


Smeedstukken van titaan
Ten onrechte wordt in de industrie vaak aangenomen dat smeedstukken van titaan alleen te vinden zijn als onderdelen voor de luchtvaartindustrie en daarom is het van belang om door middel van dit artikel meer duidelijkheid te verstrekken waar dergelijke smeedstukken nog meer hun weg vinden, opdat er mogelijk nog meer toepassingen gevonden kunnen worden. Ook hier geldt 'onbekend maakt onbemind', waardoor men ook de unieke eigenschappen van titaan misloopt. Wat men vaak niet beseft is dat titaan in de vorm van smeedstukken al zo'n 45 jaar worden toegepast met dezelfde afmetingen en vormvrijheid die men ook met andere metaallegeringen heeft. Dankzij de ervaring en expertise die men heeft verworven met de smeedprocessen gecombineerd met de karakteristieken van het metaal bij hoge temperatuur heeft het metaal veel meer toepassingen gekregen in diverse takken van de industrie.
Door Ko Buijs - Innomet Consultancy BV
Het doel van het smeedproces is om een product te vervaardigen dat zo dicht mogelijk bij de eindmaten komt teneinde zo min mogelijk machinale bewerking te bewerkstelligen alsmede een zo optimaal mogelijk gebruik van het materiaal. Een van de unieke kenmerken van het smeedproces is dat men de mechanische eigenschappen en de microstructuur kan laten variëren van zowel het gehele smeedstuk als op bepaalde extra belaste plaatsen. Bij toepassingen waar een hoge zuiverheid, consistentie en gedefinieerde eigenschappen zijn vereist in een specifieke vorm, is het gebruik van het smeedproces te prefereren boven andere vervaardigingsmethoden. Dankzij het smeedproces kan men de grote voordelen van titaan, zoals laag soortelijk gewicht en een hoge sterkte, volledig benutten. Als voorbeeld kan men hierbij denken aan het smeden van pijpenplaten voor warmtewisselaars, flenzen voor pijpsystemen, fittingen, ringen, bouten en moeren, afsluiter- en pompbuizen.
Uitgangspunten bij het ontwerp
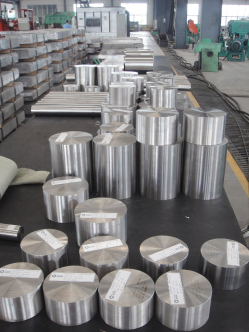
Voordat een onderdeel in titaan wordt vervaardigd, moeteen optimale route worden uitgestippeld teneinde een goedproduct te verkrijgen. Men kan dan kiezen uit het giet- of smeedproces, doch ook uit het mechanisch bewerken of uit het opbouwen van een component. Deskundigen die ervaring hebben met titaan zullen dan moeten bepalen welk proces voor die bepaalde toepassing technisch en economisch het meest optimaal is. De fabricagemethode is afhankelijk van de vorm, afmeting en het aantal van de vereiste component. Een gietstuk is veelal de meest optimale economische keuze als het om componenten gaat waarvan de vorm hol moet zijn en/of diep inspringende patronen kent zoals diepliggende koelribben of waar vrijstaande steunstijlen aanwezig zijn. De afmetingen en gewichten van gietstukken zijn echter beperkt vanwege de gelimiteerde inhoud van een smeltoven. Smeedstukken kennen deze beperking niet, omdat zelfs gietblokken van 8 ton verwerkt kunnen worden. In het algemeen kan men stellen dat smeedstukken een hogere zuiverheid en een meer gecontroleerde microstructuur hebben dan gietstukken. Ook komen in smeedstukken nagenoeg geen porositeiten voor, zoals dat meestal wel het geval is bij gietstukken. Dankzij het smeden krijgt men een uitstekende textuur (vezelrichting) die de mechanische waarden verbetert op vele specifieke plaatsen van het smeedstuk. Vanwege de interactie tussen economische, proces- en metallurgische variabelen is het aan te raden om een smeeddeskundige te raadplegen tijdens het ontwerp van een component teneinde tot een optimaal resultaat te komen.
Factoren die men in ogenschouw moet nemen tijdens de ontwerpevaluatie:
- De eindafmeting en vorm van het gewenste component.
