branden of na het verouderen in een corrosieve atmosfeer. In het algemeen bleek dat hoe zuiverder het gebruikte aluminium des te makkelijker het was om een duurzame emaillaag aan te brengen. De brandtemperatuur voor de emaillaag is hoger dan de zachtgloeitemperatuur van aluminiumlegeringen en het is noodzaak om die legering te kiezen die de kleinst toegestane vervorming oplevert tijdens het branden. Tabel 2 toont het effect van het branden op de mechanische eigenschappen van drie aluminiumlegeringen die worden gebruikt voor het emailleren. Het 99% zuivere aluminium (legering 1100) wordt gebruikt voor toepassingen waarbij de mechanische verzwakking van het metaal die optreedt tijdens branden aanvaardbaar is.
De 1,25% mangaanhoudende legering (3003) wordt gebruikt als na het branden iets hogere mechanische eigenschappen worden geëist. Deze legering hardt tijdens koudbewerken, maar gedurende het branden van het email treedt er zachtgloeiing op. De warmtebehandelbare magnesium-siliciumlegeringen, zoals 6061, 6062 en 6063, vertonen niet zo’n drastische daling in mechanische eigenschappen, maar ze zijn niet zo makkelijk te emailleren als de meer zuivere typen. Deze legeringstypen hadden tijdens het gebruik nogal eens last van het afsplijten van de emaillaag. Er is geopperd dat dit wordt veroorzaakt door het begin van smelting van het metaal, dat wordt geassocieerd met de aanwezigheid van magnesium dat niet in de gebonden toestand van Mg2Si verkeert. Toevoeging van 0,5-2,5% silicium bovenop wat nodig is om een binding aan te gaan met het aanwezige magnesium, geeft, naar men zegt, betere hechting van het email en wordt beschermd door een Brits patent. Er wordt ook beweerd dat legeringen met een Mg/Si-verhouding van minder dan 1,73 (dus met een overmaat aan silicium) soms kunnen worden geëmailleerd zonder enige andere voorbehandeling dan een afdoende reiniging.
In de literatuur wordt er een aluminiumzink- magnesi umextrusielaag (X1714) beschreven, die beschikt over goede emailleereigenschappen en verbeterde mechanische eigenschappen na veroudering bij kamertemperatuur. Voor aluminium-zink-magnesium- en magnesium-siliciumlegeringen wordt een oorbehandeling aanbevolen met chromaat. Er is een aantal beklede legeringen in de vorm van een dunne plaat ontwikkeld, die voornamelijk is bedoeld voor architectonische toepassingen. Deze plaatvormige producten hadden als kern een warmtebehandelbare legering die zorgde voor goede mechanische eigenschappen en ze hadden een bekleding van een aluminiumlegering waarop het email een hoge mate van hechting aan de dag legde, zonder dat daar een chromaatvoorbehandeling aan te pas hoefde te komen. Natuurlijk zijn er verouderde Al-Zn-Mg -legeringen, bekleed met technisch zuiver aluminium, ontwikkeld voor vaatwerk. Dergelijke legeringen kunnen zich herstellen tot 90% van hun sterkte van voor emailleren, zonder de noodzaak van kunstmatig verouderen. Permanente vorm- en zandgietwerk van legeringen AA43, 44 en 356 kunnen met bevredigende resultaten worden geëmailleerd, gesteld dat ze goed zijn en beschikken over een goede oppervlakteafwerking. Spuitgietstukken worden doorgaans niet geëmailleerd vanwege hun porositeit onder het oppervlak.
