


Stiftlassen van aluminium
Stiftlassen is een algemene term voor het verbinden van een metalen stift met een werkstuk. Er kan gebruik worden gemaakt van een aantal lasprocessen, maar booglassen wordt toch wel het meest gebruikt.
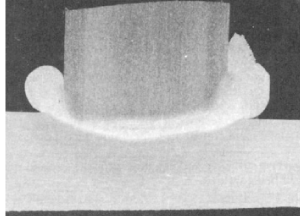
Het stiftlasproces kan worden beschreven als een lasboogproces waarbij een stift instantaan aan een metaaloppervlak worden gelast (afbeelding 1 en 2). Er is sprake van een compleet bevestigingssysteem, waarbij een grote verscheidenheid aan bevestigingsmiddelen, met letterlijk honderden toepassingen, permanent kunnen worden aangebracht door een persoon in minder dan een seconde per las. Stiftlassen kan in het algemeen worden opgevat als een combinatie van twee mechanismen, de een mechanisch en de ander elektrisch. Er bestaan twee veel gebruikte typen stiftlassen. Het eerste type omvat:
- boog-stiftlassen;
- gas-boog-stiftlassen als er gebruik wordt gemaakt van beschermgas zoals bijvoorbeeld argon;
- korte-boog-stiftlassen als de standtijd van de boog minder is dan 100 milliseconden.
De lasstroom wordt geleverd door hetzij een gelijkstroom aggregaat of een gelijkstroom energiebron met transformator en gelijkrichter. De lastijd en het planten van de stift in de laspoel om de verbinding tot stand te brengen worden via een automaat gestuurd. De operator plaatst de stift die zich in een laspistool bevindt op de gewenste plaats en haalt de trekker over waarmee het lasproces in gang wordt gezet. De gehele procedure neemt minder dan een seconde in beslag. Het tweede type stiftlassen is condensator-ontladingsstiftlassen (CO stiftlassen). De bron van elektrische energie voor het CO lassen is afkomstig van een batterij geladen condensatoren.
Boog-stiftlassen
Bij het boogproces, worden een stift en een keramische ring stevig met behulp van een gespannen veer op het werkstukoppervlak gedrukt (afbeelding 4). Bij het laten afgaan van het laspistool wordt de stift opgetild van het basismetaal en wort er een elektrische boog getrokken die het uiteinde van de stift doet smelten alsmede wat van het basismetaal. De keramische ring schermt de boog af, concentreert de warmte en houdt de laspoel op zijn plaats. Op het juiste moment zijn het uiteinde van de stift en het basismetaal geheel gesmolten, de stift wordt automatisch op het werkstukoppervlak gedrukt. Het metaal stolt en er is een fusielas ontstaan. De ring wordt daarna weggebroken. In geval van het boog-stiftlassen van aluminium moet er gebruik worden gemaakt van een keramische ring en een mis van helium en argon schermgas. Voor hogere productiesnelheden wordt er geen gebruik gemaakt van keramische ringen, maar alleen van beschermgas.

CO lassen
CO lassen wordt voornamelijk gebruikt voor stiftlassen van stiften met kleine diameters aan dunwandig basismetaal. Het laseinde van de stift moet zijn voorzien van een kleine timing-punt die specifiek is ontwikkeld voor het CO lasproces. Maatvastheid van de punt is essentieel voor het beheersen van de lastijd en voor het behalen van reproduceerbare resultaten. De CO stiften zijn leverbaar in diverse vormen. Bij het CO lassen maakt de punt van de stift contact met het basismetaal en "schiet" de operator het laspistool af. Hierbij vloeit er stroom vanuit de condensatorenbank. Hierdoor verdampt de stiftpunt en ontstaat er een ionisatiepad voor het vloeien van een piekstroom die overspringt tussen de te lassen delen. Omdat de lasboog kort is en de stroomsterkte hoog, hoeft er geen gebruik te worden gemaakt van beschermgas. De druk waarmee lassen worden gemaakt bedraagt in het algemeen minder dan 10 kilogram. Hiermee vervalt de noodzaak van starre lasklemmen en ondersteuning van de achterkant. Bij handpistolen wordt de druk geleverd door een veer. Voor geautomatiseerde opstellingen wordt gewoonlijk samengeperste lucht gebruikt. Als de lasstroom wordt geleverd wordt de gesmolten punt van de stift op het basismetaal gedrukt waarmee hij samenvloeit en er een lasverbinding ontstaat. De las die binnen twee tot zes milliseconden wordt gelegd is sterker dan de stift. Het laspistool kan handmatig worden geladen, maar dit kan ook half- of geheel automatisch plaatsvinden. Met CO lassen kunnen stiften met kleine diameter worden gelast aan dunwandig materiaal. Omdat de lascyclus zeer kort is, vindt er weinig warmte-uitwisseling plaats en zal er weinig vervorming optreden, doorsmelting, 0f verkleuring aan de achterkant plaatsvinden, zelfs niet bij dun materiaal.
Keuze lasproces
Het feitelijke verschil tussen het boogproces en het CO proces is dat de typische standtijd van de lasboog bij het boogproces aanzienlijk langer is (0,12 s en langer) dan die bij het CO proces (0,006 s) en de piekstroom bij het condensatorproces kan wel tien keer groter zijn dan die bij het boogproces. Omdat CO lassen explosief verloopt, is het gebruik van beschermgas niet nodig. Wegens de langere lastijd van het DO proces is voor het lassen van aluminium wel een beschermgas (argon) nodig. De proceskeuze hangt af van de stiftgrootte en plaatdikte. Voor grotere stiften voor constructies valt de keuze op het boogproces. Sommige fabrikanten van stiftlasapparatuur zijn van mening dat het CO proces beperkingen kent die het mogelijk minder betrouwbaar maakt dan het boogproces, zeker voor toepassingen zoals in de automobielindustrie waar de kwaliteitseisen buitengewoon strikt zijn, wegens het gebrek aan controleerbaarheid van het lasproces.

