Lassen van Aluminium en haar legeringen deel 7
Preventieve maatregelen en trouble shooting

Preventieve maatregelen, voorbereiding laswerkzaamheden
Om lasporeusheid te voorkomen, dient het aluminium schoon en droog te zijn wanneer het gelast wordt. Waterstofhoudende verbindingen zoals olie, vet, oplosmiddelen en vocht zullen ontleden in onder andere atomair waterstof dat in het smeltbad terecht komt en zodoende poreusheid kan veroorzaken. Waterstof is zeer goed oplosbaar in gesmolten aluminium, maar niet oplosbaar in gestold aluminium. Hoeveel er gereinigd moet worden hangt grotendeels af van de maatregelen die genomen zijn voor het droog en schoon opslaan van de te lassen materialen c.q. lasconstructie. Elke mate van verontreiniging moet voor aanvang van lasactiviteiten verwijderd worden. Gebruik geen staalborstels (roestvaststaal) voor het schoon maken van een vettige of olie-achtige ondergrond, omdat niet alleen de borstel vervuild maar ook de neiging heeft om het vet op het oppervlak uit te smeren. De beste methode voor het verwijderen van vuil en de oxidelaag is door gebruik te maken van een handfrees zoals aangegeven in figuur 22.
... ’n schone, droge lasnaad voor het beste resultaat ....
Lasconstructies, praktische aanwijzingen
Voor lasconstructies komen in aanmerking de niet-hardbare legeringen Al, AlMn en AlMg en van de hardbare legeringen de type AlMgSi en AlZnMg. Van de groep hardbare legeringen moeten die legeringen met de hogere sterkte-eigenschappen zoals AlCu, AlZnMgCu en AlCuMg als niet lasbaar worden beschouwd wegens de zeer grote gevoeligheid voor scheurvorming in lasmetaal of warmtebeïnvloede zone. Automatenlegeringen zoals AlMgSiPb zijn eveneens niet lasbaar.
• De mechanische eigenschappen van een lasverbinding worden, afhankelijk van het verstevigingsmechanisme, bepaald door de invloed van de warmte-inbreng, c.q. lasuitvoering.
• Scheuren in lasmetaal en warmtebeïnvloede zone kunnen ontstaan door verkeerde keuze lastoevoegmateriaal. Vandaar dat krimpspanningen altijd tot een minimum beperkt moeten worden. Dit is mogelijk door de lasuitvoering aan te passen.
• Scheuren in de warmtebeïnvloede zone kan men vermijden door gebruik te maken van een lastoevoegmateriaal met een smeltpunt lager dan van het te lassen metaal. Trekspanningen door krimp van het lasmetaal worden zo vermeden totdat de laagsmeltende fasen in de warmtebeïnvloede zone gestold zijn. Anders gesteld, laag smeltende lastoevoegmaterialen verlagen de scheurgevoeligheid vanwege de lagere krimpspanning door de lagere temperatuur.
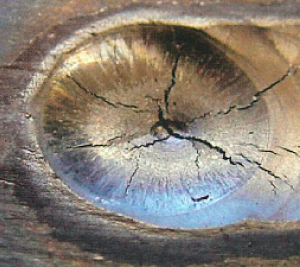
• Scheuren in de las (figuur 23) kan men veelal vermijden door:
- aangepaste keuze van het lastoevoegmateriaal;
- unstigere lasnaadvorm;
- het niet verhinderen van de grote krimp bij aluminium door een minder stijve constructie te ontwerpen en geen star opspangereedschap te gebruiken.

