


Schade analyse -galvanische corrosie
Bij vorige schade-analyses werden onder meer putcorrosie, interkristallijne corrosie en spanningscorrosie behandeld. Deze aflevering behandelt galvanische corrosie. Als gevolg van galvanische celvorming tussen lasmetaal/geoxideerd basismetaal en de rest van het basimetaal ontstonden lekkages in de reactieketels.
Artikel gepubliceerd in Roestvast Staal nummer 5 1987, artikel 61
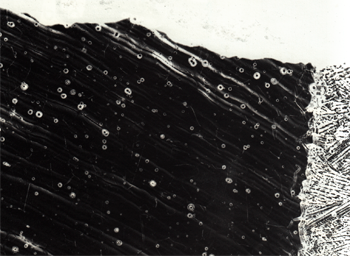
Afbeelding 1. Rand bekledingspiaar V= 200x.
Een aantal reactieketels, vervaardigd uit AISI 316, vertoonden na verloop va n tijd lekkages. Om de oozaak hiervan nategaan werd met allografisch onderzoek verricht aan een monster, dat uit d e ketelwand werd gesneden. Het monster bestaat uit een stukje rompmateriaal, met aan de buitenzijde een opgelaste verwarmingsspiraal en aan de binnenzijde opgelaste staalstrippen. De lassen waarmee deze strippen zijn bevestigd vertonen ernstige aantasting. Ook was aan de binnenzijde een bruin gele aanslag aanwezig. Uit het monster werd een dwarsdoorsnede gemaakt, metallografisch geprepareerd en licht microscopisch onderzocht. Het bleek dat het basismetaal naast de las was weggecorrodeerd. Ook is het preparaat getest volgens A STM A 262 Practice A , de ammoniumpersulfaattest, om de gevoeligheid voor interkristallijne corrosie te bepalen. De resultaten hiervan tonen de afbeeldingen 1 t/m 5. De afb. 1, 2 en 3 tonen het beeld na de ammoniumpersulfaattest. Afb. 1 is genomen naast een las en laat weer de deformatielijnen zien. De rondjes in het materiaal zijn etsputjes. Afb. 2 is genomen naast de las, echter halverwege de wanddikte. De deformatie lijnen zijn weer zichtbaar alsmede strengvormige carbide in sluitseis (zwart op de afb.).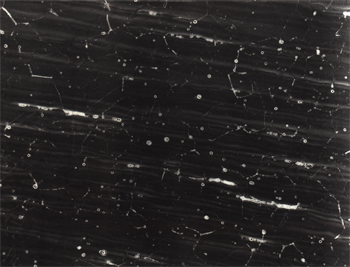
Afbeelding 2. Halverwege wanddikte bekledingsplaat van afbeelding 4 V= 200x.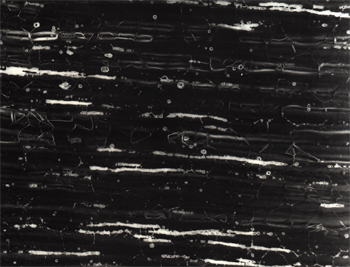
Afbeelding 3. Halverwege wanddikte bekledingsplaat aan andere zijde las van afbeelding 3 V= 200x.
Afb. 3 is genomen naast dezelfde las, maar nu aan de andere zijde ervan en halverwege de wanddikte. Het plaatmateriaal vertoont deformatielijnen en strengvormige carbide insluitseis (zwart op de afb.). Afb. 4 is genomen aan de binnenrand van de eigenlijke rompplaat. Ook hier zijn duidelijk deformatielijnen zichtbaar, alsmede enkele carbidestrengen. 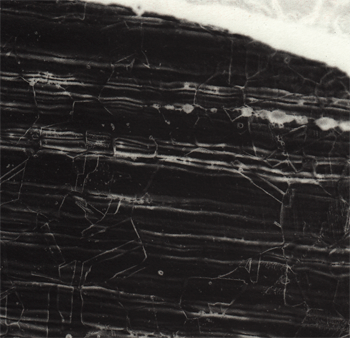
Afbeelding 4. Binnenrand rompplaat V= 200x.
Afb. 5 is genomen halverwege de wanddikte van de rompplaat. Het materiaal vertoont alle deformatielijnen en geen carbide insluitsels. Uit deze test blijkt dat de eigenlijke rompplaat van beter materiaal is gemaakt, dan de reparatiestrips. Verder blijkt dat zowel de strippen als de rompplaat ongevoelig zijn voor interkristallijne corrosie.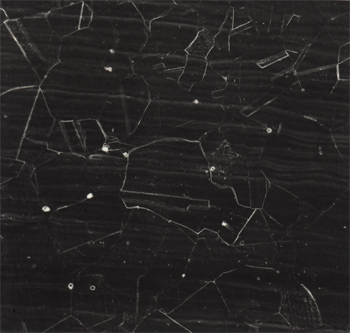
Afbeelding 5. Halverwege wanddikte rompplaat V= 200x.
Bespreking
Uit de voorgeschiedenis van de ketels bleek dat de rompen aanvankelijk niet méér problemen opleverden dan de bodems. Op zeker moment traden er lekkages op in de rompen en moesten regelmatig worden gerepareerd en vernieuwd. Toepassing van een hoogwaardiger staalsoort mocht niet baten: de standtijd was net zo kort als van AISI 316. Uit het onderzoek komt naar voren, dat het plaatstaal direct naast de lassen alsmede het lasmetaal zelf sterk zijn aangetast. Vanwege de hoge temperatuur bij het lassen wordt op het basismetaal naast de las een hoge temperatuursoxidehuid gevormd, die slechts matige corrosiewerende eigenschappen bezit. Het lasmetaal zelf is wat onedeler dan het basismetaal. Het totale effect is de vorming van galvanische cellen tussen lasmetaal/door de laswarmte geoxideerd basismetaal met de rest van het plaatstaal. Het gevolg is snelle corrosie van lasmetaal/geoxideerd plaatstaal.
Beitsen en passiveren van de lassen verhelpt wel de corrosiegevoeligheid van het geoxideerde staal naast de las, maar niet het iets onedeler zijn van het lasmetaal. Het oplassen, aan de buitenkant, van de verwarmingsspiralen veroorzaakt aan de binnenzijde van de romp ter hoogte van deze lassen warmtebeïnvloede zones waar zich hoge temperatuursoxiden hebben gevormd. Na het lassen van de verwarmingsspiralen moeten de rompen dus vooral aan de binnenzijde worden gebeitst en gepassiveerd. Wordt dit nagelaten dan vormen zich aan de binnenzijde weer galvanische cellen, zoals eerder is beschreven, met alle gevolgen van dien. Toepassing van niet vastgelaste verwarmingsspiralen maakt dergelijke nabehandelingen overbodig. Wordt er in geval van lekkage gerepareerd door middel van lassen, dan verdient het aanbeveling om in plaats van het op lassen van platen of strips, de gehele romp aan de binnenzijde te bekleden met lasmetaal. De gehele romp is dan iets onedeler dan de bodem maar de verhouding anode/kathode ligt nu gunstig, zodat er van galvanische invloeden weinig zal worden gemerkt. Na de lasbehandeling moet worden gebeitst en gepassiveerd. Bij volledig bekleden van de romp met lasmetaal, zal de warmte-overdracht veel beter zijn, omdat er geen isolerende luchtspleet meer aanwezig is tussen de rompwand en strips.