


Oppervlaktebehandeling van Aluminium (deel 1) Stralen – Ontbramen – Trommel polijsten
Het doel van een oppervlaktebehandeling is doorgaans het verbeteren en beschermen van dat oppervlak. Aan het oppervlak van aluminium ontstaat onder normale omstandigheden een beschermende oxidelaag met een betrekkelijk complexe samenstelling, die zich moeilijk nauwkeurig laat karakteriseren.
De aanwezigheid van ‘vreemde’ stoffen op het oppervlak kan het substraat afschermen en aldus aanleiding
geven tot niet-uniform gedrag, maar het kunnen ook redenen van esthetiek zijn die verwijdering van verontreinigingen of verandering van de oppervlaktetoestand vereisen. De grondredenen voor oppervlaktebehandeling zijn:
- Verwijderen van verontreinigingen en neerslagen.
- Verwijderen of verminderen van oppervlaktegebreken om te komen tot uniform fysisch, chemisch en elektrisch gedrag van het aluminiumoppervlak.
- Verwijderen van grove geometrische defecten.
- Verandering van het uiterlijk: glanzend, mat, kleur enzovoort.
- Het verschaffen van duurzaamheid (slijtvastheid, corrosievastheid) onder bedrijfsomstandigheden.
Ontvetten in organische oplosmiddelen of dampen is een eerste benadering, die meestal wordt gevolgd door een etsbehandeling in een alkalische oplossing, gevolgd door grondig afspoelen. De behandelingen die zoal nodig zijn voor aluminium oppervlakken worden in de nu volgende paragrafen nader uiteengezet, waarbij in dit kader niet uitvoerig zal worden ingegaan op de anodiseerbehandeling.
1. Stralen
Een van de simpelste en effectiefste methoden om aluminium oppervlakken te reinigen is stralen. Straalgrit (metalen kogeltjes) wordt met grote snelheid op het substraat geschoten. Hierdoor wordt het vuil mechanisch verwijderd.
1.1. Droogstralen
Hoewel deze methode doorgaans wordt geassocieerd met het reinigen van aluminium gietstukken, wordt het
ook gebruikt voor het prepareren van oppervlakken van andere productvormen ter voorbereiding van verdere oppervlaktebehandelingen, zoals het aanbrengen van organische deklagen. Naast reinigen wordt stralen ook gebruikt om een matte textuur te verkrijgen voor decoratieve doeleinden. Stralen is een efficiënt middel voor het verwijderen van scale, zand en resten van gietvormen. Omdat gietstukken gewoonlijk dik zijn, ondervinden ze weinig vervorming van het proces. Stralen van werkstukken met een betrekkelijk geringe wanddikte is niet aan te bevelen, omdat zulke onderdelen makkelijk krom trekken door de drukspanningen die in het oppervlak worden opgewekt. Grove straalmiddelen kunnen door dunne werkstukken heen dringen. Typische condities voor droogstralen met silica-straalmiddel zijn verzameld in tabel 1.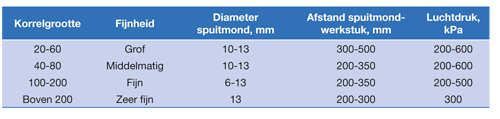
Tabel 1. Condities voor stralen met siliciumdioxide.
Gewassen silica en aluminiumoxide wordt het meest gebruikt voor het stralen van aluminiumlegeringen. Straalgrit wordt soms gebruikt en verdient vaak de voorkeur boven silica vanwege het fragmenterende karakter van laatstgenoemde. Straalgrit gaat ook langer mee, hetgeen de reinigingskosten verlaagt.
