


Invloed van dieptrekken van roestvast staal op de corrosievastheid
Bij diepgetrokken werkstukken in austenitisch roestvast staal ontstaan er als gevolg van de aanzienlijke deformatie die het materiaal hierbij ondergaat inwendige mechanische spanningen. Deze inwendige spanningen kunnen in daarvoor gevoelige roestvast staaltypen martensietvorming veroorzaken en ze kunnen in geval van blootstelling aan een corrosief milieu scheurvormende spanningscorrosie op gang brengen. Afgezien van nabehandelingen die de diepgetrokken werkstukken kunnen ondergaan om de corrosievastheid te verbeteren en die doorgaans prijsverhogend werken, kan ook een geschikte materiaalkeus in combinatie met optimale bewerkingsparameters een zo bestendig mogelijk produkt opleveren.
A.J. Schornagel - (artikel gepubliceerd in Roestvast Staal nummer 5, 1991- artikel 118)
Materiaal werkstuk
Als gevolg van de uitwerking van de verscheidene legeringsbestanddelen van het uitgangsmateriaal, in het bijzonder die van het nikkelgehalte op de structuuromzettingen bij het koudvervormen, moet in principe rekening worden gehouden met verschillen in het corrosiegedrag van dat uitgangsmateriaaL Vooral materiaal dat als gevolg van de legeringssamenstelling gevoelig is voor martensietvorming is beter bestand tegen spanningscorrosie dan materiaal met hogere austenietstabiliteit. De corrosieve gebruikseigenschappen van diepgetrokken werkstukken kunnen door het toepassen van uitgangsmateriaal met niet-stabiele austeniet worden verbeterd.
Materiaal gereedschap
Dieptrekwerk, dat was vervaardigd met dieptrekgereedschap van koudstaal respectievelijk een aluminium-bronslegering, vertoonde geen kenmerkende onderlinge verschillen in corrosievastheid. Wat betreft de oppervlakteafwerking geeft aluminium-brons de beste resultaten en worden koudlasverschijnselen vermeden. Koudlasopbouw op het gereedschap heeft krassen tot gevolg op het werkstukoppervlak en als dit gepaard gaat met de introductie van trekspanningen kan dit onder bepaalde agressieve omstandigheden leiden tot plaatselijke initiatie van scheurvormende spanningscorrosie.
Trekverhouding en vormverandering
In het gebied waarbinnen scheurvormende spanningscorrosie kan optreden treden ook vormveranderingen op, horend bij de diverse trekverhoudingen. De daarbij optredende martensietvorming, koudversteviging en eigenspanningen kunnen dan verschillen in het corrosiegedrag te zien geven. In afbeelding 1 is de invloed weergegeven van de trekverhoudingen op het corrosieverloop en de standtijd van één respectievelijk drie legeringstypen bij drie verschillende trekverhoudingen. Het linkerdeel van deze afbeelding laat zien dat de corrosieve aantasting eerder plaatsvindt bij een kleine trekverhouding. De scheursnelheid is daarentegen lager dan in geval van grotere trekverhoudingen. Deze elkaar compenserende invloeden, die worden bepaald door de versteviging en de eigenspanningen, maken dat voor het onderzochte staal weinig uitmaakt wat voor trekverhouding er wordt gebezigd. Het rechterdeel van afbeelding 1 toont de standtijden van drie verschillende roestvast staaltypen elk bij drie verschillende trekverhoudingen. Alleen type C geeft een echt duidelijk onderscheid in standtijd bij de verschillende trekverhoudingen. Bij dit austenietstabiele metaal kan bij een relatief hoge trekverhouding een kortere standtijd worden vastgesteld. Bezit het staal voldoende vermogen om bij een toenemende vervormingsgraad meer martensiet te vormen, dan neemt het verschil in standtijd af, zoals vooral bij staaltype A is waar te nemen. De hogere standtijden van de staaltypen B en C (dus met afnemend martensietgehalte) bij de kleinere trekverhoudingen is terug te voeren op de lagere scheurgroeisnelheden in deze materialen.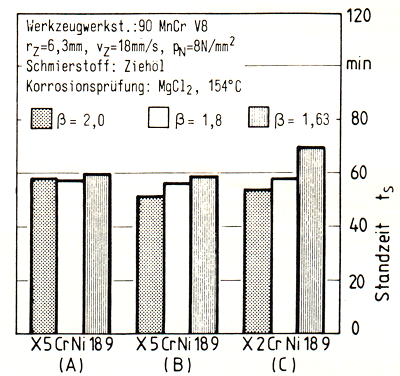
Afbeelding 1. Corrosieverloop voor verschillende dieptrekverhoudingen en invloed van de dieptrekverhoudingen op de standtijd.