Voorbehandeling
De keuze van voorbehandeling voor emailleren zal hoofdzakelijk worden beheerst door de legeringssamenstelling van de te verwerken legering, maar zoals met andere vormen van metaalafwerking: de reinheid van het oppervlak dat moet worden bekleed is essentieel. In de literatuur worden waarden genoemd voor organische verontreiniging van plaatmetaal ter grootte van slechts 0,43 mg/dm2 koolstof, die de hechting van een emaillaag zou verhinderen. Een conventionele waterbreektest zou op dit verontreinigingsniveau nog een bevredigend resultaat laten zien. Dit houdt dus in dat het verkrijgen van een goed hechtende emailleerlaag zeer gevoelig is voor organische verontreinigingen. De legeringen 1100, 3003 en bekleed plaatmetaal vereisen in het algemeen alleen een grondige reiniging met een organisch oplosmiddel en/of een licht basische oplossing. Na basisch reinigen vereist het aluminium een ontvlekkingsbehandeling in een zuuroplossing (bijvoorbeeld 20% salpeterzuur), gevolgd door een laatste spoeling met gedemineraliseerd of gedestilleerd water. Watervlekken in combinatie met opgedroogde resten afkomstig van het spoelbad kunnen plaatselijke onthechting van het email veroorzaken. Hevig verontreinigde oppervlakken kunnen kogelstralen van node hebben, en voorbranden van het metaal tussen 400 en 500°C levert een uniforme oxydelaag op die behulpzaam is bij de hechting van het email.
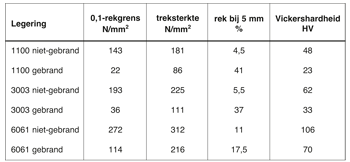
Tabel 2 Eigenschappen van een aluminium plaat na het emailleren.
Aluminium-, magnesium-, silicium- en aluminium-, magnesium- en zinklegeringen vereisen een chemische oxydatiebehandeling voordat ze worden geëmailleerd. Bij de Du Pont voorbehandelingsmethode worden de werkstukken eerst gereinigd door ze in een 0,6% oplossing van zwavelzuur te dompelen, die een kleine hoeveelheid bevochtigingsmiddel bevat. Vervolgens worden ze, na spoelen in water, ondergedompeld in een basische chromaatoplossing die bij benadering 2% chroomzuur, 8,0% natriumhydroxyde en 15,0% kaliumdichromaat bevat. Gietlegeringen worden gedurende 7 minuten bij 40°C behandeld en kneedlegeringen gedurende 4 minuten bij 50°C. Na afspoelen met water en drogen worden de behandelde werkstukken voorgebrand op 400-500°C. Gietstukken die regelrecht van de gieterij naar de emailleerderij gaan zijn vaak schoner dan kneedstukken, maar ze vertonen een neiging tot ontvochtiging tijdens het branden. Dit kan worden rechtgezet door eerst te beitsen in bijtende soda, gevolgd door even dompelen in 50% salpeterzuur. Ook salpeterzuur- en fluorwaterstofzuurmengsels blijken geschikt te zijn, met name voor de behandeling van siliciumhoudende legeringen.
Gietstukken die betrekkelijk grote hoeveelheden koper of mangaan bevatten, blijken ongeschikt voor emailleren. Elektronenmicroscopisch onderzoek van verscheidene dwarsdoorsneden van het aluminium/emailgrensvlak toonde variaties in de microstructuur. Proefstukken met goede weerstand tegen het afsplijten van de emaillaag vertoonden een gelijkmatige ononderbroken overgang van aluminium naar email,
terwijl proefstukken met geringe weerstand tegen afsplijting een laag vertoonde van wisselende continuiteit.
Applicatiemethoden
Handmatig of automatisch spuiten zijn de gebruikelijkste methoden voor het aanbrengen van email op aluminium. Email is aangebracht door bevloeien, bezinken of door het werkstuk in de natte suspensie te dompelen. Minder vaak wordt het email in droge toestand aangebracht met behulp van een spuitpistool voor poeder. Electrostatisch spuiten van email wordt vaak toegepast, zowel in Europa als in de Verenigde Staten. Van recenter aard zijn pogingen in de richting van elektroforetisch neerslaan van email. Er wordt gebruikgemaakt van voorverhit metaal, tot in de nabijheid van de smelttemperatuur van het email; gewoonlijk wordt het email echter aangebracht bij kamertemperatuur en wordt het gebrand als het nog nat is. Dit is belangrijk om haarscheurtjes en blazen te vermijden. Afbeelding 1 geeft een schematisch verloop van de mogelijke bewerkingen bij het emailleren van aluminium.