- De karakteristieken bij hoge temperatuur van de te smeden legering.
- De afweging tussen materiaalbesparingen en de hogere matrijskosten die nodig zullen zijn om zo dicht
mogelijk bij de eindvorm te komen.
- De kosten voor machinale bewerking na het smeden in relatie met een gewenste vorm.
- De vereiste combinatie van een specifieke structuur en materiaaleigenschappen.
- Eisen voor integrale proefstukken.
- Elke vormbeperking die voortkomt uit de eisen die gesteld worden door non-destructieve testen.
- Juiste versteviging om de grootste spanningen te weerstaan.
Indien er smeedstukken zijn met een ingewikkelde vorm en/of dunne doorsneden dan kan vanwege de afkoeling van het materiaal tegen de matrijs het vullen van de smeedholte behoorlijk worden afgeremd, waardoor het materiaal plaatselijk zelfs een temperatuur kan krijgen die te laag is om nog acceptabel te kunnen smeden. Dit effect kan worden tegengewerkt door matrijsmaterialen te kiezen die een hoge temperatuursterkte bezitten waardoor men hogere operationele temperaturen kan toelaten. Toch zijn dergelijke smeedtemperaturen voor de meeste commerciële titaanlegeringen relatief laag te noemen (900 - 950°C) en dat bewerkt het voordeel dat men isothermische smeedcondities krijgt waardoor het matrijsmateriaal niet extra beschermd hoeft te worden tegen atmosferische invloeden die juist bij hogere temperaturen de prestaties van de matrijs zouden kunnen ondermijnen.
Het handmatig smeden
Bij handmatig smeden maakt men geen gebruik van gevormde matrijzen, maar gebruikt men de platte kanten van de hamer of van de pers. Ook worden er eenvoudige hulpgereedschappen gebruikt zoals stuiksmeedzadels, ponsmallen, doorns etcetera, waardoor deze vorm van smeden het best vergeleken kan worden met de ouderwetse smidse. Handgevormde smeedproducten zoals ringen, schijven, blokken, assen en dergelijke van allerlei grootte kunnen in de regel niet exact op de gewenste afmetingen en toleranties vervaardigd worden. Ondanks deze tekortkoming blijken handgevormde smeeddelen toch goedkoper te zijn dan de stukken die gemaakt zijn met behulp van het matrijssmeedproces. Dit gaat vooral op indien het aantal stukken gering is, er een speciale matrijs gemaakt moet worden en indien het om zeer grote stukken gaat.
Het andere voordeel van handsmeden is dat de doorlooptijd erg kort is, temeer omdat er geen speciale gereedschappen aangebracht en ingesteld moeten worden. De meeste producten kunnen in allerlei grootte en vormen vervaardigd worden vanuit knuppels of staven die normaal gesproken altijd vanuit voorraad leverbaar zijn.
Het matrijssmeden
Bij het matrijssmeden worden smeedstukken vervaardigd met behulp van gevormde hamers en/of persen. Het gebruik van persen geniet de voorkeur indien het om grotere smeedstukken gaat en indien men een speciale structuur met bepaalde hoge mechanische eigenschappen moet hebben. Matrijssmeedstukken kunnen qua vorm nauwkeurig gedefinieerd worden waardoor de producten in grote hoeveelheden identiek aan elkaar zijn. Ook biedt dit proces het voordeel dat het voormateriaal optimaal benut kan worden vanwege de speciaal op maat gevormde matrijzen. Dit voordeel komt juist bij het relatief kostbare titaan goed tot zijn recht. In het algemeen kan men stellen dat het matrijs-smeden in combinatie met goede procescondities zal leiden tot een constante productkwaliteit hetgeen vooral tot uitdrukking komt in de nagenoeg constante mechanische waarden. Hoewel matrijssmeden diverse voordelen biedt ten aanzien van materiaaluitsparing en reproduceerbaarbeid zal het duidelijk zijn dat de hoge matrijskosten alleen maar terugverdiend kunnen worden met het maken van grote series. Met matrijssmeden kan men zeer nauwkeurige smeedstukken maken die lichter zijn dan 100 gram, zoals bijvoorbeeld gasturbinebladen tot stukken die meer dan een ton wegen. Tot nu toe worden alle commerciële titaanlegeringen voor dit smeedproces gebruikt.