Als echter een aluminium oppervlak wordt gestraald met staalgrit, dan raken de staaldeeltjes in het oppervlak ingebed en tenzij ze worden verwijderd door middel van een opvolgende chemische behandeling, zullen ze gaan roesten en het oppervlak doen vlekken. Het is een goede gewoonte om deeltjesverontreiniging te verwijderen door middel van een beitsbehandeling met salpeterzuur om achteruitgang van de corrosieweerstand tegen te gaan. Onderdompeling gedurende twintig minuten in een 50% oplossing bij omgevingstemperatuur zal de ingebedde of versmeerde ijzerdeeltjes wel verwijderen maar niet de silica of aluminiumoxide. Als aluminium wordt gestraald met staalgrit no. 40 of 50, dan wordt er gewoonlijk gebruik gemaakt van een spuitmonddiameter van 9,5 mm en luchtdruk van circa 276 kPa. Organisch materiaal zoals plastic pellets en vermorzelde hazelnootdoppen worden ook wel gebruikt voor het stralen van aluminium, meestal om koolstofachtig materiaal te verwijderen. Soms worden voor het kogelstralen van aluminium RVS-kogeltjes gebruikt. Kogelstralen wordt vaak gebruikt als voorbereidende behandeling voor het opwekken van een oppervlak met een gehamerde textuur. Als een aldus behandeld oppervlak wordt geanodiseerd, wordt er een aantrekkelijke afwerking verkregen. De diverse gradaties matte textuur die kunnen worden verkregen bieden tal van decoratieve mogelijkheden.
Stralen wordt ook wel gebruikt om maximale diffuusheid van het gereflecteerde licht vanaf een oppervlak te verkrijgen. Zo worden veldflessen gestraald om de glans te verwijderen. Stralen met glaspareltjes biedt een andere benadering voor reiniging en de productie van diffuse oppervlakken. Zandstralen met een fijn schuurmiddel geeft een fijnkorrelige matte afwerking op smeed- en gietstukken. Voor plaquettes, overspanningen en gerelateerde decoratieve architectonische toepassingen, geeft het zandstralen van de achtergrond en het polijsten van de hoger gelegen delen van het oppervlak een effect dat bekend staat als ‘hooglichting’. De matte afwerking die wordt verkregen met stralen is zeer gevoelig voor krassen en vingerafdrukken. Matte afwerkingen worden daarom beschermd door een anodiseerlaag of door een kleurloze laklaag. Anodiseren is de populairdere beschermende behandeling, omdat het de originele textuur van het oppervlak niet verandert. Kleurloze lak vlakt het opgeruwde oppervlak af en geeft diverse glansgradaties, die ongewenst kunnen zijn. Anodiseren van een gestraald aluminium oppervlak resulteert in een grijze kleur vanwege de in het oppervlak ingebedde straaldeeltjes.
Deze kleur is vaak niet gelijkmatig vanwege variaties in de straalcondities, zoals afstand tussen spuitmond en werkstuk, richting of beweging van de spuitmond en luchtdruk. Straalcondities kunnen nauwkeurig worden beheerst met behulp van speciaal voor dit doel ontworpen apparatuur. Gelijkmatige beweging van de werkstukken op de transportband, vast ingestelde spuitmondbeweging, constante snelheid van het straalmiddel en gecontroleerde afmetingen van het straalgrit dragen bij tot betere kleuruniformiteit van naderhand geanodiseerde oppervlakken. Het ongelijkmatige uiterlijk dat het gevolg is van stralen kan worden hersteld door bleken alvorens te anodiseren. Bleken wordt gedaan door middel van diepetsen in een oplossing van 5% natriumhydroxide bij 40° tot 65°C om metaal te verwijderen dat ingebed straalmiddel bevat. Er kan wat uitproberen nodig zijn om de etstijd te bepalen voor het onderhavige geval. Als het oppervlak onvoldoende wordt geëtst kan er een vlekkerig uiterlijk ontstaan. Ingebed straalmiddel kan ook worden verwijderd met een oplossing van salpeterzuur en fluoride bij kamertemperatuur. In geval van zandstralen moet de aluminiumlegering met zorg worden uitgekozen. Legering 1100, die 99% Al bevat, geeft een transparante anodische afwerking, terwijl daarentegen legeringen die rijk zijn aan mangaan, silicium en koper kleur vertonen als ze zijn geanodiseerd. Bij legeringen met een hoog magnesiumgehalte kan er uitscheiding optreden en er zal putcorrosie optreden als er geen speciale voorbehandeling wordt gegeven. Tabel 2 geeft een overzicht van een aantal kenmerkende toepassingen voor het stralen van aluminium producten, met soort en grootte van het gebruikte straalmiddel en kenmerkende productiesnelheden.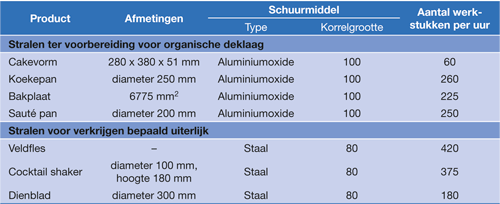
Tabel 2. Toepassingen voor stralen van aluminium producten.
