


ALLOY 400 Kwaliteit en productiviteit verhoging mogelijk door de ontwikkeling van een gevulde draad (basisch)
Alloy 400 is een nikkel koper (65%Ni- ca.30%Cu) legering met goede mechanische eigenschappen en een uitstekende weerstand tegen corrosieve omgevingen. Zeewaardige en chemische omgevingen zijn de twee toepassingsgebieden waar de legering ALLOY 400 gebruikt wordt.
Tekst: Bastien Gerard, Welding Engineer voor Welding Alloys Group
Vertaling: Lashuis Haprotech
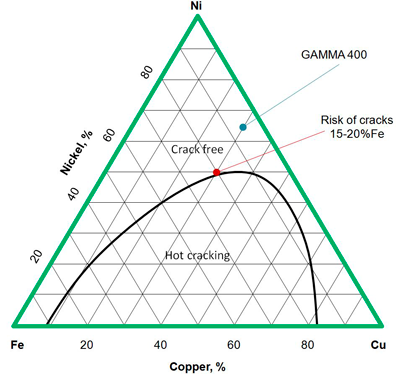
Figuur 1
Er zijn altijd wel uitdagingen en/of vragen met betrekking tot het gebruik van op nikkel en koper gebaseerde lastoevoegmaterialen.
De chemische samenstelling van het basismateriaal moet in ogenschouw worden genomen om het effect van opmenging met Ni-Cu producten te kunnen controleren (beheersen). (zie figuur 1)
• Opmenging met nikkel en koper; Alle niveaus van nikkel en koper zijn te vergelijken, hierdoor kunnen alle niveaus van opmenging worden toegepast zónder de angst voor scheurvorming.
• Opmenging met chroom; Chroom heeft een schadelijk effect op Ni-Cu materiaal. Een ernstige kans op Hot-Cracking kan ontstaan als het percentage Cr in het smeltbad meer dan 6-8 % bevat.
• Opmenging met ijzer; IJzer heeft een schadelijk effect op Ni-Cu. Een ernstige kans op Hot-Cracking kan ontstaan als het percentage Fe in het smeltbad boven de 15 % is. (Figuur 1)
Van de vier lasprocessen (GTAW; GMAW; SMAW en SAW) die worden gebruikt bij het verbindingslassen en cladden van Alloy 400 toepassingen wordt overwegend het lassen van massieve draad toegepast.
Het lasproces massieve draad lassen (GMAW / MAG-lassen met een massieve draad) is tot op heden het meest productief gebleken (semiautomatisch of automatisch). Het beste compromis tussen kwaliteit en productiviteit is echter te realiseren met een gevulde draad, waarbij een slak het gesmolten lasmetaal beschermt tegen oxidatie en het niveau van opmenging nauwkeurig gecontroleerd kan worden De keuze voor het toegepaste lasprocedé is mede afhankelijk van de bereikbaarheid, de laspositie, de toelaatbare opmenging en de productiviteit. (Figuur 2)
WELDING ALLOYS GROUP heeft een nieuwe basische gevulde draad (FCAW/ Mag- lassen met een poeder gevulde draad) GAMMA 400 ontwikkeld, met de lasmetaal samenstelling van een Alloy 400 (Figuur 3). Deze gevulde draad verenigt de kenmerken én de voordelen die zijn gekoppeld aan massieve draden en elektroden om hogere niveaus van productiviteit en hogere kwaliteit neersmelt te realiseren.
Productiviteit
Een significant voordeel van gevulde draden ten opzichte van de massieve equivalenten is de hoeveelheid neergesmolten materiaal per tijdseenheid. Bij identieke draaddiameters en met dezelfde operationele parameters (215A-25V-29cm/min) heeft de met poeder gevulde draad bij gelijke draadsnelheid veelal een neersmelt die 36% hoger ligt dan bij massieve draad. Dit betekent een neersmelt van ca. 4,6 kg/h voor het FCAW proces in vergelijking met 4 kg/h voor massieve draad GMAW.