Afrondingsstraal
Bij een kleiner wordende afrondingsstraai nemen de in het werkstuk geïntroduceerde eigenspanningen af, zodat er rekening mag worden gehouden met een directe invloed van deze afrondingsstraai op de corrosievastheid van het werkstuk. Afbeelding 2 toont een aantal standtijden bij verschillende afrondingsstralen. Voor de drie onderzochte roestvast staaltypen geldt dat de standtijd toeneemt naarmate de afrondingsstraai kleiner wordt. De hoogte van het verschil in standtijd wordt hierbij beïnvloed door de in het staal optredende structuurveranderingen. Het nagenoeg austenietstabiele staaltype C vertoont bij kleiner wordende afrondingsstraai de geringste toename van de corrosievastheid, hetgeen nagenoeg geheel is terug te voeren op vermindering van geïntroduceerde eigenspanning. De staaltypen A en B, die wel martensiet kunnen vormen geven vooral bij een afrondingsstraai van 4 mm een aanzienlijke verbetering van de corrosievastheid te zien. Bij dieptrekken met kleine afrondingsstraai ontstaat er aan het staaloppervlak van austenitische roestvast staaltypen die martensiet kunnen vormen, meer martensiet, zodat over de dwarsdoorsnede van de wand sprake zal zijn van een andere martensiet/austeniet verdeling. Een hoger martensietgehalte nabij het wandoppervlak van het werkstuk tezamen met lagere eigenspanningen leiden dan tot een aanzienlijke verbetering van de corrosievastheid van werkstukken, die zijn vervaardigd bij een kleine afrondingsstraal.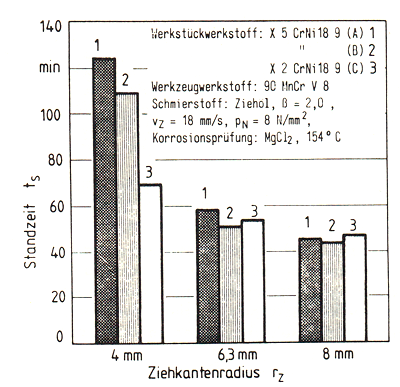
Afbeelding 2. Invloed van de afrondingsstraat op de standtijd van verschillende roestvast staaltypen.
Temperatuur
De effectiefste maatregel om de temperatuur bij het deformeren te beïnvloeden en daarmee de eigenschappen van het werkstuk is het direct verwarmen van het dieptrekgereedschap. De invloed van de gereedschaptemperatuur op de corrosievastheid van een aantal roestvast staaltypen is weergegeven in afbeelding 3. De standtijd en dus de corrosievastheid van type A is bij omgevingstemperatuur het hoogst en daalt bij toenemende gereedschaptemperatuur. Deze tendens treedt op ondanks de afnemende inwendige spanningen, zodat de oorzaak voor de lagere corrosievastheid moet worden gezocht in het afnemende martensietgehalte. Bij het dieptrekken van een austenietstabiel type ontstaat er bij omgevingstemperatuur een voor de corrosievastheid verwaarloosbare hoeveelheid martensiet, de toename van de corrosievastheid bij stijgende temperatuur is in dit geval dan ook terug te voeren op een daling van het inwendige spanningsniveau.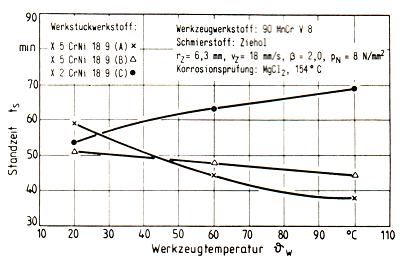
Afbeelding 3. Invloed van de gereedschaptemperatuur op de standtijd van verschillende roestvast staaltypen.