Het matrijssmeedproces is de laatste tijd bijzonder vereenvoudigd dankzij speciale software die hiervoor ontwikkeld is. Met behulp van de computer kan men nu exact voorspellen hoe het materiaal zich tijdens het smeden zal bewegen in de matrijs waardoor men inzage krijgt in de thermomechanische condities. Op deze wijze kan men uitval voorkomen en kan men het proefsmeden overslaan, waardoor tijdwinst c.q. kostenbesparing het gevolg is. Met het zogenaamde isothermisch matrijssmeden kan men smeedstukken vervaardigen die secties hebben met wanddiktes en lossingshoeken die veel geringer kunnen zijn dan met het conventionele matrijssmeden. Met het isothermisch smeden kan men hierdoor tot 30% materiaal uitsparen, alhoewel ook gesteld moet worden dat de matrijskosten aanzienlijk hoger zullen zijn.
Het extrusiesmeden
Conventionele extrusietechnieken kunnen worden gebruikt om allerlei staven en holle vormen van titaan te produceren, zoals men ook doet met andere hoogwaardige legeringen. Inherent aan dit proces is de hoge materiaalreductie die in het algemeen leidt tot een aanzienlijke verbetering van de structuureigenschappen zoals zuiverheid en korrelgrootte, hetgeen weer een goede uitwerking heeft op het mechanisch gedrag.
Massieve extrusieproducten
Een zeer breed scala productvormen kan verkregen worden met het extrusieproces die op hun beurt weer het basismateriaal vormen indien men eindproducten wenst te vervaardigen met gecompliceerde vormen. Dit product kan tot stand komen met bijvoorbeeld het ringwalsen gevolgd door het vonkstuiklassen. Ringen die op deze wijze gemaakt zijn, hebben een laszone die na inspectie 90% van de sterkte van het basismateriaal bezitten.
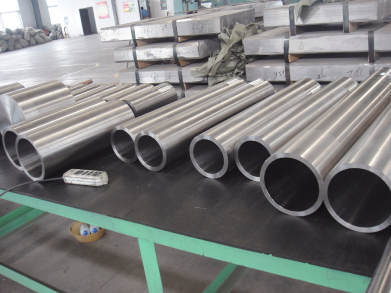
Holle extrusieproducten
Extrusie bij hoge temperatuur is een zeer bekende methode om naadloze titaanbuizen te vervaardigen. Wat velen niet weten is dat dit proces ook wordt gebruikt om succesvol pijpen te maken met een diameter van wel 600 mm en een wanddikte van 25 - 30 mm. Dit geschiedt niet alleen in de commercieel zuivere kwaliteiten, maar ook met het gelegeerde Ti-6Al-4V (grade 5). Wat ook vrij onbekend is, is dat men met hetzelfde proces ook buisjes met een uitwendige diameter van 1 mm kan produceren. Door gebruik te maken van de combinatie smeden en extruderen kan men pijpen maken in allerlei maten die reeds voorzien zijn van een flens. Dankzij het gebruik van een geëxtrudeerde voorlasflens kan men nu een las leggen die behoorlijk ver verwijderd is van die plaatsen die toch reeds onder hogere mechanische spanningen staan. Een heel goed voorbeeld van een dergelijke constructie is de fabricage van een stijgbuis die gebruikt is in het Heidrun platform van Conoco in Noorwegen. Deze stijgbuis heeft een uitwendige diameter van 550 mm en een wanddikte van 22 mm. De totale lengte bedraagt 345 meter en de buis is gemaakt van de titaanlegering Ti-6Al-4V die over een hoge mechanische sterkte beschikt. Deze stijgbuis is opgebouwd uit diverse pijpstukken die aan weerskanten voorzien zijn van twee geflenste buizen.
