Warmtewisselaars: een inleiding
Als een ontwerper apparatuur kiest voor warmteoverdracht dient hij basisprocesvariabelen in beschouwing te nemen en daarnaast nog een veelheid aan andere factoren, zoals temperatuurspanningen, wanddikten van pijpen en omhulling, keerschottypen, pijpschikking en standaard pijplengten. Onder normale omstandigheden dient het mechanische ontwerp te voldoen aan eisen van de ASME of API-ASME veiligheidscodes of enige andere norm met betrekking tot veiligheid. In Amerika publiceert de TEMA (Tubular Exchanger Manufacturers Association) standaarden over algemene ontwerpmethoden en constructiemateriaal voor pijpenwarmtewisselaars.
E. W. MacMullin
(artikel gepubliceerd in Roestvast Staal nummer 8, 1991- artikel 137)
Pijpafmetingen en -schikking
Standaardlengten van pijpen in pijpenwarmtewisselaars bedragen 8, 12 of 16 H en deze standaardpijpen zijn leverbaar met een verscheidenheid van verschillende diameters en wanddikten. Warmtewisselaars met pijpen met kleine diameters zijn goedkoper per oppervlakte-eenheid warmteoverdragend oppervlak dan die met grote pijpdiameters. Dit komt omdat een gegeven oppervlak kan worden ondergebracht in een kleinere schaaldiameter. Daar staat tegenover dat pijp met kleine diameter moeilijker is te reinigen. Veel voorkomende pijpdiameters zijn 3/4 en 1 inch buitendiameter. Daarnaast komen voor industriële toepassing ook buitendiameters voor die variëren van 5/8 tot 1 1/2 inch. De dikte van de pijpwand wordt gewoonlijk gespecificeerd volgens de Sirmingham draad gauge, hierbij zijn afwijkingen van de nominale wanddikte van + 10 procent toegestaan voor pijpen met gemiddelde wanddikte en + 22 procent voor pijpen met minimum wanddikte. Bij de bepaling van de wanddikte van de pijpen moet rekening worden gehouden met druk, temperatuur, corrosie en toeslagen voor uitzetting van afzonderlijke pijpen in de pijpenplaten. De pijpschikking wordt gedefinieerd als de kortste hart tot hart afstand tussen naburige pijpen, terwijl de kortste afstand tussen twee pijpen wordt aangeduid als de ruimte. In de meeste pijp-schaal warmtewisselaars varieert de pitch van 1,25 tot 1,50 maal de pijpdiameter. De clearance dient tenminste een kwart van de pijpdiameter te bedragen en 3/16 inch wordt gewoonlijk beschouwd als een minimum.
De pijpen worden gewoonlijk in een vierkant of een driehoekig patroon gerangschikt, zoals is weergegeven in afbeelding 1. Hoewel een vierkante rangschikking het voordeel biedt van makkelijkere uitwendige reiniging, wordt soms de voorkeur gegeven aan de driehoekige rangschikking omdat hiermee meer pijpen een plaats kunnen vinden in een schaal met een gegeven diameter. 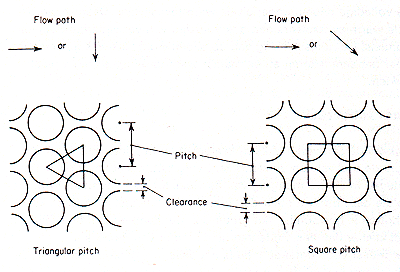
Afbeelding 1. Conventionele rangschikkingen van pijpen in een pijpenplaat.
Schaalafmetingen
Voor schaaldiameters tot 24 inch gelden nominale pijpafmetingen. Gewoonlijk wordt de inwendige schaaldiameter opgegeven en het In het algemeen wordt voor schaaldiameters tusse n 12 en 24 inch een wanddikte gehanteerd van 3/8 inch , tenzij er sprake is van buitengewoon corrosieve vloeistoffen of dat de werkdruk op de schaal een waarde van 300 psig te boven gaat.
