


Optimaliseren van de werking van uw ontbraammachine
Menig plaatverwerkend bedrijf heeft een ontbraammachine staan. Voor bijna net zoveel bedrijven is het een uitdaging om het maximale uit die machines te halen. Men neemt genoegen met een minimaal resultaat terwijl met wat kleine aanpassingen een veel beter resultaat verkregen kan worden. Of er zijn bijvoorbeeld twee doorgangen nodig voor de gewenste afronding terwijl dat resultaat ook in één doorgang behaald kan worden door een ander type borstel te gebruiken. Maar waar begin je als je de resultaten van ontbraammachine wilt optimaliseren? Wat zijn de mogelijkheden om tot een beter resultaat te komen? Op die vragen geven we in onderstaand artikel een antwoord.
We kunnen het optimalisatie-proces op twee manieren insteken:
1. Snelheid van de bewerking.
2. Kwaliteit van de bewerking en de te behalen finish.
Maar voordat je aan de slag gaat met optimaliseren: documenteer! Schrijf alles op. Ga daarna pas testen en leg weer alles vast! Deze gegevens zorgen voor inzicht in het proces en dat is essentieel om bij te sturen.
Procesbeschrijving
We starten dus met het beschrijven van het huidige proces door te noteren hoe de machines is ingesteld. Denk dan aan bijvoorbeeld diepte-instelling, doorvoersnelheid, bandsnelheid en de verbruiksmaterialen en positionering van je product op de transportband.
Nadat je het huidige proces nauwkeurig hebt beschreven, ga je omschrijven wat je einddoel is. Een grotere radius, snelheid van werken omhoog, een betere finish etc. Wees zo concreet mogelijk. De laatste en meest uitdagende stap is te bedenken wat ervoor nodig is om je doel te bereiken. Daarvoor heb je verschillende parameters tot je beschikking. Wijzig steeds slechts één parameter tegelijk en documenteer het resultaat.
In dit artikel gaan we verder in op de parameters die invloed hebben op het eindresultaat, zowel in kwalitatieve zin als in snelheid van werken. Als deze beiden optimaal zijn hebben we de “sweet-spot” gevonden en zijn wij pas tevreden.
Parameters en hun invloed
1. Positie van het product op de transportband.
Voor de hand liggend maar daarom ook vaak vergeten: hoe positioneer je het product op de transportband. Kijk daarbij naar je te ontbramen product en bepaal de optimale hoek ten opzichte van het schuurmateriaal. Dit is echt bepalend voor het resultaat.
2. Doorvoersnelheid.
De doorvoersnelheid wordt bepaald door de kwaliteit van het snijwerk. Dient er nog veel ontbraamd te worden, dan zal de snelheid lager liggen omdat de schuurkorrel tijd nodig heeft om zijn werk te kunnen doen. Hoeft er minder of kleinere bramen verwijderd te worden, dan kan de doorvoersnelheid omhoog. Testen zullen uitwijzen wat de optimale snelheid is.
3. Diepte-instelling van de borstels
De borstels zorgen voor de afronding van het plaatmateriaal. Hoe dieper de instelling van de borstels, hoe groter de afronding.
4. Diepte-instelling van de band
Pas op voor een te diepe instelling van de band. Je creëert hiermee diepe krassen die later in het proces niet meer verwijderd kunnen worden.
5. Contactwiel
De hardheid van het contactwiel bepaalt onder andere hoeveel druk je kunt geven. Met een hard contactwiel genereer je meer druk. Ook een wiel voorzien van groeven levert meer druk door oppervlakteverkleining van het contactpunt. Gebruik je een schuurband die veel druk nodig heeft om te presteren, kies dan voor een hard contactwiel eventueel uitgevoerd met groeven of segmenten. Met een hard contactwiel kan men over het algemeen sneller werken.
De hardheid en het loopvlak van een contactwiel zijn van invloed op de druk die je kunt uitoefenen.
6. Schuurmateriaal
Het mag duidelijk zijn dat de keuzes van schuurband en de diverse borstels van wezenlijk belang zijn voor het eindresultaat. Denk hierbij niet alleen aan de korrelgrofte, maar ook het soort mineraal, de hardheid van de borstel of de drager van de schuurband. Bij het optimaliseren van het slijpproces
Variabelen bij schuurmateriaal:
A. Mineralen en hun eigenschappen
- Aluminiumoxide: Een blokvormige, harde, taaie korrel. Algemeen toepasbaar voor lichtere verspaning.
- Zirkoniumoxide: harde taaie korrel, snijdt diep in het metaal. Voor middelzware en zware verspaning.
- Siliciumcarbide: zeer scherpe korrel die vrij makkelijk uitbreekt. Snijdt snel op o.a. RVS, non ferro metalen en titanium en geeft een specifieke finish.