1.2 Natstralen
Bij natstralen wordt er water toegevoegd aan een fijn straalmiddel waardoor er een slurrie ontstaat die met kracht via een spuitmond op het werkstuk wordt gericht. Er kan straalmiddel worden gebruikt variërend van grit 100 tot 5000. Natstralen wordt doorgaans toegepast als er een matte fijnkorrelige afwerking wordt gevraagd voor decoratieve doeleinden. Een aantrekkelijke tweetonige afwerking van gebruiksgoed wordt verkregen door middel van contrast tussen een gepolijste afwerking met een natgestraalde afwerking. Aluminium brilmonturen bijvoorbeeld, worden vaak natgestraald om een fijne matte afwerking te verkrijgen. Bij dat soort toepassingen wordt verder een anodiseerlaag aangebracht, hetzij kleurloos hetzij gekleurd, ter bescherming van het oppervlak zonder de oppervlaktetextuur te vervormen. Tabel 3 geeft een overzicht van een aantal natstraalprocedures.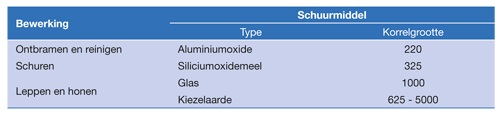
Tabel 3. Condities voor natstralen van aluminium en gelegeerd aluminium; afstand spuitmond tot werkstuk 75 – 100 mm bij een druk van 550kPa.
Natstralen wordt ook gebruikt om oppervlakken te prepareren voor het aanbrengen van organische of elektrolytische deklagen. Alternatief voor natstralen is stralen met zeer fijne glaspareltjes.
2. Ontbramen
Ontbramen wordt gedaan door de werkstukken rond te laten tuimelen in een niet-smerend polijstmiddel dat
schurende bestanddelen bevat. In de meeste gevallen worden er ook nog media gebruikt die als stootkussen fungeren tussen de werkstukken, en die de schurende werking versterken. Synthetische reinigingsmiddelen gemengd met granietstof of kalksteengruis hebben gewoonlijk de voorkeur als middel voor het ontbramen van aluminium. Aluminiumoxide en siliciumcarbide zijn ongewenst omdat ze vegen achterlaten die zich lastig laten verwijderen. Hoge waterniveaus, die de massa geheel bedekken, worden bij ontbramen gebruikt om te helpen voorkomen dat het medium verglaast en zijn snijdende werking verliest. Ontbramen kan ook zijn beslag krijgen door gebruik te maken van trileenheden met een synthetisch schuurmiddel.
3. Trommelpolijsten
Trommelpolijsten is een goedkope methode voor het afronden van scherpe randen, waarbij er een matte afwerking ontstaat en waarbij het oppervlak wordt voorbereid voor het aanbrengen van een anodiseer-, lak- of galvaniseerlaag. Veel kleine aluminium stansdeeltjes, gietstukken en verspaande werkstukken worden gereinigd, ontbraamd en gepolijst door trommelpolijsten. Vaak is het hoofddoel ontbramen en/of polijsten, waarbij reiniging een welkome bijkomstigheid is van de behandeling. Soms is ontbramen de uiteindelijke trommelpolijstbewerking, maar vaker wordt het ontbramen gevolgd door polijsten om te komen tot een gladdere afwerking of een die beter geschikt is voor anodiseren of galvaniseren. Onderdelen die alleen maar zijn ontbraamd worden vaak geverfd. Gepolijste onderdelen worden vaak ter bescherming geanodiseerd. Kleine aluminium werkstukken worden soms droog rondgedraaid in media zoals puimsteen en hardhouten spaanders, zaagsel van hardhout, of gemalen hazelnootdoppen om bramen te verwijderen en de afwerking te verbeteren. Deze methode is echter betrekkelijk inefficiënt vergeleken met het meer gebruikte natte proces. Alle aluminiumlegeringen kunnen veilig worden afgewerkt met natte trommelmethodes.