Thermische spanningen
Thermische uitzetting kan optreden als het materiaal van de warmtewisselaar, zoals metalen onderdelen, wordt verwarmd. Zo kan bijvoorbeeld thermische uitzetting zowel verlenging van de pijpenbundel als van de schaal veroorzaken als het apparaat wordt verwarmd. Omdat de uitzetting van pijpenbundel en schaal kan verschillen, moeten er voorz ieningen zijn getroffen om hierdoor optredende thermische spanningen te reduceren. Afbeelding 2 toont een warmtewisselaar met vaste pijpenplaten zonder enige mogelijkheid voor uitzetting. De afbeeldingen 3 en 4 tonen twee conventionele wisselaartypen met een floating head waarmee spanningen als gevolg van thermische uitzetting kunnen worden opgevangen. Thermische spanningen als gevolg van uitzetting van de pijpenbundel kunnen ook worden vermeden door gebruik te maken van V-vormige pijpen. Sommige warmtewisselaars zijn voorzien van expansiebalgen of -ringen in de schaal die de thermische uitzetting van de schaal opvangen. Het gebruik van warmtewisselaars met een vaste kop dient te worden beperkt tot apparaten met korte pijpen of tot die gevallen waarin het maximum temperatuurverschil tussen pijpen en schaal minder is dan 1°C. In het algemeen geldt dat voor de meeste toepassingen floating head warmtewisselaars met verwisselbare pijpenbundels de voorkeur verdienen.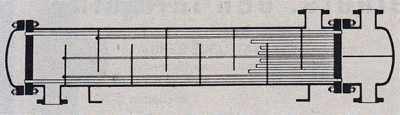
Afbeelding 2. Warmtewisselaar met vaste pijpenplaten.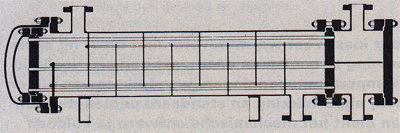
Afbeelding 3. Warmtewisselaar met inwendige floating head.
Afbeelding 4. Warmtewisselaar met uitwendige floating head.
Reiniging en onderhoud
Warmtewisselaars vergen periodieke reiniging, vervanging van pijpen of enig ander onderhoud. Het inwendige van rechte pijpen kan simpel worden gereinigd door ragen met een borstel. Het reinigen van het uitwendige van pijpen vergt gewoonlijk het verwijderen van de volledige pijpenbundel uit de warmtewisselaar. Daarom worden vele warmtewisselaars dan ook voorzien van verwijderbare pijpenbundels. De rangschikking van de pijpen wordt dikwijls gedicteerd door het aantal keren en de manier waarop reiniging moet plaatsvinden.
Keerschotten
Hoewel de aanwezigheid van keerschotten in pijpenwarmtewisselaars de drukval aan de schaalkant vergroot, is het voordeel ervan gelegen in betere menging van de vloeistof alsmede meer turbulentie die deze drukval meer dan goedmaken. De afstand tussen keerschotten is gewoonlijk niet groter dan de diameter van de schaal en niet kleiner dan één vijfde van de diameter van de schaal. Het meest voorkomende type is het gesegmenteerde keerschot, zie afbeelding 5. Veel gesegmenteerde keerschotten hebben een schothoogte van 75 procent van de inwendige schaaldia meter. Andere typen omvatten het ring-en schijfkeerschot en het geperforeerde keerschot, zie de afbeeldingen 6 en 7. In sommige w armtewisselaars worden ook wel al dan niet permanente keerschotten in de langsrichting aangetroffen.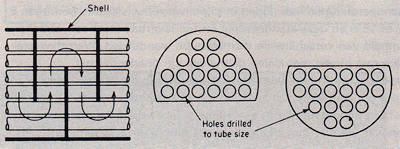
Afbeelding 5. Gesegmenteerde keerschotten.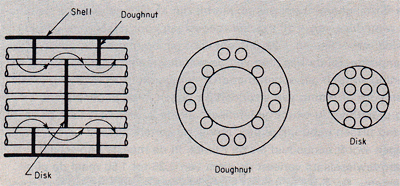
Afbeelding 6. Schijf- en ringkeerschotten.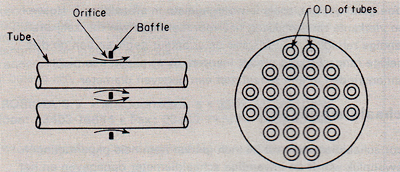
Afbeelding 7. Geperforeerde keerschotten.
