Aandachtspunten bij het lassen van titaan
Het lassen van ongeleerd titaan is op zich prima uitvoerbaar, omdat we hier van doen hebbenmet een metaal en niet met een legering. Veel gebruikte processen zijn het TIG en MIG-lassen alsmede laserlassen. Over het algemeen is gebleken dat men, bij het lassen van titaan, de voorzorgsmaatregelen onderschat die nodig zijn om een goede las te realiseren. Dat is tevens de reden dat er veel kostbaar werk verloren dreigt te gaan.
Door Ko Buijs - Innomet Consultancy BV
Er is namelijk een goede gasbescherming nodig voor zowel de laskant als de doorlaszijde. Dit geldt ook voor de afkoelende las, die beschermd moet worden tot een temperatuur is bereikt van 300°C. Daarom zal achter de lastoorts een sleepslof nodig zijn, die de afkoelende las en de warmte beïnvloedde zone beschermd tegen omringende gassen die binnen willen dringen in het titaan. Voordat men gaat lassen, dient er een goede voorbereiding te zijn zoals reinigen, ontvetten en het verwijderen van bramen. Bramen geven een oppervlaktevergroting en daardoor is er een grotere kans op imperfecties in de lasverbinding. De ‘kleur’ van de las is een goede indicatie hoe het met de kwaliteit staat van de las. Als deze las helder zilverachtig is, heeft men een uitstekende lasverbinding tot stand gebracht. Er moet dus worden gelast met een zeer geavanceerde gasbacking. Als het uitvoerbaar is dan is het lassen in een couveuse altijd het beste. De zuiverheid van het backinggas dient minimaal 99,99% te zijn, hoewel er ook bedrijven zijn die met drie negens achter de komma werken. Het zuurstofgehalte in het backinggas mag veelal niet hoger zijn dan 50 ppm, maar 10 tot 20 ppm is eigenlijk nog meer aan te bevelen.
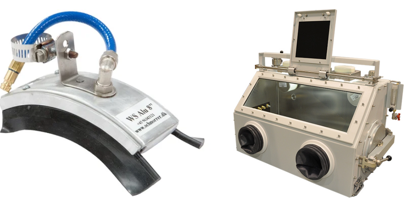
Abeelding 1: Hulpgereedschappen om een optimale las te leggen. Links ziet u een Trailing Shield en rechts een Glove Bob
Het uiterlijk van de las verraadt eigenlijk direct of er optimaal is gewerkt. Een helder zilverachtige kleur is dus het gevolg van een uitstekend lasresultaat. Strogeel wordt vaak ook nog geaccepteerd maar zeker niet altijd. Een lichtblauwe en een goudachtige kleur wordt in bepaalde gevallen soms ook nog met enige moeite geaccepteerd maar een donkerblauwe of doffe grijze kleur is het bewijs dat de las tijdens het smeltlassen en afkoelen niet afdoende beschermd is geweest. Dit is in de praktijk aan te tonen door een microhardheidsmeting omdat de las door gasopname harder wordt. Veelal is een hardheidstoename in de las tot 60Hv nog acceptabel hoewel er bedrijven zijn die dit nog te hoog vinden. Een te harde las dient mechanisch verwijderd te worden, maar niet door het slijpproces want dan wordt het titaan plaatselijk te heet. Zelfs met vacuüm gloeien zal opgeloste zuurstof niet verdwijnen en dat heeft te maken met de grote oplosbaarheid van zuurstof in titaan.
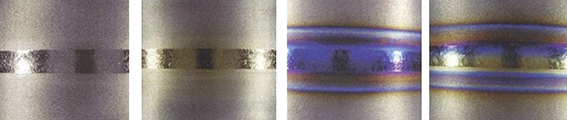
Afbeelding 2: diverse lasverkleuringen. U ziet van links naar rechts: Perfecte las, acceptabel, niet acceptabel en onaanvaardbaar
Op afbeelding 2 is te zien welke kleur van de las perfect en acceptabel is, maar ook de kleuren die absoluut niet meer door de beugel kunnen. Om verkleuring te voorkomen kan men het beste een couveuse gebruiken, waarin het inerte gas argon in hoge zuiverheid heerst. Een ander woord voor een couveuse is een glove box. Ook lassen in hoog vacuüm is op zich een prima oplossing. Maar zodra de delen, die gelast moeten worden, te groot zijn zal men gebruik moeten maken van goede backingkamers om de doorlassing te beschermen en een sleepslof die naast de las, ook de afkoelende las beschermd. Een ander woord voor een sleepslof is een trailing shield. In de praktijk wordt nog wel gebruik gemaakt om aanloopkleuren weg te borstelen met een roestvast staal borstel. Na dit borstelen zijn deze kleuren weliswaar verdwenen, maar het is absoluut onacceptabel omdat de gediffundeerde gassen nog steeds in het titaan aanwezig zijn. Met andere woorden de kwaliteit van zo’n lasverbinding is niet goed.
Omdat het thema kleur van de las zo belangrijk is, staan we hier nog wat langer bij stil. De kleurvorming van titaan verandert naarmate de temperatuur stijgt omdat de oxidehuid dan dikker wordt. De titaanoxidehuid is aanvankelijk transparant en kleurloos maar door het dikker worden, komt er een verandering van de lichtinval. De ontstane brekingsindex van het invallende licht, dat ook wel interferentie wordt genoemd, bewerkt dat er allerlei kleuren aan het oppervlak tevoorschijn komen. Het is feitelijk te vergelijken met de zogenaamde prismawerking waardoor invallend licht gebroken wordt. De interferentiekleuren die dan ontstaan, zijn in de volgende volgorde: lichtgeel, dat ook wel strogeel wordt genoemd, bruin, paars en violet, blauw en donkerblauw, groen, grijs en wit. Strogeel wordt over het algemeen door iedereen nog geaccepteerd maar zeker niet altijd want dat hangt namelijk sterk van de toepassing af.
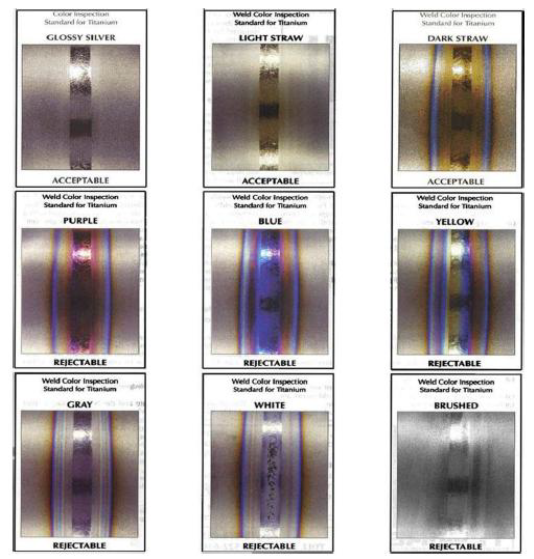
Afbeelding 3: kleurenkaart van lasverkleuringen.
Op afbeelding 3 is de kleurenkaart te zien die door verschillende instanties wordt uitgegeven, hoewel er geen enkele universele kleurenkaart bestaat die in een bepaalde norm is vastgelegd. Bedrijven en industrieën hanteren vaak hun eigen gedetailleerde interne specificaties die gebaseerd zijn op algemene aanvaarde kleurgradaties. Bekende organisaties die een eigen kleurenkaart uitgeven zijn ISO en American Welding Society zoals op de sheet is te zien. De ‘kleur’ die het meest getuigt van slecht laswerk is wit omdat er zoveel titaan verbrand is waardoor het witte titaanoxide ontstaat.