Beperkingen die worden gesteld aan werkstukafmetingen en vorm zijn in essentie hetzelfde als die voor andere metalen. Er zijn twee algemene gebieden waar nat trommelafwerken van aluminium werkstukken kritischer is dan het bewerken van overeenkomstige voorwerpen van staal. Ten eerste bestaat het gevaar van oppervlakteverontreiniging door ferrometalen, veroorzaakt door het gebruik van hetzij een stalen trommel of een medium van staal. Ten tweede is de pH van het polijstmiddel kritischer bij het bewerken van aluminium omdat dit metaal gevoelig is voor etsen door zowel zuren als basen. En omdat bij deze chemische aantasting gas kan vrijkomen dat voor drukverhoging kan zorgen in de trommel, waardoor er risico ontstaat voor ernstige ongelukken. Trommels moeten worden geventileerd bij het bewerken van aluminium. Verbindingen die vrijwel neutraal zijn (pH van ongeveer 8) worden sterk aanbevolen, hoewel sommige legeringen veilig kunnen worden bewerkt met verbindingen met een pH van wel 9. Trommels voor aluminium zijn in de grond hetzelfde als die voor het bewerken van staal. Trommels van staal of gietijzer moeten aan de binnenzijde worden bekleed met rubber of een overeenkomstig materiaal om verontreiniging te voorkomen.
Een voorkeurspraktijk is het gebruik van specifieke trommels voor exclusief gebruik met aluminium. Trommelpolijsten wordt echter ook gebruikt om gladde, spiegelende oppervlakken te produceren op aluminium werkstukken. Voorbehandelingen voor trommelpolijsten kunnen behulpzaam zijn bij het verkrijgen van het gewenste resultaat, vooral bij gietstukken. Een zo’n voorbehandeling is het etsen van de gietstukken gedurende 20 s in een basische oplossing bij 80°C en dan dompelen gedurende 2 tot 3 s in een oplossing die bestaat uit drie delen salpeterzuur (36°Bé) en een deel waterstoffluoride dit alles bij 20 tot 25°C. Het principe van trommelpolijsten is het veroorzaken van vloeien van het metaaloppervlak en niet het wegnemen van metaal van het oppervlak. Polijstmiddelen moeten beschikken over smerende eigenschappen. Er wordt gewoonlijk speciaal voor dit doel ontwikkelde zeepsoorten gebruikt. Veel van die zeepsoorten hebben een pH-waarde van ongeveer 8, hoewel er ook wat zuurder materiaal kan worden gebruikt. Bij het polijsten van aluminium moet de pH-waarde van het polijstmiddel scherp worden gecontroleerd. Dit wordt bereikt door vaak titraties van het polijstmiddel uit te voeren, gevolgd door toevoeging van kleine hoeveelheden borax of boorzuur al naar behoefte. Stalen kogels en andere vormen worden het vaakst gebruikt als polijstmiddel. Soms vinden ontbramen en polijsten plaats in een enkele behandeling. Een variant van trommelpolijsten is die waarbij geen gebruik wordt gemaakt van een polijstmiddel, maar waarbij de werkstukken zelf als polijstmiddel fungeren. In geval van aluminium werkstukken moet de oxidelaag worden verwijderd. Afmetingen en vorm bepalen of polijsten zonder polijstmiddel geschikt is. Naar binnen gekromde oppervlakken ondergaan weinig of geen polijstende inwerking bij deze vorm van trommelpolijsten.
Klik hier voor deel 2