Het walsrollen
Titaan en titaanlegeringen kunnen gemakkelijk gewalst worden tot allerlei ringen en ringvormen met gebruikmaking van de bekende walsrolprocessen. De vervormkarakteristieken zijn identiek aan die van roestvast staal. Dit walsrolproces bevordert de vormgelijkheid en constante mechanische waarden van de gerede producten. Gebruikelijk is het dat dit walsrolproces wordt toegepast bij hoge temperaturen. Het kenmerk van dit proces is dat de wandikte van de naadloze ring voortdurend wordt gereduceerd waardoor de textuur van de structuur gelijkmatig wordt, hetgeen weer constante mechanische waarden oplevert. De ringdoorsneden kunnen variëren tussen strakke rechthoekige tot zeer gecompliceerde vormen zoals men op figuur 1 kan zien. Het zal duidelijk zijn dat de gereedschapskasten voor rechthoekige doorsneden relatief laag zijn en hoger zullen worden naarmate de vorm complexer wordt. Het is van groot belang dat men niet bezuinigt op de fabricage van deze complexe vormen omdat dit meer voormateriaal zal uitsparen. Ringen van 5000 kg, met diameters tot 4 meter en met een dikte van 850 mm zijn tegenwoordig geen uitzondering meer.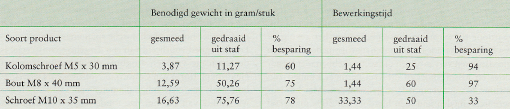
Tabel 1. Voorbeelden van materiaalgebruik en tijdsduur.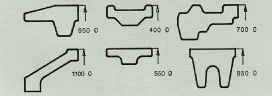
Figuur 1. Diverse ringprofielen die reeds in titaan gemaakt worden.
Gesmede bevestigingsmaterialen van titaan
De opmerkelijke karakteristieken van titaan zoals hoge sterkte en laag soortelijk gewicht vullen het gat op dat aanwezig is tussen het zwakkere doch lichtere aluminium en de zware staalsoorten. Bovendien valt de enorm goede corrosiebestendigheid van titaan op als men dit vergelijkt met de meeste aluminium- en staalsoorten. Het smeedproces om bevestigingsmaterialen te vervaardigen leent zich uitstekend tot automatisering, terwijl de producten een hoge kwaliteit bezitten en afmetingen hebben die gebonden zijn aan zeer strakke toleranties. Zo ligt de tolerantie op de diameter en de lengte gemiddeld op respectievelijk ± 0,005 mm en ± 0,06 mm. Ook complexe boutkopvormen zijn zonder meer mogelijk om op deze wijze te maken met nauwkeurige toleranties. In tabel 1 kan men een indruk krijgen wat voor een materiaal- en tijdbesparingen er mogelijk zijn indien men in plaats van het mechanisch bewerken vanuit staf, de bevestigingsmaterialen laat smeden. Uiteraard zal met kleine series de aantrekkelijkheid van mechanisch bewerken vanuit staf ook actueel blijven en dat ook mede vanwege de zeer korte levertijden. Daarom zullen de totale praktijkcondities de uiteindelijke beslissing geven over de meest optimale vervaardigingskeuze.
Basiseigenschappen van titaan en titaanlegeringen
De meest gebruikte norm die voor de specificaties van titaansmeedstukken wordt gebruikt, is de ASTM B381. Dit geldt zowel voor de corrosievaste soorten alsmede voor de kwaliteiten met hoge mechanische sterktes. De soortengrade 1, 2, 3 en 4 zijn commercieel zuivere kwaliteiten met oplopende onzuiverheid en mechanische sterkte. Grade 2 en 3 worden in het algemeen gebruikt als smeedkwaliteit en voor de eigenschappen wordt verwezen naar tabel 2. Grade 7, 11, 16 en 17 zijn commercieel zuivere titaankwaliteiten met een toevoeging van palladium, hetgeen ervoor zorgt dat de corrosiebestendigheid aanzienlijk wordt verhoogd in reducerende chloridehoudende zuren. Dit komt nog het beste tot uitdrukking in de enorme toename in de bestendigheid tegen spleetcorrosie in dergelijke milieus. Ten aanzien van de mechanische waarden kan gesteld worden dat deze voor grade 7 en 16 dezelfde zijn als die van grade 2 en voor 11 en 17 als die vangrade 1. Grade 5 en 23 worden vanwege hun middelhoge mechanische waarden ook wel de werkpaarden van alle titaankwaliteiten genoemd. Grade 25 en 24 bevatten 0,05% palladium om de corrosiebestendigheid verder te verbeteren. Grade 19 en 21 zijn bètalegeringen met hoge sterkte, terwijl grade 20 en 22 hun tegenhangers zijn vanwege de toevoeging van palladium. Andere legeringen die interessant zijn voor het smeedproces zijn de grades 9, 12 en 18 (grade 9 + Pd) die alle redelijk hoge mechanische waarden bezitten. Ook de titaankwaliteit 550 (Ti-4Al- 4Mo-2,5Sn-5Si) die als alfa-bètalegering na een warmtebehandeling zeer hoge mechanische waarden bezit, is een belangrijke optie tussen alle andere legeringen. Van deze legering is echter nog geen ASTM-norm beschikbaar. De gemiddelde waarden in de tabel zijn grootheden die slaan op een bepaalde legeringsgroep. Uiteraard heeft iedere legering op zich weer specifieke waarden, maar het zou te ver gaan om er in dit artikel verder over uit te weiden. Wel is het van belang om de ASTM-normen weer te geven die op andere productvormen slaan:
- ASTM B265: Plaat en strip.
