


Smeden van gelegeerd aluminium
Aluminiumlegeringen kunnen in tal van vormen worden gesmeed. Smeedstukken van gelegeerd aluminium worden doorgaans vervaardigd met hogere maattoleranties dan bij smeden van koolstofstaal en gelegeerd staal het geval is. Dit is het gevolg van verschillen in het oxidatiegedrag bij hoge temperatuur van aluminiumlegeringen tijdens smeden, de gebruikte technische benadering en de hogere materiaalkosten die samengaan met gelegeerd aluminium.
Inleiding
Voor een gegeven vorm van een smeedstuk van gelegeerd aluminium kunnen de drukeisen bij het smeden sterk uiteenlopen, in de eerste plaats afhankelijk van de chemische samenstelling van de te smeden legering, het gebruikte smeedproces, de vervormingssnelheid tijdens het smeden, het type smeedstuk, de smeringscondities en de temperatuur van smeedstuk en matrijs. Afbeelding 1 vergelijkt de vloeispanningen van enkele vaak gesmede aluminiumlegeringen tussen 350 en 370°C en bij een deformatiesnelheid van 4 tot 10 s-1 met 1025 koolstofstaal dat onder identieke omstandigheden is gesmeed, jet uitzondering van de temperatuur die hoger is. Vloeispanning representeert de ondergrens van de vereiste smeeddruk; de feitelijke smeeddruk is gewoonlijk hoger. Voor sommige aluminiumlegeringen met lage tot middelmatige sterkte, zoals 1100 en 6061 zijn de vloeispanningen lager dan die van koolstofstaal. Voor legeringen met hoge sterkte, zoals 7075, 7010, 7049 en 7050, ligt de vloeispanning en daarmee de smeeddruk aanzienlijk hoger dan die van koolstofstaal. Andere aluminiumlegeringen, zoals 2219, bezitten vloeispanningen die vrijwel overeenkomen met die van koolstofstaal. Als klasse genomen worden aluminiumlegeringen geacht moeilijker te smeden te zijn dan koolstofstaal en vele typen gelegeerd staal.
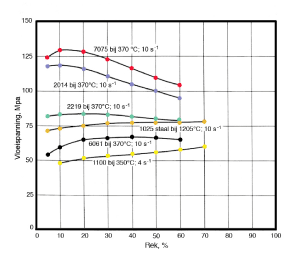
Afbeelding 1. Vloeispanningen van vaak gesmede aluminiumlegeringen en van staal 1025 bij kenmerkende smeedtemperaturen en verscheidene deformatiesnelheden als functie van de deformatie.
Smeedbaarheid
Vergeleken met nikkel-kobaltlegeringen en titaniumlegeringen, zijn aluminiumlegeringen aanzienlijk beter smeedbaar. Afbeelding 2 toont de relatieve smeedbaarheid van tien aluminiumlegeringen die het merendeel vormen van de productie van smeedwerk in gelegeerd aluminium. De gebruikte willekeurige eenheid is gebaseerd op de vervorming per eenheid opgenomen energie bij de smeedtemperaturen die gewoonlijk worden gebruikt voor de legeringen in kwestie. Deze index houdt ook rekening met de moeite waarmee een bepaalde mate van deformatie wordt bereikt alsmede met de neiging tot scheuring van de legering onder de procescondities. Er zijn aluminium smeedlegeringen, zoals 1100 en 3003, waarvan de smeedbaarheid hoog boven die van de gepresenteerde legeringen ligt. Deze legeringen hebben echter beperkte toepassing in smeedwerk omdat ze niet kunnen worden verstevigd door middel van warmtebehandeling.
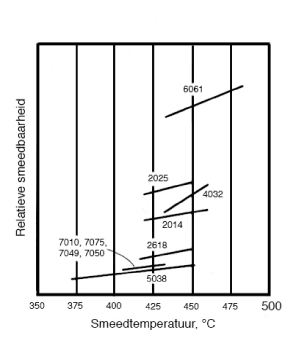
Afbeelding 2. Smeedbaarheid als functie van de smeedtemperatuur van verschillende aluminiumlegeringen.