Branden
Deze behandeling wordt het best uitgevoerd in een moffeloven bij temperaturen die variëren met de emailsamenstelling en liggen tussen 500 en 550°C. Het branden van email op aluminium luistert nauwer dan in geval van andere ondergronden en de oventemperatuur moet binnen ± 10°C kunnen worden geregeld. Dit is met name van belang als de brandtemperatuur in de buurt ligt van het smeltpunt van de legering, zodat óf het werkstuk zou kunnen vervormen óf de mechanische eigenschappen nadelig kunnen worden beïnvloed. In de moffeloven moet de lucht voldoende circuleren om het oververhitten van delen van de werkstukken tegen te gaan. Voor dit doel moet zoveel als mogelijk gebruik worden gemaakt van gefilterde lucht. De aanwezigheid van waterdamp in de ovenatmosfeer verbetert het uiterlijk alsmede de chemische duurzaamheid van emaillagen op aluminium, en heeft geen nadelige invloed op de neiging tot afschilferen. Een buitensporige hoeveelheid zwavel in de ovenatmosfeer kan aanleiding geven tot vorming van vrij grote blaasjes in de emaillaag. Zwavel kan zowel van het email zelf (van sulfaten of sulfiden), als van de gebruikte brandstof afkomstig zijn. Branden wordt normaal gedurende 7-15 minuten volgehouden bij 550 - 560°C voor niet-loodhoudend email en voor loodhoudend email bij 520 - 580°C.
De tijd is niet bepaald kritisch, maar het is wel essentieel dat de werkstukken de verlangde temperatuur aannemen en dat de tijd lang genoeg is om zeker te zijn van volledige aaneensmelting van het email. Soms wordt gewag gemaakt van 20-30 minuten branden van gelood email en soms wordt ook wel een tijdsduur van 60 minuten genoemd, dat met slechts een lichte achteruitgang van de kleurintensiteit gepaard ging van een gekleurd email op een kleurloze grondlaag. In een continue oven worden de werkstukken snel voorverhit tot 450°C en ze bereiken nagenoeg onmiddellijk 560°C zodra ze in het feitelijke brandgedeelte arriveren. De tijd om af te koelen tot kamertemperatuur bedraagt circa 5 minuten. De ovens kunnen variëren van elektrische convectie- en stralingstypen tot gasgestookte pijpenovens, waarvan eerstgenoemde de algemeen geschiktste zijn. De brandtemperatuur is van invloed op de emailkeuze voor specifieke aluminiumlegeringen. Zo maken de hogere temperaturen die nodig zijn voor het branden van niet-loodhoudende emails ze ongeschikt voor aluminiumlegeringen die zware metalen bevatten en warmtebehandelbaar zijn. Het is van belang dat zulke legeringen, die geen oplosgloeiing ondergaan, tevens worden zachtgegloeid bij de brandtemperatuur en als gevolg daarvan na het branden in de zachte toestand verkeren. Daar staat tegenover dat sommige van de lood-silicaatemails bestand bleken te zijn tegen afschrikken in water vanaf de brandtemperatuur en dat hiermee een combinatie mogelijk is van branden annex warmtebehandeling, waardoor de mechanische eigenschappen van enkele van de kneed- of gietlegeringen volledig tot ontwikkeling komen.
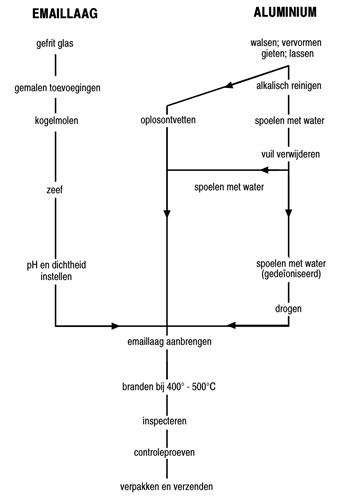
Afbeelding 1 Stroomdiagram voor het emailleren van aluminium.
