


Betere en meer kost efficiënte bewerking met super-duplex roestvast staal
Rinaldo Brivio, Global Technical Marketing, Sandvik Materials Technology, legt uit hoe verspanende bedrijven het juiste evenwicht kunnen vinden tussen het optimaliseren van de prestaties van hun machinale bewerkingen en de kosten en investeringen toch op een zo laag mogelijk niveau te houden.
Het is bekend dat bewerkingsprocessen veranderen bij een overstap van koolstofstaal naar roestvast staal, verspaners waren na omschakeling genoodzaakt de verspaningsgegevens te veranderen. Daarnaast kregen ze te maken met verschillende problemen, zoals trillingen, snijkantsopbouw van gereedschap en spaanbeheersing.
Deze problemen ontstonden niet alleen door de overstap naar roestvast staal, maar door de onvoldoende kwaliteit van het specifiek gekozen materiaal. Een oplossing hiervoor ligt in de keuze van een roestvast staal van een hogere kwaliteit en met bewezen eigenschappen voor bewerking.
Super-duplex roestvast staal
In het algemeen is het eenvoudiger koolstofstaal te bewerken dan super-duplex roestvast staal, maar deze laatste hebben superieure mechanische eigenschappen. ‘Super-duplex’- soorten worden zo genoemd omdat ze resistenter zijn tegen putcorrosie dan duplex roestvast staal.
Het eigen super-duplex roestvast staal van Sandvik, SAF 2507, heeft een chemisch uitgebalanceerde metallurgie waardoor het eigenschappen krijgt die zeer gunstig zijn bij de bewerking. Denk hierbij aan een hogere mechanische sterkte, lage hardheid en taaiheid.
Het materiaal wordt al veel gebruikt in de offshore olie- en gasexploratie en -productie, in warmtewisselaars in petrochemische en chemische verwerking, en kan ook in toepassingen in de hydraulica en voor instrumenten worden gebruikt.
Desondanks wilde Sandvik een vergelijkend onderzoek uitvoeren met zijn eigen product en een super-duplex soort van een concurrerende Europese staalproducent. Beide materialen werden onderworpen aan verschillende bewerkingstesten. Getest werd met machine buis met een diameter van 100 mm, in een Sandvik Productivity Centre in Milaan, Italië.
De faciliteit wordt geleid door Sandvik Coromant, een zusterbedrijf van Sandvik Material Technology en een wereldleider op het gebied van onderzoek, ontwikkeling, en levering van gereedschap en diensten voor de verspanende industrie. In 2012 stond Sandvik Coromant in de lijst van ‘De meest innovatieve bedrijven ter wereld’ van Forbes magazine vanwege zijn vooruitstrevendheid in bewerking.
Draaitesten
In de faciliteiten van Sandvik Coromant werd als eerste het draaivermogen van elk super-duplex-materiaal beoordeeld. Hierbij wordt een stalen cilindrisch werkstuk op hoge snelheid gedraaid op een draaibank, terwijl een enkelsnijdend snijgereedschap parallel aan de draaiingsas wordt bewogen, zoals te zien in afbeelding 1. Dit proces wordt normaal gesproken extern aan een werkstuk uitgevoerd om de diameter tot een specifieke afmeting terug te brengen.

Afbeelding 1. Tijdens het draaien wordt een cilindrisch stalen werkstuk op hoge snelheid geroteerd in een draaibank.
De super-duplex-materialen werden blootgesteld aan een gemiddelde tot ruwe bewerking op specifieke wisselplaatgeometrieën, met als doel het vinden van de optimale balans tussen snijsnelheid en voeding waarmee de langste levensduur voor het gereedschap wordt bereikt. De werkstukken werden met een snelheid van 0,3 millimeter per omwenteling (mm/omw) bewerkt met snijsnelheden tussen 60 en 125 meter per minuut (m/min) met een snedediepte tussen 2 en 3 mm.
De bewerking werd uitgevoerd tot de gewenste vrijloopvlakslijtage (van 0,3 mm) was bereikt, of aanzienlijke tekenen van slijtage zichtbaar werden, zoals snijkantbreuk op de primaire en secundaire snijkanten, plastische deformatie, uitbreking of kerfwerking op de snijkanten gelijk aan of groter dan 0,5 mm/omw.
Tijdens visuele controles is vastgesteld dat de wisselplaatslijtages roter waren op de super-duplex van de Europese staalproducent na bewerking op de laagste (60 m/min) en hoogste (125 m/min) snijsnelheid en dat de levensduur van het gereedschap met Sandvik-materiaal aanzienlijk langer was in deze gevallen. De prestaties van beide materialen was gelijk op de gemiddelde snelheden van 80 tot 100 m/min. Grafiek 1 combineert de resultaten.