Kwaliteit
Bij het gebruik van gevulde draden zal de kwaliteit aanzienlijk worden verbeterd. Uitgaande van gelijkwaardige operationele parameters, zal een gevulde draad aanzienlijk minder opmenging geven en een betere, zo niet optimale, lasbadbescherming geven dankzij de slakvormende elementen in het poeder. Indien, met gelijkblijvende (cladding) parameters op koolstofstaal, gelast word met een Ni-Cu massieve draad (ERNiCu7) loopt men een (relatief hoog) risico op warmscheuren. Dit wordt veroorzaakt door de hoge opmenging in de positie van 1 G/PA (~ 23% bij massief in vergelijking met 13% voor een gevulde draad). E.a. vertaalt zich in een ijzergehalte van 15% Fe in de eerste laag bij de massieve draad tegenover 9% Fe met het gevulde draadproces. (zie figuur 2 & 3 en overzicht in tabel 1)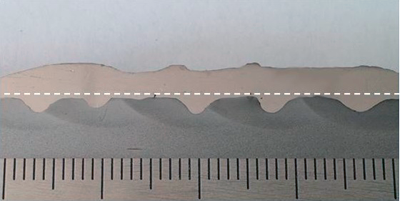
Figuur 2 Massieve draad - ERNiCu7 Puls-MAG: 215A - 26V - 29cm/min 1G/PA laspositie - opmenging 23% %Fe (1e laag) = 15% 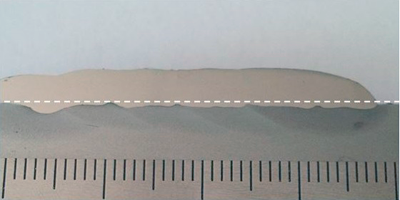
Figuur 3 Gevulde draad - ERNiCu7 (Gamma 400) MAG DC+; 215A - 25V - 29cm/min 1G/PA laspositie - opmenging 13% %Fe (1e laag) + 9% 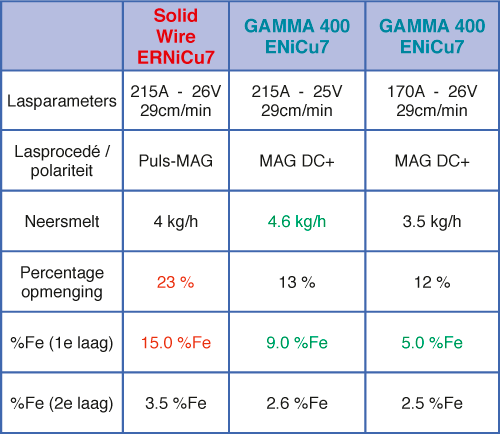
Tabel 1
Figuur 4 Verschil in opmenging tussen massieve en gevulde draad.
Wanneer het effect van corrosie een belangrijk onderwerp of overweging wordt bij de keuze van materialen, verhoogt het belang van de toegepaste claddingtechnologie een keuze voor gevulde draad als een mogelijke oplossing. Een cladlaag van hoge kwaliteit, aangebracht met een gevulde draad, biedt een betere bescherming tegen corrosie en is meer kosteneffectief dan het volledige onderdeel van hoog gelegeerd metaal vervaardigen. Met het oog op een optimale bescherming is de kwaliteit van een juiste overlapmethode essentieel. Sommige toepassingen vereisen een Alloy 400 als een volledige dekkende beschermende laag op het oppervlak van het werkstuk materiaal. Afhankelijk van de toepassing is het lassen met een basisch gevulde draad dé ideale oplossing; een cladlaag met volledige Alloy 400 samenstelling kan worden bereikt in twee lagen zonder een specifieke buffer laag, bovendien, gevulde draden kunnen worden toegepast met een eenvoudigere lastechnologie en zijn over het algemeen gemakkelijker te gebruiken (géén pulstechniek vereist, en het gebruik van M21 beschermgas). Kortom, een producent/fabrikant kan zijn productiviteit én kwaliteit verhogen met behulp van een gevulde draad.
Figuur 5 GAMMA 400 Oscillatie 20mm breed DC+; 215A - 25V - 11.5cm/min ¦ Opmenging 13%
GAMMA 400 van Welding Alloys kan met succes worden gebruikt in een range van toepassingen met een reproduceerbaar constante kwaliteit én in het productieproces de productiviteit verbeteren. De combinatie van hogere kwaliteit las en een betere verlasbaarheid betekent dat de gevulde draad voor de Alloy 400 zijn toepassingen vindt in diverse corrosieve omstandigheden.
Grote voordelen van deze unieke GAMMA 400 gevulde draad zijn dat hij voor zowel cladding (2-lagentechniek) als ook voor verbindingslassen gebruikt kan worden. Men moet hierbij uitsluitend letten op een interpass temperatuur van 150˚C en hoeft hierbij niet voor te verwarmen.
Lashuis Haprotech brengt deze en andere Welding Alloys producten exclusief op de markt.
AWS A 5.34 -> ENiCu 7T0-4 (1)
EN ISO 12153 -> T Z Ni 4060 B M21 3
(1)Classification pending
www.hetlashuis.nl