Defecten
Als een emaillaag scheurtjes vertoont of blaren dan is het soms mogelijk om een zeer dunne nieuwe laag over de oude aan te brengen. Scheurtjes in een emaillaag kunnen het gevolg zijn van een aantal oorzaken, zoals gebrekkige reiniging, onjuiste samenstelling, het aanbrengen van een te grote laagdikte (meer dan 4,3-7,5 g/dm2 vaste emailbestanddelen), of een te snelle droging. Scheuren en blaren kunnen ook optreden als het email niet ‘nat’ is als het de oven ingaat, als gevolg van gasontwikkeling in de beginstadia van het branden. Putten en kraters in het email ontstaan als het onderliggende metaal zeer poreus is of als het gasgehalte van dat metaal te hoog is of als de frit zelf met het onderliggende metaal reageert onder de vorming van gasachtige reactieproducten. Hetzelfde defect kan ook worden veroorzaakt door het email bij een te hoge druk op te spuiten. Spanningsscheuring wordt veroorzaakt door dubbele brandbehandelingen, die nodig zijn in geval van het gebruik van twee of meer kleuren. Net als bij verfspuiten is het van groot belang dat stof zich niet op de pas aangebrachte natte emaillaag kan afzetten.
Emailleren in de architectuur
Het architectonisch gebruik van geëmailleerd aluminium heeft in Groot-Brittannië niet dezelfde vlucht genomen als in de Verenigde Staten. Toepassingen in de bouw omvatten profielen, muur- en dakpanelen, etalagemateriaal en daklijsten. Het merendeel van de toepassingen in Groot-Brittannië vindt plaats op technisch zuiver aluminium (1100) en de Al-1,25% Mn-legering (3003). Hierbij wordt een laag in het algemeen als toereikend beschouwd. Andere toepassingen omvatten flatgebouwen en kantoorgebouwen. Van de Europese landen is het met name Duitsland waar geëmailleerd aluminium wordt toegepast voor architectonische doeleinden. Maar ook elders in Europa vindt het gebruik ervan ingang, niet alleen voor decoratieve toepassingen, maar ook als thermische barrières voor sandwichpanelen. In de Verenigde Staten worden voor geëmailleerde architectonische onderdelen alsmede kolombekledingen, scheepsbeschot en allerlei borden langs straten en snelwegen, onder andere de legeringstypen 1100, 3003, 6061, 6062, 6063 en de gietlegeringen 43 en 356 gebruikt. Hiervan worden de typen 1100 en 3003 gewoonlijk rechtstreeks geëmailleerd, terwijl de overige dikwijls eerst worden voorzien van een fosfaat/chromaatconversielaag. Emaillagen met een dikte van 0,1 mm worden aangebracht door opspuiten of onderdompelen en ze worden gebrand bij 500-550°C. Dergelijke deklagen kunnen worden gezaagd, geboord of gesneden en zonder schade worden onderworpen aan matige vervormingsbehandelingen. Consideraties met betrekking tot legering, ontwerp en fabricage in geval van het gebruik van geëmailleerd aluminium zijn te vinden in het PEl document P.402. Hierin wordt vooral het belang benadrukt van het gebruik van een plaat dat is bekleed met email van het porseleintype alsmede de zorgvuldigheid die moet worden betracht bij het selecteren van producten die voor emailleren in aanmerking komen. Bij het laatstgenoemde is het van belang om scherpgerande vormen of ontwerpen uit de weg te gaan en er wordt een absolute minimum afrondingsstraal van 1.5 mm en liefst 3 mm aanbevolen bij gebruik van geëxtrudeerde secties. Als er gelast moet worden, dan moet magnesium bevattend lastoevoegmetaal worden gemeden.