Temperatuurinvloed
Zoals is te zien op afbeelding 2 neemt de smeedbaarheid van alle legeringen toe met stijgende metaaltemperatuur en er is een aanzienlijke variatie in het effect van de temperatuur. Zo vertoont bijvoorbeeld de hoog-silicium houdende (11,0 tot 13,5% Si) legering 4032 het sterkste effect, terwijl de hoog-sterke Al-Zn-Mg-Cu 7xxx legeringen het zwakste effect laten zien. Afbeelding 3 toont het effect van de temperatuur op de vloeispanning bij een deformatiesnelheid van 10 s-1 voor legering 6061, een zeer goed smeedbare aluminiumlegering. Er treedt een toename van bijna 50% op in de vloeispanning tussen de hoogste temperatuur (480°, de top van het aanbevolen smeedbereik voor 6061) en 370°, dat onder de aanbevolen minimum temperatuur voor 6061. Voor legeringen die moeilijker zijn te smeden, zoals de 2xxx en 7xxx reeksen, is de verandering in vloeispanning met de temperatuur nog groter, wat de hoofdreden aangeeft voor de relatief nauwe temperatuurgebieden. De 15 aluminiumlegeringen die het vaakst worden gesmeed, tezamen met de aanbevolen temperatuurgebieden staan vermeld in tabel 1. Het smeed-temperatuurinterval voor de meeste van deze legeringen is vrij nauw (gewoonlijk minder dan 55°C) en het gebied beslaat niet meer dan 85°C voor elk van de legeringen. Verkrijgen en handhaven van de juiste metaaltemperatuur is voor het met succes smeden van aluminiumlegeringen van doorslaggevende invloed. Matrijstemperatuur en vervormingssnelheid spelen een sleutelrol bij het verkrijgen van de feitelijke smeedtemperatuur.
Invloed van de vervormingssnelheid
Smeedwerk van gelegeerd aluminium wordt met uiteenlopende smeedapparatuur gemaakt. De vervorming of vevormingssnelheid die aan het vervormende metaal wordt meegegeven loopt sterk uiteen van zeer snel (groter dan 10 s-1 met apparatuur zoals hamers, mechanische persen e.d.) tot relatief traag (minder dan 0,1 s-1 met apparatuur zoals hydraulische persen). Vervorming of vervormingssnelheid is daarom ook een kritische grootheid bij het met succes smeden van een gegeven legering. Afbeelding 4 toont het effect van twee vervormingssnelheden, 10 s-1 en 0,1 s-1, op de vloeispanning van twee aluminiumlegeringen, 6061 en 2014, bij 370°C. Het is duidelijk dat hogere vervormingssnelheden de vloeispanning van aluminiumlegeringen verhogen en dat een toename van de vloeispanning bij stijgende vervormingssnelheid groter is voor moeilijker te smeden legeringen, zoals de 2xxx en 7xxx reeksen. Voor 6061, de beter smeedbare legering, ligt de stijging van de vloeispanning met de hoge vervormingssnelheid in de orde van 70% en voor 2014 verdubbelt de hogere vervormingssnelheid de vloeispanning.
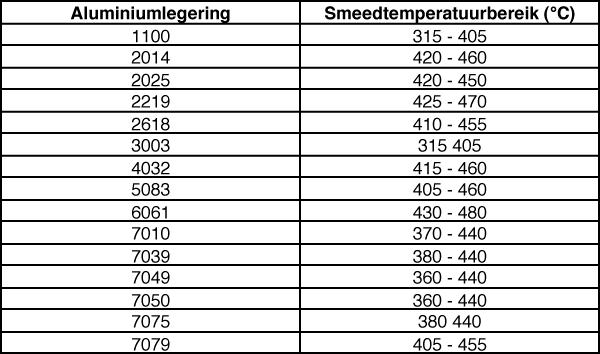
Tabel 1. Aanbevolen smeed-temperatuurintervallen voor een aantal aluminiumlegeringen.