Kwaliteit van stiftlassen
Als er gebruik wordt gemaakt van het boogproces dan vormen in het geval van het lassen van aluminium de reinheid van het metaaloppervlak, lage stroomsterkte, lange boogtijd, lage gassnelheden, goede aansluiting van stift en keramische ring op het basismetaal en het gebruik van een juiste stootdemper, de sleutel tot succes. Hierbij gelden de volgende overwegingen:
- De keramische ring moet gelijk liggen met de voorkant van de gasvoet, omdat alleen dan sprake is van een goede afdichting met het basismetaal waardoor ontsnappen van beschermgas wordt tegengegaan. Ring en beschermgas beschermen tezamen de laspoel.
- De stromingssnelheid van het beschermgas moet zo laag mogelijk zijn maar nog wel voldoende om oxidatie van het aluminium te voorkomen. Onvoldoende bescherming resulteert in lassen die de 15-graden buigtest niet doorstaan. Typische stromingssnelheden zijn 0,35 tot 0,50 m3/uur.
- Het basismetaal moet zo schoon mogelijk zijn. Als chemisch etsen niet mogelijk is, moet het aluminium worden gereinigd met een roterende borstel of door middel van borstelen met een roestvast stalen borstel.
- Bij het stiftlassen van aluminium ligt het basismetaal aan de negatieve pool en het laspistool aan de positieve pool, omdat dan minimale penetratie wordt verkregen.
- Vermijd het gebruik van excessieve laswarmte. De beste aanwijzing voor excessieve laswarmte is als het gesmolten aluminium zich verbindt met de keramische ring. Als er sprake is van een juiste balans van lastijd, stroomsterkte, booglengte en gasstroom, kan de ring zonder enige schade aan te richten worden verwijderd.
- - Een laatste waarschuwing is op zijn plaats met betrekking tot de plaatdikte dat standaard wordt gebruikt bij stiftlassen. De dikte moet ten minste de helft bedragen van de stiftdiameter. Dit is meer dan bij staal waar de dikte ten minste een derde van de stiftdiameter bedraagt. De extra dikte bij aluminium is nodig om doorsmelting tegen te gaan gedurende de langere lascyclus en om in staat te zijn om de druk van het laspistool op te kunnen nemen.
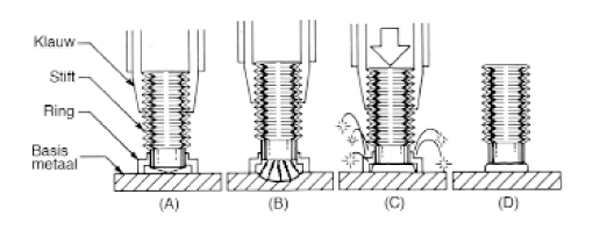
Afbeelding 4. Stappen bij stiftlassen: (A) Pistool wordt gepositioneerd; (B) Trekker wordt overgehaald en stift wordt teruggetrokken, waardoor er een boog ontstaat; (C) Stift wordt in laspoel op het basismetaal gedrukt; (D) Pistool wordt teruggetrokken en ring wordt verwijderd.