Dieptreksnelheid
Verhoging van de dieptreksnelheid heeft een stijging van de temperatuur waarbij de vervorming plaatsvindt tot gevolg en waarbij een geringe afname van het martensietgehalte en van de inwendige spanningen valt te constateren. Op grond hiervan mogen voor de diverse uitgangsmaterialen kleine verschillen in corrosievastheid worden verwacht. Afbeelding 4 toont hoe de corrosievastheid afhangt van de dieptreksnelheid. Hoewel de dieptreksnelheid niet zo'n sterke uitwerking heeft op de temperatuur bij vervormen zoals verwarming van
het dieptrekgereedschap dat heeft, kan er toch een tendens worden vastgesteld, die overeenkomt met die, welke in afbeelding 3 wordt getoond. De hoogste corrosievastheid bij de laagste dieptreksnelheid vertoont het staaltype met het hoogste martensietgehalte. Ook hier werkt ondanks hogere inwendige spanningen het aanwezige martensiet aanvankelijk corrosieremmend. Bij stijgende treksnelheid (stijgende temperatuur van het werkstuk) neemt de corrosievastheid af als gevolg van het dalende martensietgehalte. 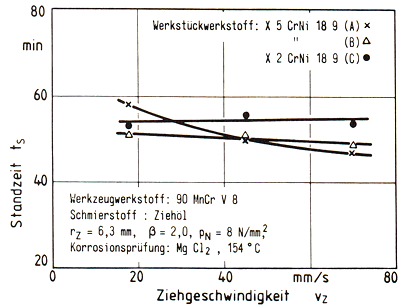
Afbeelding 4. Invloed van de dieptreksnelheid op de standtijd van verschillende roestvast staaltypen.
Plooihouderdruk
Tangentiale drukspanningen in de flens kunnen leiden tot plooivorming. Daarom wordt in de praktijk bij de produktie de plooihouderdruk net hoog genoeg gekozen, dat plooivorming wordt vermeden. Bij veranderde micro-en macrostructuren kunnen hogere plooihouderdrukken worden toegepast. Deze mogen er echter niet toe leiden dat de optredende trekspanning de treksterkte van het materiaal te boven gaat. Een als gevolg van een hogere plooihouderdruk verbeterde oppervlakteafwerking leidde echter niet tot hogere corrosievastheid. Afbeelding 5 toont de corrosievastheid als functie van de plooihouderdruk. De corrosievastheid van martensietvrij materiaal is onafhankelijk van de plooihouderdruk. Zodra martensiet deel gaat uitmaken van de structuur valt er een invloed van de plooihouderdruk waar te nemen op de corrosievastheid van het betreffende roestvaste staal. Hierbij geldt dat de verdeling van de martensiet over de wanddoorsnede van invloed is. Een laag martensietgehalte aan het oppervlak bevordert de initiatie van scheurvormende spanningscorrosie en leidt aldus tot afname van de corrosievastheid.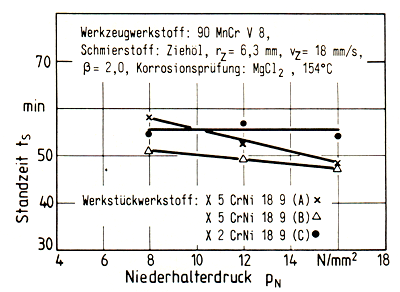
Afbeelding 5. Invloed van de plooihouderdruk op de standtijd van verschillende roestvast staaltypen.
Smeermiddel
Toepassing van diverse typen smeermiddel gaf geen waarneembare verschillen in de hoeveelheden inwendige spanningen in de werkstukken. Wat betreft het martensietgehalte, hierin konden geringe verschillen worden waargenomen, die echter op de corrosievastheid geen meetbare invloed hadden. Het smeermiddel en de uitwerking daarvan op de weerstand tegen spanningscorrosie is dan ook niet van invloed. Ook verschillende ontvettingsmethoden bleken geen invloed te hebben op het al of niet optreden van spanningscorrosie in dieptrekwerk in austenitisch roestvast staal.
Literatuur
(1) M. Weiergräber; Korrosionsbeständigkeit tietgezagener rotationssymmetrischer Werkstücke aus austenitischen Stählen; diss. Stuttgart 1985.
(2) T. Angel; Journat of the Iron and Steel lnstitute (1954), pag. 165174.