Gesegmenteerde en ring-en schijfkeerschotten zijn voorzien van openingen voor de pijpen met een afmeting dicht in de buurt van de buitendiameter van de pijpen. Bij deze twee keerschotty pen varieert de ruimte tussen opening en pijp van 1 tot 3 procent van de pijpdiameter. Als een gevolg hiervan kan er wat vloeistof door deze ruimten dringen, maar het merendeel van de vloei stof stroomt tussen de keerschotten in een richting, loodrecht op de pijpen. Geperforeerde keerschotten moeten dermate dicht op elkaar staan, dat ze steeds een toename veroorzaken van de stromingssnelheid van de vloeistof door de openingen tussen de perforaties waar de pijpen doorsteken en de pijpen. Dit type keerschot moet niet worden toegepast bij vloeistoffen met een sterke neiging tot vuilafzetting. Om de keerschotten op hun plaats te houden worden rechte trekankers gebruikt. Hiervan zijn er gewoonlijk 4 tot 6 nodig met diameters die kunnen variëren van 1/8 tot 1/2 inch. Ze worden vastgemaakt aan de pijpenplaat ter weerszijden en er worden pijpstukken overheen geschoven om voldoende draagvlak tegen de schotten te creëren. De wanddikte van keerschotten dient tenminste twee maal de wanddikte van de pijpen te bedragen en ligt doorgaans tussen 1/8 en 1/4 inch. De pijpenplaten dienen een wanddikte te bezitten die tenminste even groot is als de uitwendige diameter van de pijpen. Voor industriële warmtewisselaars wordt 7/8 inch gewoonlijk beschouwd als een minimum dikte voor pijpenplaten.
Vloeistofsnelheid en locatie
De voornaamste factoren bi j de bepa ling van de geschiktste locatie van vloeistoffen in een warmtewisselaar zijn de verontreinigende en corrosieve kenmerken ervan, verder de drukval over het apparaat, materiaalkosten en algemene fysische kenmerken van zowel de vloeistoffen als van de warmtewisselaar. Als één van de vloeistoffen hogelijk corrosief is, dan dient deze door de pijpen te stromen. Hiermee wordt de noodzaak voorkomen van gebruik van corrosievast materiaal aan de schaalkant van de warmtewisselaar en kan worden volstaan met alleen corrosievast materiaal voor de pijpen. Omdat inwendig reinigen van pijpen aanzienlijk makkelijker is dan uitwendig reinigen, dient bij voorkeur die vloeistof met de sterkste verontreinigingsneiging door de pijpen te stromen. Als één vloeistof onder druk staat bij verder gelijkblijvende voorwaarden, dan kan de uitgave aan een hogedruk schaal achterwege blijven door deze vloeistof door de pijpen te laten stromen. De stromingssnelheden van de v loeistoffen die een warmtewisselaar passeren aan de schaalkant en door de pijpen kunnen een sterke invloed hebben op de warmteoverdracht en op de drukval. De gunstige invloeden van grote film-coëfficiënten kunnen in geval van hoge stromingssnelheden worden teniet gedaan door de nadelige invloeden van hoge drukval. Als één van de vloeistoffen visceuzer is dan de andere, dan kan de drukval in de pijpen buitensporig zijn als de visceuzere vloeistof door de pijpen stroomt met een snelheid die nodig is om tot de gewenste mate van warmteoverdracht te komen. Daarom dienen de invloeden van vloeistof stromingssnelheden en viscositeit zorgvuldig te worden afgewogen alvorens tot een besluit te komen over de te kiezen wegen. 
Afbeelding 8. Warmtewisselaars met vaste pijpenplaten; pijpen 3/4 inch BD; rangschikking 1 inch in het vierkant; pijplengte 76 of 20 ft. Schaal van koolstofstaal. Werkdruk 750 psi.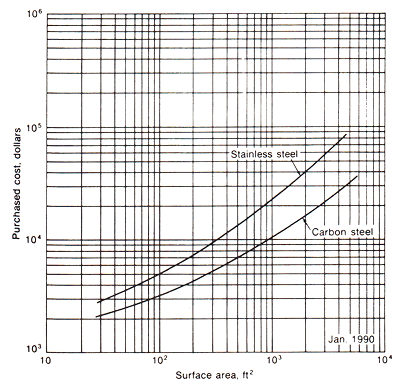
Afbeelding 9. Warmtewisselaar met U-pijpen; pijpen 1 inch BD; rangschikking 1 inch in het vierkant; pijplengte 16ft. Werkdruk 150 psi.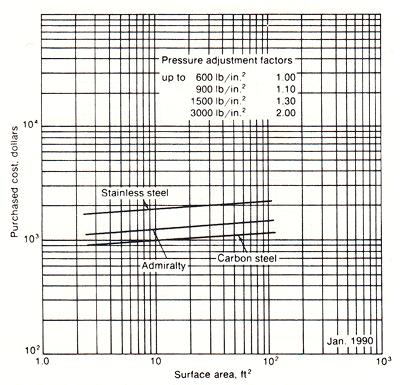
Afbeelding 10. Prijs van warmtewisselaars met dubbele pijpen.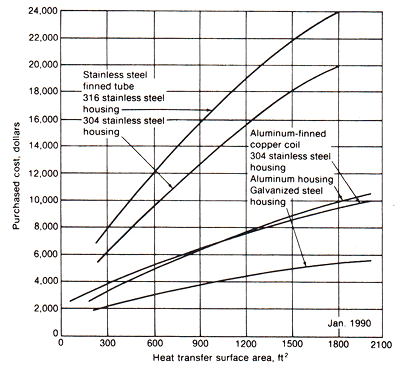
Afbeelding 11. Prijs van tank-ontgassingscondensoren.
