


Hechting van bacterien op RVS
Adhesie van bacteriën is in de voedingsmiddelenindustrie niet alleen verantwoordelijk voor tal van hygiënische problemen maar ook voor economische problemen, omdat de productie regelmatig moet worden stopgezet om de apparatuur te reinigen. Verder kan bacteriële adhesie verantwoordelijk zijn voor corrosieverschijnselen waardoor wederom de productie stop moet worden gezet om de apparatuur te repareren.
A.J. Schornagel
Het zou dus zeer voordelig kunnen zijn om bacteriële aanhechtingsverschijnselen te verminderen of om het reinigingsproces te verbeteren. Deze verbeteringen kunnen worden beschouwd vanuit zowel een materiaalkundig standpunt als van de vervuilende zijde. In dit stuk zal het gaan over de materiaalkundige kant van de zaak en met name over de invloed van verschillende oppervlaktekenmerken op de adhesie. Het zal dan gaan over zaken als oppervlakte-afwerking, die wordt gekarakteriseerd door de oppervlakteruwheid en de microstructuur, en de oppervlaktegesteldheid na allerlei reinigings- en desinfectieprocessen. Het materiaal in kwestie is austenitisch roestvast staal van het type AISI 304, waarvan de chemische samenstelling is weergegeven in tabel 1, in de blankgegloeide en in de gebeitste (2B) toestand. Er werd getracht een verband te vinden tussen deze oppervlakteënergie en de hoeveelheid aanhechtende bacteriën.
Tabel1 Chemische samenstelling van AISI 304 in gewichtsprocent.
Oppervlaktetoestand van roestvast staal
Koudgewalst roestvast staal kan van verschillende oppervlakte-afwerkingen worden voorzien, die zijn onder te verdelen in drie groepen:
- oppervlakte-afwerking die direct is verkregen met het koudwalsproces.
- oppervlakte-afwerking na verwijdering van metaal, dus slijpen en/ of polijsten;
- oppervlakte-afwerking na vervorming tijdens koudwalsen.
Hier zijn we voornamelijk geïnteresseerd in de beide eerste typen oppervlakte-afwerking. Tabel 2 laat zien hoe beide afwerkingen worden verkregen tijdens het koudwalsen. Al deze oppervlakte-afwerkingen verschillen met betrekking tot hun oppervlakteruwheid en glans om twee redenen:
- Haspels die zijn zachtgegloeid in een oxiderende atmosfeer moeten worden gebeitst en bezitten dus een hogere oppervlakteruwheid dan haspels die zijn zachtgegloeid in een neutrale of reducerende atmosfeer.
- Koud na walsen rekt het oppervlak, waardoor de oppervlakteruwheid wordt verminderd en waardoor de glans toeneemt.
In tabel 3 zijn de oppervlakteruwheden die gewoonlijk voor deze oppervlakte-afwerkingen gelden opgesomd alsmede een percentage van het gereflecteerde licht zoals is opgemeten met optische metingen.
Verder zijn er ruwheidsmetingen verricht met behulp van een ruwheidsmeter die is voorzien van een scherpe naald. De resultaten zijn verzameld in tabel 4. Hieruit is te zien dat de drie oppervlakten een zelfde gemiddelde ruwheid (Ra) hebben, maar dat Rt (de maximum waarde van de ruwheid) en Rz (waarde die net na Rt wordt gemeten) hoger zijn op de zachtgegloeide en op de 2B afwerking hetgeen erop duidt dat deze oppervlakken minder homogeen zijn en weliswaar minder maar wel diepe krassen bezitten. Verder blijkt dat het zachtgegloeide oppervlak gelijkmatiger is dan het gebeitste oppervlak.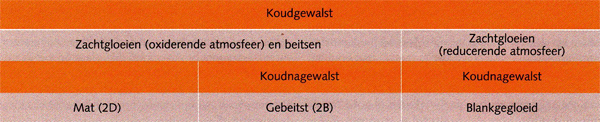
Tabel 2 Wijze waarop de diverse oppervlakte-afwerkingen tot stand zijn gekomen.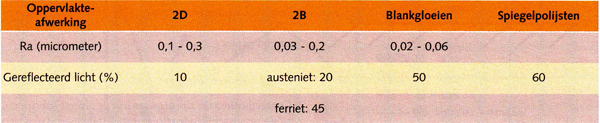
Tabel 3 Ruwheids- en glansswaarden van industriële oppervlakte-afwerkingen van roestvast staal.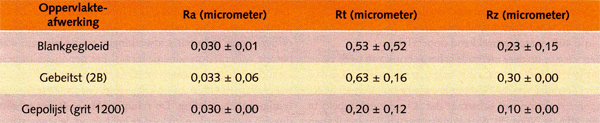
Tabel 4 Ruwheidswaarden van AISI 304-oppervlakken met diverse afwerkingen.