Figuur 22: Handfrees voor het verwijderen van vuil en oxidelaag op aluminium

Figuur 23: Stollingsscheur hart las. Stollingsscheuren treden op zowel tijdens de stolling als kort daarna.
Een van de oorzaken is de hoge dwarskrimp als gevolg van grote uitzettingscoëfficiënt en de aanzienlijke stollingskrimp.
Het neergesmolten lasmetaal is een mengsel van lastoevoegmateriaal en basismateriaal. De samenstelling van het lasmetaal, na opmenging, moet dan ook buiten de scheurgevoeligheidsgebieden liggen als aangegeven in figuur 24.
Voor het lassen van AA 6061 en 6063 wordt om redenen van hoge sterkte en betere ductiliteit een AlMg5 geadviseerd. Voor betere corrosie weerstand en minder scheurgevoelig wordt een AlSi5 lastoevoegmateriaal aanbevolen.
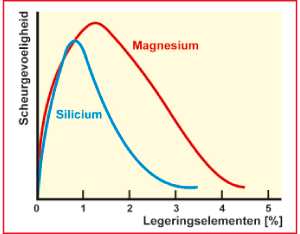
Figuur 24: Invloed van de elementen Si en Mg op de scheurgevoeligheid
Het materiaal AA 6063 heeft een chemische samenstelling van 0,45-0,90% Mg en 0,2-0,6% Si. Gezien de chemische samenstelling van het basismateriaal moet een AlMg3 lastoevoegmateriaal ruimschoots voldoen. En toch wordt het veel duurdere AlMg5 aanbevolen. Afhankelijk van te lassen diktes van een constructieonderdeel kan vermenging bij het maken van bijvoorbeeld hoeklassen wel 40 tot 50% bedragen. 40% van 0,6% Mg + 60% van 3% Mg geeft een lasmetaal met ongeveer 2% Mg. (Niet meegenomen is de eventuele verdamping van magnesium tijdens het lassen.) Bij 2% Mg is de scheurgevoeligheid van het lasmetaal aanzienlijk hoger dan bij toepassing van een AlMg5 welke een lasmetaal geeft van 3,2% Mg.
• Kraterscheuren, figuur 25, zijn eveneens stollingsscheuren. Door toepassing van de kratervul techniek zijn deze vaak te vermijden

Figuur 25: Voorbeeld van enkele typische eindkraterscheuren.
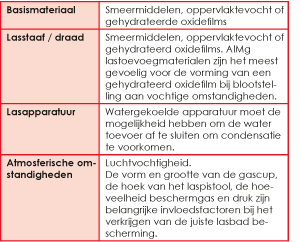
• Bronnen van vocht of koolwaterstoffen die poreusheid kunnen veroorzaken in de laszone zijn:
• Voorkom tocht, figuur 26. Tocht zal een verstoring veroorzaken in de gasbescherming met porositeiten en een zwarte las tot gevolg.
Figuur 26: Enkele voorbeelden waar tocht vandaan kan komen.
• In de praktijk zien we regelmatig gelaste aluminiumconstructies waarvan de lasnaden en de aangrenzende laszone zwart is. Hoe kan dat? Een diepe zwarting is met poetsen alleen niet meer te verwijderen. Deze zwarting is alleen te verwijderen door de las en directe omgeving mechanisch te bewerken. Dit laatste zal in de praktijk vaak om economische, technische en visuele redenen niet mogelijk zijn. De oorzaak van de zwarting moeten we zoeken in een onvoldoende gasbescherming zoals een te laag debiet beschermgas en met name de toortspositie door trekkend in plaats van stekend te lassen.
• Het MIG-lassen van aluminium met een standaard slangenpakket is niet mogelijk. Indien relatief dunne aluminium MIG lasdraden voor een bepaalde toepassing gebruikt moeten worden, maak dan gebruik van een “Push-Pull-systeem”. Aan een dergelijk systeem zijn enkele nadelen verbonden zoals een relatief zwaar, groot en duur laspistool.
• Vanaf een draaddiameter van 1,2mm kan er gelast worden met een standaard pakket van 3 á 4 meter lengte.
• Gebruik geen klassieke stalen liner maar een kunststofliner zoals teflon of polyamide. Een polyamide liner heeft de voorkeur. In tegenstelling tot andere liners kan een polyamide liner niet statisch geladen worden. Bij een statisch geladen liner hopen de stijtage stofdeeltjes zich namelijk op, waardoor de draad makkelijk kan vastlopen. Dit neemt niet weg dat óók een polyamide liner toch regelmatig door de lasser moet worden schoongeblazen met perslucht. Doe dit minimaal één keer per dag en bij voorkeur aan het einde van de werkdag.
• De in- en uitloopnippels moeten voorzien zijn van kunststof binnennippels. Ze moeten correct worden uitgelijnd en zo dicht mogelijk bij de draadaanvoerrollen, zie figuur 27.