Emailleren versus anodiseren en organische deklagen
Hoewel het gebruik van geëmailleerd aluminium zich gedurende de jaren zestig snel ontwikkelde, heeft het nooit het voorspelde grote gebruik bereikt en wordt het vandaag de dag gebruikt voor een aantal speciale toepassingen. Bij vele andere toepassingen moet het proces concurreren met organische deklagen en anodiseerbehandelingen. Een organische deklaag is in haar applicatie aanzienlijk minder kritisch, veel goedkoper zowel in materiaal- als behandelingskosten en vergt geen warmtebehandeling bij hoge temperatuur. Voorts vinden ontwikkelingen in deze behandeling (organische deklagen) zeer snel plaats en worden ze geruggesteund door krachtige, industriële firma’s die bereid zijn om tijd en geld te spenderen aan onderzoek, vooral omdat de organische deklagen die op aluminiumlegeringen worden aangebracht dezelfde zijn als die voor andere metalen, dit in tegenstelling tot email.
Anodiseren geeft tegen veel lagere kosten een deklaag op plaatmateriaal met een welhaast vergelijkbare weerstand tegen schurende slijtage als emailleren en het is zelfs mogelijk om met anodiseren dezelfde kleur en uiterlijk te krijgen als geëmailleerd aluminium. Kleuranodiseren wordt op grote schaal toegepast voor gevelpanelen van gebouwen, maar anodiseerlagen hebben niet die weerstand tegen chemische aantasting door alkalische stoffen, zoals emailleerlagen die ten toon spreiden. Het had er alle schijn van dat geëmailleerd aluminium op grote schaal zijn weg zou vinden naar architectonische toepassingen, naar vaatwerk en huishoudelijke apparaten, maar op veel van deze terreinen is emailleren voorbijgestreefd door de verbeterde organische deklagen die zijn ontwikkeld. Toch heeft emailleren zich weer weten te herstellen. In Duitsland wordt het toch gebruikt in de architectuur, in rookgas- en ovenpijpen, sanitaire artikelen en in het bijzonder, in vaatwerk. Op dit laatste gebied is vooral het reinigingsgemak van het geëmailleerde oppervlak een belangrijke factor en in de architectuur is het vooral het vermogen om geëmailleerd aluminium te boren en te buigen zonder dat het breekt of afbrokkelt (in scherpe tegenstelling tot geëmailleerd staal), een niet te versmaden eigenschap. Hiertegenover staan dat de speciale legeringen en de onzekerheid over het gedrag van sommige loodvrije emailtypen het proces minder aantrekkelijk maken. Toepassingen met gunstige aspecten voor emaillagen omvatten het gebruik als ondergrond voor schuurvaste antiaanbaklagen van PTFE op keukenpannen. In dat geval wordt de emaillaag spaarzaam aangebracht in de vorm van een discontinue laag met maar weinig dekkingskracht.
Na branden wordt PTFE aangebracht in de vorm van een waterige suspensie en vervolgens gesinterd. De aldus gevormde composietlaag heeft een hoge slijtvastheid, gecombineerd met de anti-kleefeigenschappen van PTFE. De minuscule uitsteeksels van email dragen mechanische belastingen en bieden weerstand tegen krassen of beschadiging. De decoratieve emaillaag aan de buitenkant en de emailgrondlaag aan de binnenkant kunnen tegelijkertijd worden gebrand en van dit systeem wordt gezegd dat het goedkoper is dan vlamspuiten of het aanbrengen van een laagje aluminium als basis voor de PTFE-deklaag. Straalpijpen van raketten, gemaakt van aluminium, zijn inwendig afgewerkt met email om het metaal te beschermen tegen de hete uitstromende gassen die de raket aandrijven. Email is één van de weinige oppervlakken waarvan radio actieve verontreiniging kan worden afgewassen en om deze reden zou het weleens uitgebreide toepassing kunnen vinden in de nucleaire industrie.