Waarnemingen met een raster-elektronenmicroscoop bij een vergroting van 1000X toont duidelijke verschillen in de microstructuur van de diverse oppervlakken. Bij de 2B afwerking zijn de korrelgrenzen als gevolg van het beitsen duidelijk te zien. Dit is niet het geval bij het zachtgegloeide staal, dat gladder lijkt. Bij de gepolijste oppervlakken zijn talrijke polijstkrasjes te zien (afbeelding 1) die vanuit een mechanisch gezichtspunt de adhesie bevorderen.
Afbeelding 1 Polijstkrassen op een gepolijst AISI 304-oppervlak.
Oppervlakteënergie
Een andere eigenschap van een oppervlak dat directer samenhangt met hechtingsverschijnselen is de oppervlakteënergie. Oppervlakteënergie is van fundamenteel belang bij het thermodynamisch karakteriseren van hechting. Zijn waarde wordt gebruikt om de vrije hechtingsenthalpie te berekenen tussen twee substanties die in aanraking zijn met een derde medium, dat een gas kan zijn of een vloeistof. In het geval van bacteriën (B) in een oplossing (L), kan de volgende vergelijking worden opgesteld, die overigens geen rekening houdt met wisselwerking van elektrische ladingen: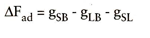

Meting van de oppervlakteënergie
De oppervlakteënergie wordt in het geval van een vaste stof, vaak in lucht gemeten bij eerste benadering aan de hand van de contacthoek die een waterdruppel maakt met het oppervlak van de vaste stof, zie afbeelding 2. Deze methode is simpel en snel en geeft een eerste benadering van de bevochtigbaarbeid van een oppervlak aan de hand van de indeling:
- q > 80° : waterafstotend oppervlak
- q < 40° : wateraantrekkend oppervlak
Een variant op deze methode is het gebruik van twee vloeistoffen, die niet met elkaar mengen, waarvan de ene polair is en de ander a polair. Gewoonlijk wordt een druppel water aangebracht op een substraat dat is ondergedompeld in een alkaan. Voor dit doel kunnen verschillende alkanen worden gebruikt. In tabel 5 zijn de alkanen opgesomd die door Haudrechy en medewerkers [3] voor de diverse metingen zijn gebruikt. Reinigingsbehandelingen zijn uitgevoerd met:
C1: 95% ethanol
C2: 95% ethanol+ aceton (50/50)
C3: aceton
C4: RBS 35; monsters zijn gedurende 10 minuten bij 50°C ondergedompeld in een 2% oplossing van deze oppervlakte-actieve stof, vervolgens gedurende 5 minuten spoelen met vijf opeenvolgende oplossingen van dubbelgedestilleerd water van 50°C en tenslotte 5 minuten spoelen met 500 mi dubbelgedestilleerd water van kamertemperatuur.
C5: Voedingsmiddelenindustrie reinigingsproces; monsters worden gedurende 10 minuten ondergedompeld in 0,5M NaOH van 65°C, daarna 5 minuten gespoeld in vijf oplossingen dubbelgedestilleerd water van kamertemperatuur, daarna 5 minuten ondergedompeld in 0,2 M salpeterzuur van 70°C en tenslotte gespoeld in 5 oplossingen van dubbelgedestilleerd water van kamertemperatuur. C6: Passiveerbehandeling; als de vorige behandeling, maar nu met een 4M salpeterzuuroplossing.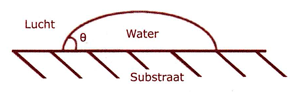
Afbeelding 2 Contacthoekmeting volgens de druppelmethode.
Reinigen-desinfecteren
Voor deze behandelingen zijn alleen de voorbehandelingen Cl, C4 en C5 gebruikt. Het desinfectieproduct is een bleekoplossing (20 gew.% Cl2). Na reinigen worden de monsters' gedurende 20 minuten ondergedompeld in de bleekoplossing van kamertemperatuur, vervolgens gespoeld met dubbelgedestilleerd water en tenslotte gedroogd met absorberend papier.
Effect van het reinigen
Contacthoeken die zijn gemeten aan de diverse substraten, na de zes verschillende reinigingsbehandelingen laten zien dat na reinigen met C4 de oppervlakken waterafstotend zijn geworden, terwijl reinigen met andere middelen de oppervlakken wateraantrekkend zijn met uitzondering van het met C6 behandelde oppervlak. Oppervlakken in de 2B en blankgegloeide toestand zijn waterafstotend. Het lijkt erop of deze beide industriële afwerkingen equivalent zijn wat betreft waterafstotendheid, terwijl het gepolijste oppervlak, dat een gelijke oppervlakteruwheid bezit altijd sterker waterafstotend is, maar ook gevoelig is voor de toegepaste reinigingsbehandeling. De reinigingsbehandeling schijnt dus een uitgesproken invloed te hebben op de waterafstotende karakteristieken van het oppervlak en dat de bevochtigbaarbeid van staal niet alleen wordt beheerst door de oppervlakteruwheid. Oppervlakteruwheid kan een rol spelen, maar alleen bij hoge Ra waarden (Ra> 0,1 µm).