Figuur 27. 4-wiel aangedreven draadaanvoersysteem. De aandrijfrollen, in- en uitloopnippels perfect uitgelijnd.
• Gebruik altijd een watergekoelde stroombron met;
- een watergekoeld laspistool
- kratervulsysteem
- ‘upslope’ en ‘downslope’ lasprogramma
• De draadaanvoerrollen moeten van staal of kunststof zijn en voorzien van een V-90° groef (figuur 28) of halfronde groef, aangepast aan de draaddiameter. Bij gebruik van kunststof aanvoerrollen zal bij slip de draad niet knikken, echter er is wel een risico van vastsmelten. Het verwijderen van de draadaanvoerrollen op de huidige moderne machines is eerder gedaan dan de draad opnieuw doorvoeren.

Figuur 28. Gecombineerde aandrijfrol (1,2 en 1,6mm) met V-90° groef, speciaal voor zachte lastoevoegdraden als aluminium, koper en haar legeringen.
Samenvatting
Aluminium en haar legeringen hebben een zeer gunstige sterkte/gewicht-verhouding. Zij hebben een goede corrosiebestendigheid, uitstekende vormgevingseigenschappen en een hoge thermische- en electrische geleidbaarheid. Verdere kenmerken zijn nog dat er geen verbrossing optreedt bij lage temperaturen en dat er een dekoratieve oppervlaktebehandeling toegepast kan worden. Aluminium is niet toxisch. De meeste aluminiumlegeringen hebben een goede tot zeer goede lasbaarheid. Door al deze eigenschappen is aluminium en haar legeringen een metaal met welhaast onbegrensde toepassingsmogelijkheden.
De keuze van welke aluminiumlegering voor welke toepassing zal vooral voor de beginnende constructeur nogal wat zorgen baren vanwege de enorme hoeveelheid legeringssamenstellingen. De lasingnieur zal het juiste toevoegmateriaal en lasproces moeten kiezen voor de betreffende legering c.q. constructie om te kunnen voldoen aan de gestelde kwaliteitseisen.
... Aluminium lassen is niet zo moeilijk als u denkt ....
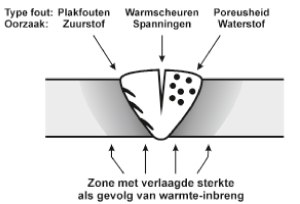
Typische lasfouten ontstaan tijdens lassen van aluminium en aluminiumlegeringen
Met dit referaat is geprobeerd meer inzicht te geven in de afzonderlijke aspecten die invloed hebben op het uiteindelijke resultaat bij het lassen van aluminium en haar legeringen.
Door stap voor stap de verschillende onderdelen te behandelen wordt meer inzicht gecreëerd in de aspecten die een belangrijke rol spelen. Hierdoor kunnen deze ook één voor één geanalyseerd worden in het geval dat er problemen optreden. Met name in die gevallen waar hoogwaardige kwalitietseisen spelen is dit bij het lassen van aluminium zeer kritisch. Door stap voor stap te kijken en analyseren kunnen op deze manier ook verbeteringen aangebracht worden.
Mits er voldoende kennis, vaardigheid als mede de juiste gereedschappen binnen een bedrijf aanwezig zijn, dan kan men de stelling hanteren; - Aluminium lassen is niet zo moeilijk als u denkt -