- ASTM B337: Naadloze en gelaste buis.
- ASTM B338: Naadloze en gelaste buis.
- ASTM B348: Staven en knuppels.
- ASTM B363: Naadloze en gelaste fittingen.
- ASTM B367: Gietstukken.
- ASTM F 67: Ongelegeerde chirurgische implantaten.
- ASTM F136: Ti-6Al-4VELI voor chirurgische implantaten.
Lastoevoegmaterialen die nodig zijn voor al deze legeringen zijn gespecificeerd in de AWS norm A5.16.
Warmtebehandeling van smeedstukken
De commercieel zuivere titaankwaliteiten zijn niet warmtebehandelbaar en daarom worden smeedstukken van deze kwaliteiten geleverd zoals deze gesmeed zijn. De hoger gelegeerde typen zijn te leveren in de volgende condities:
- a) Gegloeid.
- b) Oplossend gegloeid.
- c) Verouderend gegloeid.
Het mechanisch bewerken kan het beste geschieden op gegloeide of op oplossend gegloeid materiaal. Spanningsarm gloeien tussen bewerkingsstappen kan toegepast worden indien vervormingen mogelijk problemen op gaan leveren.
Het beitsen van titaansmeedstukken
Inherent aan het smeedproces vanwege de hoge temperatuur is de vorming van een geoxideerde laag en een metallische onderlaag die rijk is aan zuurstof. Deze laag die totaal circa 0,2 mm dik is, wordt meestal verwijderd met staal- of zandstralen gevolgd door beitsen. Er is in principe niets op tegen om ook gebruik te maken van straaldeeltjes van koolstofstaal die ongetwijfeld zullen leiden tot een roestig uiterlijk mits er maar daarna afdoende wordt gebeitst. Het beitsen wordt uitgevoerd in een mengsel van salpeterzuur en waterstoffluoride van 40°C met een verhouding van 5:1 en 8:1. Ook hier geldt dat na het beitsen goed gespoeld zal moeten worden in schoon water.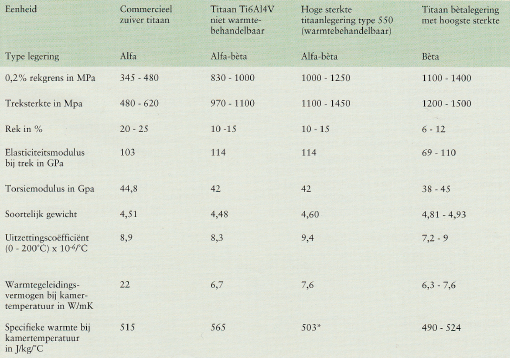
Tabel 2. Eigenschappen van titaankwaliteiten. * Geïnterpoleerde waarde.
Niet-destructieve testen
Smeedstukken van titaan kunnen getest worden met het bekende ultrasonoor onderzoek en onderworpen worden aan een 'dye-penetrant' test. Indien het ultrasonoor onderzoek kritisch ligt, dan zal eerst het gehele oppervlakte mechanisch bewerkt moeten worden.