Spaanvorming
Staal met optimale bewerkbaarheid moet zacht genoeg zijn om eenvoudig te bewerken, maar bros genoeg zodat de spaan afbreekt en loslaat.
Vandaar dat de tweede testronde gericht was op spaanvorming om de effecten van de snedediepte en voeding van elk super-duplex-materiaal te beoordelen in de diameters 100 mm en 40 mm. Beide soorten zijn bewerkt met een snijsnelheid van 70 m/min en 90 m/min, met behulp van dezelfde draaibank als hiervoor genoemd.
Op beide bewerkingssnelheden werden van Sandvik SAF 2507 een hoger verspaand volume behaalt dan van de super-duplex van de concurrent. Hieruit blijkt dat de Sandvik-soort een hogere bewerkbaarheid heeft en gunstigere eigenschappen voor een langere gereedschapslevensduur.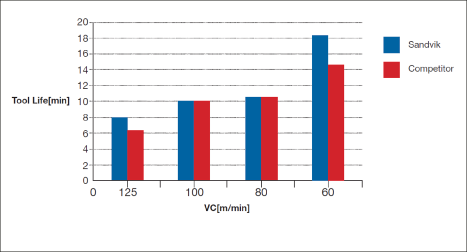
Grafiek 1. Tekenen van slijtage op de snijvlakken van beide materialen in relatie met levensduur gereedschap (min) en snijsnelheid (Vc, m/min).
Boortesten
De volgende testfase betrof het boren van 257 gaten in beide materialen, in verschillende schijven op een lengte van 60 mm gesneden van dezelfde groep staven die voor het draaien waren beoordeeld. De gaten zijn tot een diepte van 26 mm geboord, drie keer de diameter en parallel aan de as van het rondstaf om een accurate snijwerking te garanderen.
De massieve hardmetalen boor (geproduceerd door Sandvik Coromant) is achteraf gecontroleerd op visuele tekenen van slijtage. In het super-duplex van de concurrent werden slechts 135 gaten geboord voor de boor de slijtagegrens duidelijk overschreed, in vergelijk met 168 gaten in het Sandvik SAF 2507.
Bovendien zijn van elk materiaal de spanen visueel onderzocht na het boren van 80 gaten. De spanen van Sandvik SAF 2507 waren ‘beter’, waaruit blijkt dat het materiaal tijdens het boren minder energie benodigd.
Verdere analyses en het gebruik van machinebuis
Natuurlijk blijven kosten de belangrijkste factor bij de keuze van nieuwe materialen voor bewerking. De specialisten van Sandvik hebben zich gewend tot de Productivity Analyzer-software van Sandvik Coromant. Deze software heeft verschillende data verzameld, waaronder kosten voor gereedschap, wisselplaten en de totale cyclusduur; zowel voor Sandvik SAF 2507 als het materiaal van de concurrent.
Uit de bevindingen bleek dat het met Sandvik SAF 2507 mogelijk is 6,62 euro per werkstuk te besparen (€/st), terwijl de productiviteit met 20% stijgt. Tabel 1 toont de resultaten.
Tabel 1 toont ook de significante verbeteringen in productiviteit en besparingen die mogelijk zijn met Sandvik SAF 2507 in de vorm van een machinebuis. Sandvik raadt het gebruik van een machinebuis aan om de bewerkingstijd nog verder te verlagen door het elimineren van een centrale boring. Zowel rondstaf als de machinebuis worden in Afbeelding 2 getoond.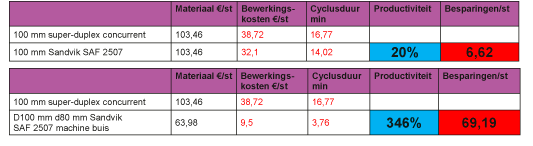
Tabel 1. Verzamelde gegevens tonen aan dat Sandvik SAF 2507 kosteneffectiever is, zelfs nog effectiever als er voor machinebuis wordt gekozen.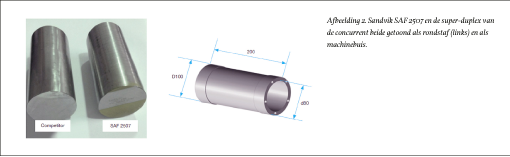
Conclusie
Hoewel de uitgebreide testresultaten van de faciliteiten van Sandvik Coromant aantonen dat Sandvik SAF 2507 de productiviteit, het concurrentievermogen en de winstgevendheid van werkplaatsen kunnen verbeteren ten opzichte van de super-duplex van de concurrent, kunnen de productiekosten van de verspaners nog verder omlaag worden gebracht door te kiezen voor machinebuis in plaats van volstaf.