- Keramische korrel, (o.a. 3M CubitronII) Extreem hard en scherp, met een gelijkmatige zelfscherpende structuur. Voor middelzware en zware verspaning.
Om hun slijpende werking te behouden is het van belang dat een korrel steeds opnieuw kan uitbreken waarbij er weer nieuwe scherpe puntjes tevoorschijn komen. Die proces noemen we regenereren en hiervoor is druk vereist.
Hoe snel of makkelijk een korrel onder druk uitbreekt is afhankelijk van het mineraal. Elk mineraal heeft hierin zijn unieke eigenschappen. Als de korrel vanwege te weinig druk niet kan uitbreken, zal hij afronden en gaan verglazen. De band wordt hiermee waardeloos. 
Korrelsoort met de benodigde druk voor regeneratie.
Ben je in jouw situatie niet in staat veel druk te geven, dan kan een papieren band met een eenvoudige Aluminium Oxide korrel de beste oplossing zijn. De korrel breekt ondanks de lagere druk toch goed uit en presteert goed onder de gegeven omstandigheden.
B. Backing van de schuurband
We kennen schuurbanden met een papieren rug die prijsgunstig zijn maar wel snel scheuren. Geschikt voor licht ontbraamwerk en voor kleine series. Schuurbanden met een linnen of polyester rug zijn duurder maar ook duurzamer. Geschikt voor het zwaardere werk en grote series. Banden met een polyester backing zijn daarnaast ook geschikt voor natte applicaties.
C. Korrelgrofte
Grover schuurmateriaal bevat per cm2 oppervlakte minder korrels dan fijner schuurmateriaal. Hierdoor is de druk per cm2 groter bij een grovere korrel. Dit leidt tot agressiever verspanen maar ook tot diepere krassen. Een fijne korrel zorgt daarentegen voor meer warmte-inbreng wat zeker bij dun plaatwerk nog een belangrijke factor kan zijn.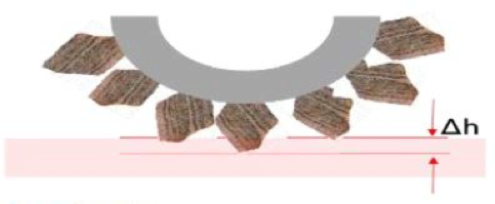
Mineraal, korrelgrootte en druk bepalen de penetratie van de korrel en daarmee de afnamehoeveelheid.
Optimaliseren door de kwaliteit van de komborstels
De bovengenoemde mineralen worden ook gebruikt in het schuurmateriaal van de komborstel, al dan niet gecombineerd met slijpvlies dat zorgt voor een bepaalde finish. Hard vlies zorgt daarbij voor een stugge borstel die met het juiste mineraal meer zal verspanen. Zacht vlies is vriendelijker en geeft een mooiere finish maar neemt minder materiaal af. Een zachtere borstel voegt zich wel makkelijker naar de contouren van een werkstuk en is daarmee geschikt voor het afronden van plaatwerk met gaten of contouren.
Optimaliseren door de kwaliteit van de fladderborstels en walsen
Kies voor een agressieve korrel zoals de CubitronII korrel als de borstel voornamelijk een afronding moet geven, kies voor een minder agressieve korrel als de borstel alleen een bepaalde finish moet geven.
Optimaliseren door te besparen op wisseltijd van de schuurblokjes
Bepaalde ontbraammachines zijn voorzien van zogenaamde blokjesbanden. Een kunststofdrager voorzien van tientallen schuurblokjes. Het wisselen van al deze blokjes kan al snel 2 uur in beslag nemen. Metaaltechniek levert deze banden voorzien van een snelwisselsysteem. In één beweging verwijder je zonder gereedschap het oude blokje en vervangt die even eenvoudig voor een nieuwe. De besparing op wisseltijd kan hierdoor oplopen tot 2 uur kostbare productietijd!
Ook voor deze banden geldt dat ze uitgevoerd kunnen worden met alle denkbare soorten schuurmateriaal, slijpvlies of een combinatie van beiden.
Zoals je merkt is optimaliseren een spel van proberen, meten en noteren. Harde data zijn leidend en geven inzicht in het proces. Kennis van de werking van schuurmateriaal zorgt ervoor dat we het spel niet lukraak spelen, maar weloverwogen en onderbouwd met de parameters aan de slag gaan.
Graag spelen we dit spel van optimaliseren ook samen met jullie! Vanaf stap één duiken we samen in jullie procesoptimalisatie. Vanaf het beschrijven van de huidige situatie tot een bewezen werkprotocol van de geoptimaliseerde situatie. Nodig ons uit voor een vrijblijvend gesprek. Voor de meeste van onze klanten levert dit een besparing op van 20% én je bent zelf weer veel wijzer geworden over het complexe proces van ontbramen en finishen! Bel voor een afspraak: 033-4558788 of stuur een e-mail naar info@metaaltechniek.nl.