Het kogelstralen (shot-peening)
Het kogelstralen, dat bij omgevingstemperatuur geschiedt, is een proces waarbij kleine kogeltjes het oppervlak van het te stralen onderdeel bombarderen. Het resultaat is dat men een oppervlakte krijgt met relatief hoge mechanische spanningen en enige koudversteviging. Deze verdichte zone die zo ontstaat, vergroot de weerstand tegen cyclische vermoeiing en tegen spanningsscheurcorrosie. Deze verdichte laag bewerkt ook een verlaging van de vreetgevoeligheid en een verlaging van de wrijvingscoëfficiënt, hetgeen een bijzonder groot voordeel is indien dit titaan in aanraking komt met andere bewegende metalen. Kogelstralen wordt in het algemeen gebruikt ten behoeve van titaanschijven, schoepenbladen en andere kritische componenten van moderne straalmotoren. Ook vindt het steeds meer zijn weg in orthopedische componenten en andere industriële toepassingen.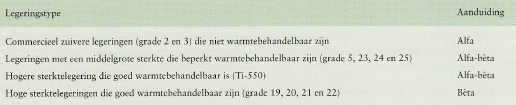
Tabel 3. Structuren.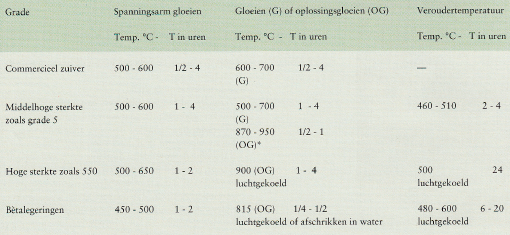
Tabel 4. Typische warmtebehandelingen voor titaan smeedstukken. * Het sterkte-effect neemt af boven wandiktes van 12 mm.
Het lassen van titaansmeedstukken
Lastechnieken die gebruikt worden voor het lassen van titaanplaten en staf kunnen probleemloos op dezelfde wijze toegepast worden bij het lassen van titaansmeedstukken. Dit betekent dat men met TIG-lassen, elektronenstraallassen en plasmalassen uitstekende verbindingen kan maken tussen smeedstukken met andere productvormen van titaan. Naast het lassen aan gewalste producten kan men ook goede verbindingen maken met gietstukken van titaan. Hoewel TIG-lassen nog steeds wordt gebruikt voor het lassen van zwaardere en grotere onderdelen, is het nadeel dat men veellaslagen moet leggen, hetgeen behoorlijk veel tijd c.q. geld kost. Daarom kan men beter gebruik maken van het plasma- of elektronenstraallasproces, omdat deze processen te automatiseren zijn waardoor men in een laslaag de vereiste verbinding kan maken. Elektronenstraallassen geschiedt echter wel in een luchtvrije ruimte en de smalle straal vereist een nauwgezette voorbereiding en uitlijning van de te lassen componenten. Andere lasprocessen die gebruikt kunnen worden zijn wrijvingslassen, diffusielassen, explosief lassen, laserlassen en solderen. Alle genoemde processen kunnen goed uitgevoerd worden dankzij de goede laseigenschappen van titaan. Ook kan men probleemloos met het lasproces titaanlagen opbouwen op uitgesleten of beschadigde delen van titaancomponenten.
Het bewerken van titaansmeedstukken
Commercieel zuiver titaan heeft een bewerkbaarbeid die te vergelijken is met gegloeid austenitisch roestvast staal, terwijl gelegeerde titaansmeedstukken qua bewerkbaarbeid het beste te vergelijken zijn met duplex roestvast staal. De bekende bewerkingstechnieken zoals draaien, frezen, boren, tappen en slijpen zijn prima uitvoerbaar alsmede technieken zoals het elektrochemisch bewerken en vonkerosie.
Praktische punten
1. Ontwerp van het smeedstuk
Praktische zaken die tot een succesvol smeedstukontwerp zullen leiden, zijn in principe altijd terug te voeren tot de gunstige gewicht/sterkteverhouding en de enorme corrosiebestendigheid van het titaan.