Invloed van matrijstemperatuur
In tegenstelling tot sommige smeedprocessen voor koolstofstaal en gelegeerd staal, worden bij alle smeedprocessen voor gelegeerd aluminium de matrijzen verwarmd . De temperatuur is daarom eveneens een kritisch element in de smeedbaarheid. Tabel 2 geeft een samenvatting van temperatuurgebieden die vaak worden gebruikt bij verscheidene aluminium smeedprocessen. Hoe kritisch de matrijstemperatuur is bij het optimaliseren van het proces hangt af van de gebruikte smeedapparatuur, de te smeden legering en de mate van vervorming en complexheid van het ontwerp van het smeedstuk. Voor processen met lagere vervormingssnelheden, zoals smeden met hydraulische persen, bepaalt de matrijstemperatuur de feitelijke metaaltemperatuur tijdens vervorming. Het komt er op neer dat het smeden van aluminiumlegeringen in hydraulische persen isotherm verloopt, dat wil zeggen dat matrijs en metaal dezelfde temperatuur hebben tijdens vervormen. Daarom zijn de matrijstemperaturen bij hydraulisch smeden hoger dan die welke kenmerkend zijn voor snelleren vervormingsprocessen, zoals hamers en mechanische persen.
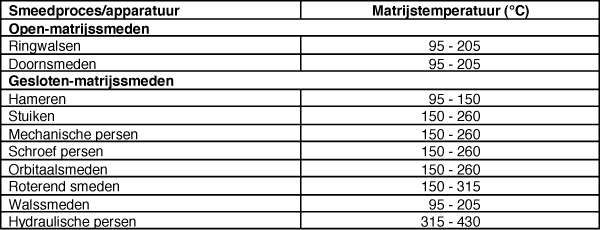
Tabel 2. Matrijs-temperatuurintervallen voor het smeden van gelegeerd aluminium.
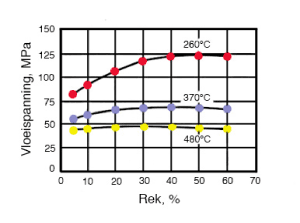
Afbeelding 3. Vloeispanningen als functie van de deformatie voor legering 6061 bij drie temperaturen en een reksnelheid van 10 s-1.
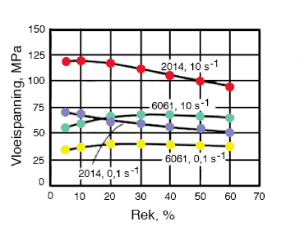
Afbeelding 4. Vloeispanning als functie van de deformatie voor legeringen 2014 en 6061 bij 370 °C en twee verschillende deformatiesnelheden.
Aluminium-lithiumlegeringen
Aluminium-lithiumlegeringen zijn goed smeedbaar, met vloeispanningen die liggen tussen die van de legeringen 2219 en 2014 (zie afbeelding 1). De gewenste mechanische eigenschappen, met name combinaties van hoge sterkte en hoge breuksterkte, zijn sterk afhankelijk van relatief hoge niveaus (4 tot 8%) koude reductie tussen oplosgloeibehandeling en veroudering. Het bereiken van uniforme niveaus van koude reductie is lastig met tal van gesloten-matrijssmeedstukken. Om die reden worden de meeste warmtebehandelbare aluminium-lithiumlegeringen verwerkt tot -T6xxx toestanden, met bijbehorende reducties in mechanische eigenschappen. De mechanische eigenschappen die worden behaald met smeedstukken die zijn gemaakt van aluminium-lithiumlegeringen komen overeen met die welke worden behaald met 2014-T6 of -T61 en/of 2014-T6.
Aluminium-lithiumlegeringen zijn aanzienlijk duurder dan de gangbare commercieel gebruikte aluminiumlegeringen. Daarom zijn voor deze legeringen smeedmethoden noodzakelijk waarbij hoge maattoleranties worden behaald, die gepaard gaan met een minimum aan verspanende nabewerking.