Water
Omdat water (nog steeds) in voldoende mate voorhanden is en vanwege zijn hoge warmtecapaciteit, wordt hiervan intensief gebruik gemaakt als warmteoverdragend medium. Bij hoge temperaturen oefent water aanzien lijke corrosieve werking uit op staal, vooral als het water ook nog opgeloste zuurstof bevat. Om deze reden wordt er dikwijls gebruik gemaakt van non-ferro metalen in warmtewisselaars als water één van de vloeistoffen is. Om de kosten te beperken, kan het water door de (duurdere) non-ferro pijpen worden geleid waarbij dan de schaal kan worden gemaakt van staal. Als water in voortdurende aanraking komt met staal, moet er in het ontwerp worden gerekend met flinke corrosietoeslagen. Vloeistofmengsels die vaste stof bevatten hebben de neiging om tot snelle vervuiling van de warmtewisselaar te komen als ze daar doorheen gaan. De vaste stof kan bezinken en aanbakken aan de hete oppervlakken. Deze moeilijkheid kan worden gereduceerd door de vloeistof met een zodanige sne lheid door te laten stromen dat er onvoldoende tijd is voor neerslagvorming. In geval van water wordt een minimum stromingssnelheid gehanteerd van 1 m/s. Deze minimum stromingssnelheid is vooral van belang als van het water bekend is dat het gesuspendeerde vaste stoffen bevat. Aangezien het buitengewoon lastig is om aan de schaa lkant locaties met lage stromingssnelheden te vermijden, dient vaste stof houdend water door de pijpen te worden geleid. Indien mogelijk moeten gesuspendeerde vaste stoffen uit het water worden verwijderd alvorens het de warmtewisselaar binnengaat. Dit kan worden verwezenlijkt met behulp van bezinktanks of filters. Gaasfilters worden in waterleidingen gewoonlijk gebruikt voor de verwijdering van afval, zoals stokjes, keitjes of plukjes algen. Een gaasfilter is echter niet in staat om fijn gesuspendeerde vaste stoffen te verwijderen. Een andere moei lijkheid die zich voordoet bij water als warmteoverdragend medium is de vorming van minerale scale. Bij temperaturen van meer dan 5°C wordt de scalevorming van water met gemiddelde mineraal-en luchtgehalten te hoog. Derhalve moet voor water een uittree-temperatuur van meer dan 5°C worden vermeden.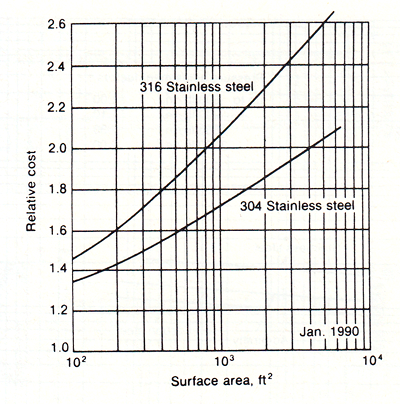
Afbeelding 12. Prijs van warmtewisselaars met roestvast stalen pijpen ten opzichte van volledig stalen apparaten.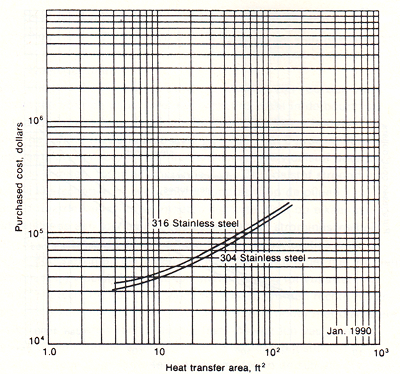
Afbeelding 13. Prijs van agitated falling-film verdampers, compleet met motor en aandrijfwerk.