Wat men beslist moet doen:
- Overleg met smederijen zo vroeg mogelijk over het ontwerp;
- Ga na welke standaardmaterialen beschikbaar zijn teneinde de meest interessante basismateriaalprijs te verkrijgen;
- Gebruik de juiste smeedmethode voor de gewenste configuratie, afmeting en hoeveelheid van de componenten die uiteindelijk nodig zijn;
- Specificeer het handmatig smeden overeenkomstig de uiteindelijke afmetingen van het te maken smeedstuk;
- Buit de sterkte en de corrosiebestendigheid van het titaan zoveel mogelijk uit.
Wat men beslist niet moet doen:
- Men moet niet zonder meer bestaande ontwerpen gebruiken voor titaan, tenzij deze toch uiteindelijk geschikt blijken te zijn;
- Men moet zich niet verzetten tegen het opnieuw doorlopen van een ontwerp teneinde tot gewichtsbesparing van het titaan te komen en dat zeer zeker als het om een grotere serie gaat.
2. De warmtebehandeling
Praktische zaken die tot een succesvolle warmtebehandeling
zullen leiden zijn in principe altijd terug te voeren tot
schoon werken en de beheersing van de ovenatmosfeer.
Wat men beslist moet doen:
- Verwijder al het vet, olie, verf en vuil van de smeedstukken voordat men gaat warmtebehandelen;
- Voorkom dat metaaloxiden van andere metalen bij hoge temperatuur in contact komen met het titaan;
- Rangschik de smeeddelen dusdanig dat er een uniforme warmtebehandeling kan plaatsvinden;
- Denk eraan dat titaan een slecht warmtegeleidingsvermogen heeft en dat daarom grote smeedstukken tijdens de behandeling een keer omgekeerd moeten worden teneinde een uniforme warmtebehandeling te verkrijgen.
Wat men beslist niet moet doen:
- Onderwerp titaan nooit aan een reducerend milieu tijdens de warmtebehandeling, omdat anders waterstof opgenomen zal worden, hetgeen tot verbrossing zal leiden;
- Laat de thermische belasting niet langer duren dan strikt noodzakelijk is;
- Reinig de titaandelen nooit met methylalcohol (methanol) of met zwavelhoudende ontvettersen dat zeker niet voor een warmtebehandeling.
3. Bewerken
Praktische zaken die tot een succesvolle mechanische bewerking zullen leiden, zijn in principe altijd terug te voeren tot de inachtneming van de verschillende mechanische en oppervlaktekarakteristieken van titaan. Ook dient men er rekening mee te houden dat zeer fijne titaanresiduen zeer brandbaar kunnen zijn.
Wat men beslist moet doen:
- Gebruik starre opstellingen van de snijgereedschappen en pas de juiste snijsnelheden en voedingen toe onder gebruikmaking van een goede koelvloeistof;
- Gebruik lopende centers bij het draaien;
- Verwijder regelmatig de spanen;
- Gebruik speciale afsluitbare afvalbakken voor
- titaanspanen.
Wat men beslist niet moet doen:
- Bewerk titaan nooit met botte gereedschappen en laat het niet vreten op andere metalen;
- Meng nooit brandbaar afval met titaanresiduen;
- Pas op voor open vuur en ga niet lassen in de buurt van titaanresiduen;
- Verwijder grotere hoeveelheden.
4. Toepassingen en gebruik
Praktische zaken die tot succesvolle toepassingen en gebruik van titaan zullen leiden zijn in principe altijd terug te voeren als men de verschillende mechanische eigenschappen, de corrosiebestendigheid en de oppervlaktekarakteristieken voldoende in ogenschouw neemt.
Wat men beslist moet doen:
- Geef componenten van titaan een oppervlaktebehandeling indien deze een glijdend contact met andere materialen hebben en indien het titaan wordt onderworpen aan een dragende belasting;
- Voorzie titaan van een beschermlaag op die plekken waar mogelijk vonken op neer kunnen komen.
Wat men beslist niet moet doen:
- Vermijd contact tussen titaan en andere metalen met een geringere corrosiebestendigheid, want dit zal tot galvanische corrosie leiden. Indien het niet anders kan, dan zal er een isolatie tussen de metalen moeten worden aangebracht.
Literatuur
1) Titanium Forgings - The TIG Information Group UK.
2) All at sea with titanium- David Peacock- Materials World.
3) Het lassen van titaan en titaanlegeringen- N.W. Buijs
- Roestvast Staal 5/96.