Effect van reiniging-desinfectie
Gemeten waarden van gs zijn weergegeven op afbeelding 3 voor de 2B en blankgegloeide oppervlakken. Het lijkt erop dat de oppervlakteënergieën sterk variëren met reiniging en desinfectie. Het heeft er ook alle schijn van dat de blankgegloeide toestand een wat hogere oppervlakteënergie heeft dan de 2B afwerking, dat zou erop duiden dat hechting makkelijker verloopt op het blankgegloeide oppervlak, ondanks de wat hogere oppervlakteruwheid. In het ruwheidsgebied Ra > 0,1 µm, zijn reiniging en desinfectie wel van invloed op de hechting maar oppervlakteruwheid niet.
Bacteriehechting op AISI 304
Er zijn hechtingsexperimenten uitgevoerd aan monsters die zijn gereinigd met C1, C2, C4 en C6. De monsters zijn gedurende 3 uur ondergedompeld in een oplossing die de bacterie Streptococcus Thermophilus bevatte in een concentratie van 3 x 108 cellen/mi. Daarna zijn ze gedurende 15 minuten afgespoeld met stromend steriel water en driemaal met 30 mi MRS oplossing (Merck). Aanhechtende bacteriën zijn vervolgens gekleurd met een 0,01% acridine oplossing en geteld op 100 epifluoricerende microscoopvelden die corresponderen met 1,5 x 10-2 mm2.
Tabel 5 Vloeistoffen die zijn gebruikt voor de bepaling van de oppervlakteënergie van AISI 304 volgens de 2 vloeistoffenmethode.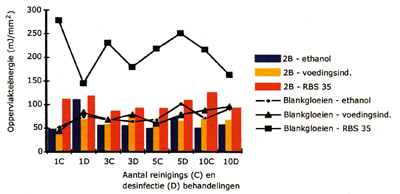
Afbeelding 3 Oppervlakteënergieën van AISI 304 met 2B en blankgegloeide oppervlakken, gemeten na verschillende reinigings- en desinfectiebehandelingen [3].
De door Haudrechy en medewerkers [3] gevonden resultaten zijn te zien op afbeelding 4 waar het aantal hechtende bacteriën als functie van de watercontacthoek, gemeten in lucht, is weergegeven.
In eerste benadering hechten er meer bacteriën als de watercontacthoek afneemt, hetgeen inhoudt dat hechting wordt bevorderd op waterafstotende oppervlakken of op oppervlakken met hoge energie. De hechting blijkt ook af te hangen van de reinigingsbehandeling die is gegeven en dat voor een gegeven reinigingsbehandeling er meer bacteriën op het blankgegloeide oppervlak hechten dan op de 2B afwerking, hetgeen bevestigd dat in het ruwheidsgebied Ra > 0,1 µm de oppervlakteruwheid de hechtingsverschijnselen niet beheerst. Verder valt op te merken dat na reinigen met C4, hechting op 2B oppervlakken onverwacht laag is hetgeen aantoont dat de bevochtigbaarbeid van staal noch gs voldoende zijn om de mate van hechting te voorspellen.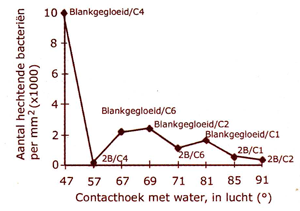
Afbeelding 4 Hechting van Streptococcus Thermophilus op AIS! 304 dat is gereinigd met verschillende producten. Verband tussen het aantal hechtende bacteriën en de watercontacthoek gemeten in lucht {3].
Conclusie
De karakterisering van AISI 304 roestvaststaaloppervlakken met oppervlakte-afwerkingen van uiteenlopende ruwheid, samenstelling en oppervlakteënergie na reiniging en na desinfectie laten het volgende zien:
- Het gehanteerde reinigingsproces heeft grote invloed op de waterafstotendbeid van het oppervlak en op de bevochtigbaarbeid van het staal.
- De invloed van de oppervlakteruwheid, als deze lager is dan 0,1 µm, is te verwaarlozen ten opzichte van de invloed van de reinigingsbehandeling.
- Het toepassen van verschillende reinigings-desinfectiebehandelingen tonen eveneens een belangrijke invloed van de gehanteerde procedure, zodat het optimaliseren van het reinigings-desinfectieproces de beste weg lijkt om bacteriehechting tegen te gaan.
Literatuur
1. H. Busscher. Surface Free Energies and the Adhesion of Oral Bacteria. Proefschrift, Groningen, 1985.
2. A.W. Adamson. Physical Chemistry of Surfaces, 4th edition, John Wiley and Sons, New York, 1982.
3. P. Haudrechy, L. Boulangé-Petermann, M.N. BellonFontaine, B. Baroux. Innovation Stainless Steel, Florence, 11-14 oktober, 1993, p. 2.169-2.175.