In veel gevallen is het aan te bevelen om het water te verzachten met behulp van een chemische waterbehandeling voordat het de warmtewisselaar binnengaat. Heet water dat uit een warmtewisselaar komt kan weer worden gebruikt door het te koelen in een koeltoren. Hiermee kunnen zowel de onthardingskasten als de aanschafkosten van vers water worden verlaagd.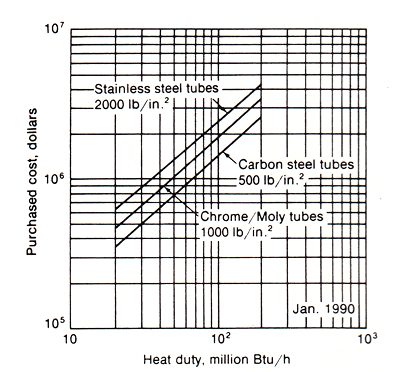
Afbeelding 14. Prijs van procesoven, boxtype met horizontale pijpen.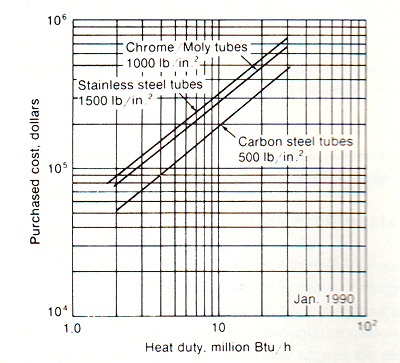
Afbeelding 15. Prijs van direct gestookte verhitters, cilindrisch type met vertivale pijpen.
Kosten van een warmtewisselaar
De voornaamste factoren die va n invloed zijn op de kosten van warmtewisselaars zijn:
- Warmteoverdragend oppervlak.
- Pijpdiameter en rangschikking.
- Pijplengte.
- Druk.
- Constructiemateriaal voor pijpen en schaal.
- Aantal en type van de keerschotten.
- Ondersteuningen, hulpmiddelen en installatie.
- Speciale voorzieningen, zoals floating heads, verwisselbare pijpenbundels, pijpen met vinnen en V-bochten.
Sommige fabrikanten specialiseren zich in bijzondere warmtewisselaartypen en kunnen derhalve voor zulke specialiteiten lagere prijzen vragen dan andere fabrikanten. De gemiddelde aanschafkosten van complete warmtewisselaars, afhankelijk van het toegepaste constructiemateriaal, zijn weergegeven in de afbeeldingen 8 tot en met 11. Vanwege de talloze mogelijke uitvoeringsvormen van warmtewisselaars moeten de voornoemde gegevens als richtlijn worden beschouwd en dienen ze voornamelijk voor het maken van een eerste schatting.
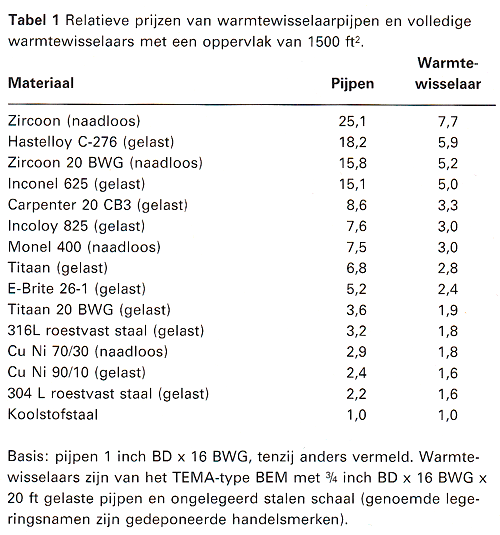
Relatieve kosten
Als er in plaats van één, twee floating heads worden toegepast, stijgt de prijs met ongeveer 30 procent. Wordt daarentegen gekozen voor vaste pijpenplaten of V-p ijpen in plaats van één floating head, dan neemt de prijs met zo'n 10 tot 15 procent af. Tabel 1 geeft een overzicht van de relatieve kosten van pijpenwarmtewisselaars op basis van het toegepaste constructiemateriaal en afbeelding 12 toont de kosten van warmtewisselaars met twee typen roestvast stalen pijpen ten opzichte van een volledig van koolstofstaal vervaardigd apparaat. De afbeeldingen 13 tot en met 15 geven de aanschafprijzen weer van falling-film verdampers en verh itters, die zijn voorzien van pijpen van verschillende materialen.