Blog Ko Buijs - Hardsolderen van titaan op staal en roestvast staal
Bekende thermische lasprocessen, zoals lassen met elektroden of TIG of MIG-lassen, zijn niet bruikbaar om titaan aan staal of roestvast staal te lassen. Doet men dit wel, dan zullen er brosse intermetallische verbindingen ontstaan, die de lasverbinding feitelijk waardeloos maken.
Door Ko Buijs - Innomet Consultancy BV
Er zijn wel goede resultaten bereikt door eerst een transitielaagje vanadium op het staal of roestvast staal te lassen. Daarna kan het titaan gelast worden aan het aangebrachte vanadium laagje en de verbinding is een feit. Het is echter wel een specialistische en kostbare activiteit. Daarom wordt onderstaand aandacht gegeven aan een goed alternatief en dat ishardsolderen. Titaan en titaniumlegeringen zijn zeer reactief van aard. In principe zijn al deze typen te solderen maar men stuit al gauw op bepaalde specifieke problemen. De stabiele en sterke titaanoxidehuid moet van de soldeerplek verwijderd worden, anders kan het soldeersel die plaats niet bevochtigen en zich niet verspreiden. Met solderen zullen de te solderen metalen niet echt smelten op de hechtingsplaats. Dat is op zich belangrijk, want indien het wel zou smelten, dan zullen in het titaan onherroepelijk intermetallische verbindingen ontstaan, die de lasverbinding zwak en inferieur maken.
Titaan heeft een sterke neiging om waterstof, zuurstof en stikstof te absorberen, tijdens het opwarmen boven de 300°C, waardoor het materiaal snel brosser wordt. Als dit niet voorkomen kan worden, dient er gesoldeerd te worden in een inerte of vacuüm conditie. De soldeertemperatuur mag niet hoger zijn dan 950°C maar ook bij lagere temperaturen kan worden gesoldeerd. Ook hier geldt dat het titaan eerst grondig gereinigd en ontvet moet worden, voordat men met solderen kan beginnen. Voor het solderen van titaan gebruikt men doorgaans een soldeerlegering op een basis van zilver, koper en nikkel. Met het genoemde soldeermateriaal kan men verbindingen maken met andere metalen, zoals met staal en roestvast staal. Ook zijn er soldeersoorten op nikkel en goudbasis. Voor het solderen moet er een flux worden gebruikt dat ook wel een vloeimiddel wordt genoemd. Deze flux verwijderd plaatselijk de oxidehuid zodat er metallisch contact tussen de twee metalen tot stand wordt gebracht.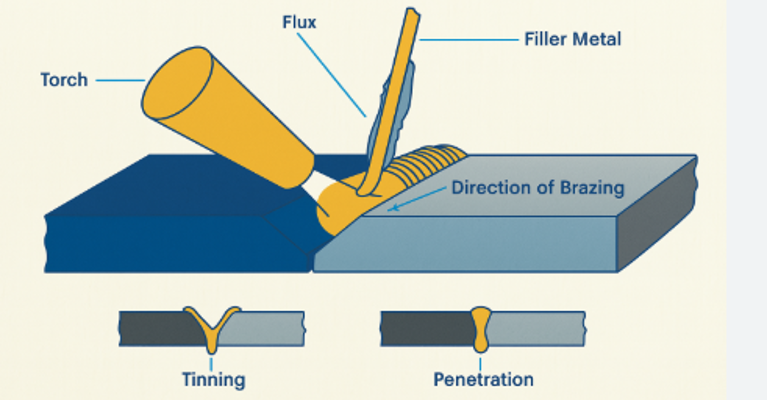
(Afbeelding: hardsolderen van titaan aan staal
Lastechnici die met veel verschillende metalen werken, hebben vaak te maken met het feit dat na het lassen of solderen het gerede product gegloeid moet worden om bijvoorbeeld spanningen af te bouwen of de structuur te laten veranderen. Het is daarom logisch dat deze vraag ook wordt gesteld in het geval van titaan. Commercieel zuiver titaan echter, is op zich een eenvoudig metaal dat slechts één fase bezit en daarom is een warmtebehandeling na het lassen in principe nooit nodig, want de lasverbinding heeft dezelfde corrosiebestendigheid als het moedermateriaal. Bij gelegeerd titaan kan het in bepaalde gevallen wel anders liggen. Ti-grade 5 wordt soms blank gegloeid op 930-1040 °C indien er hoge eisen zijn t.a.v. de treksterkte en vermoeiingseigenschappen. Indien er dan verkleuringen zijn ontstaan, moet het product ook gebeitst worden. Als beitsmiddel gebruikt men veelal een mengsel van waterstoffluoride en salpeterzuur. In het geval van hardsolderen is het soms wel raadzaam om te gloeien om interne spanningen te reduceren. De reden is dat hardsolderen vooral wordt gebruikt bij kleine precisieonderdelen die vormvast dienen te zijn.
Tijdens het soldeerproces ontstaan er thermische spanningen in het materiaal door plaatselijke verhitting gevolgd door afkoeling. Deze spanningen kunnen de kwaliteit van de soldeerverbinding ondermijnen. Titaan reageert namelijk gemakkelijk met de meeste soldeermaterialen en kan daardoor brosse intermetallische verbindingen vormen. Gloeien kan ook nuttig zijn om de microstructuur te stabiliseren en de ductiliteit te verbeteren.Bovendien zorgt een warmtebehandeling na de fabricage voor meer vormvastheid, wat belangrijk is voor precisieonderdelen. Zowel het solderen als het gloeien moet plaatsvinden in een vacuüm of inerte atmosfeer om oxidatie en de opname van waterstof en/of zuurstof te voorkomen. Zoals eerder is gesteld maken beide elementen de titaanmatrix onverantwoord bros. De specifieke temperatuur en duur van het gloeiproces is afhankelijk van het type titaan. Voor commercieel zuiver titaankan spanningsarm gloeien plaatsvinden bij 540 - 590 °C gedurende 30 minuten. Daarna kan het materiaal afkoelen in een beschermde omgeving. Het zal duidelijk zijn dat een zorgvuldige warmtebehandeling essentieel is voor een vormvaste en duurzame gesoldeerde titaanverbinding.