


Aluminium smeedmethodes
Aluminiumlegeringen worden geproduceerd met behulp van alle gangbare smeedmethodes, waaronder open-matrijs smeden, gesloten-matrijs smeden, stuiken, walssmeden, rotatiesmeden, doornsmeden, ringsmeden en extrusie. Keuze van een optimale smeedmethode voor een gegeven smeedvorm berust op de gewenste ontwerpvorm, het raffinement van het smeedontwerp en de kosten. In veel gevallen worden twee of meer smeedmethodes gecombineerd om te komen tot de gewenste smeedvorm alsmede het behalen van een grondige smeedstructuur. Zo gaat open-matrijs smeden vaak vooraf aan gesloten-matrijs smeden om de legering te herbewerken, dit is met name het geval als er gietlegeringen worden bewerkt, en om het metaal voor te vormen.
Open-matrijs smeden
Open-matrijs smeden wordt vaak gebruikt voor de productie van kleine series, als de kosten van de productie van een gesloten matrijs niet valt te rechtvaardigen of als zulke kleine series nodig zijn voor het produceren van prototypen. De hoeveelheid die het gebruik van een gesloten matrijs garanderen variëren aanzienlijk, afhankelijk van de afmetingen en de vorm van het smeedstuk en van de toepassing ervan. Open-matrijs smeden beperkt zich echter niet tot kleine series of tot prototypen, het kan soms de meest economische methode zijn voor de fabricage van aluminium smeedwerk. Open-matrijs smeedstukken kunnen worden geproduceerd in een brede variëteit aan vormen, lopend van simpele ronde, vierkante of rechthoekige vormen tot smeedstukken met zeer complexe omtrek. In het verleden hingen de complexiteit en toleranties van de werkstukken af van de vakbekwaamheid van de operator, maar met de komst van de computergestuurde open-matrijs smeedpersen, is het mogelijk om vormen te produceren met algehele dikte/breedte toleranties van 1,27 mm. Omdat open-matrijs smeden vaak wordt toegepast om voorvormen te maken voor gesloten-matrijs smeden, verschaffen dergelijke moderne smeedmachines zeer nauwkeurige voorvormen, waardoor de maatconsistentie wordt verhoogd.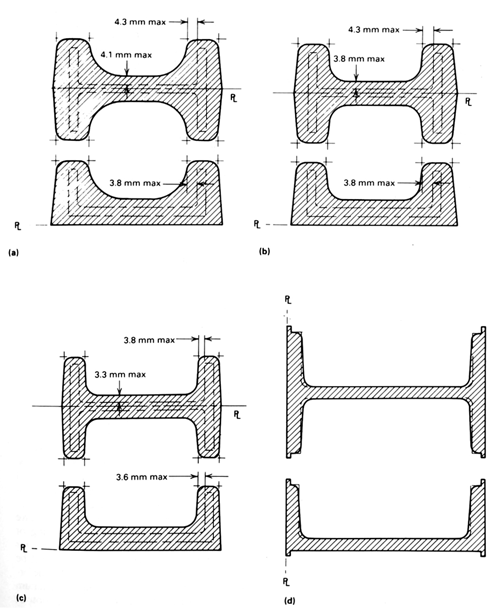
Afbeelding 1. Gesloten-matrijs smeedprocessen voor het smeden van aluminium en gelegeerd aluminium met toleranties. (a) Blockertype. (b) Conventioneel. (c) Hoge-definitie. (d) Precisie.
Gesloten-matrijs smeden
Het merendeel van de aluminium smeedstukken wordt geproduceerd met gesloten-matrijs smeden. De vier typen aluminium smeedwerk die worden geproduceerd zijn ringtype (alleen finish type), conventioneel, near-net shape, en precisie. Deze smeedtypen zijn weergegeven op afbeelding 1.
Ring-type smeedwerk
Afbeelding 1a toont het ringtype smeedstuk, dat wordt geproduceerd in relatief goedkope, enkele matrijsstellen. Wat betreft afmetingen en smeeddetails, zijn ze minder verfijnd en vereisen meer verspaning dan conventionele of near-net shape typen. Een ring-type smeedstuk kost minder dan een vergelijkbaar conventioneel of near-net shape type smeedstuk, maar vergt wel meer verspanende nabewerking.
Conventioneel gesloten-matrijs smeedwerk
Deze vorm van smeden (afbeelding 1b) wordt het vaakst gebruikt voor het smeden van aluminium. Ze worden vervaardigd als hetzij een enkel stel finish matrijzen of als block en finish matrijzen, afhankelijk van de ontwerpcriteria. Deze smeedstukken behoeven minder verspanende nabewerking en hebben hogere maatnauwkeurigheid dan blocker-smeedwerk, maar de kosten zijn hoger, zowel voor de matrijzen als voor de fabricage.
Hoge-definitie smeedwerk
Met de komst van verbeterde smeedapparatuur en procesbeheersing, konden hoge-definitie near-net shape, gesloten-matrijs smeedstukken worden vervaardigd (afbeelding 1c) met verbeterd smeedontwerp, tolerantie en gereduceerde nabewerkingskosten ten opzichte van conventionele of blocker smeedstukken. Hoge-definitie smeedwerk wordt vervaardigd met meervoudige matrijzen die bestaan uit een of meer blocker matrijzen en afwerk matrijzen.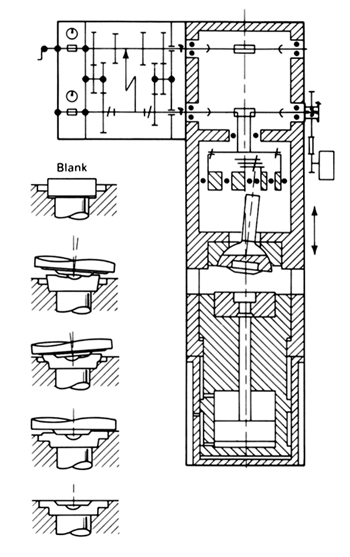
Afbeelding 2. Schematische weergave van het rotatiesmeden van een opsluitring van een kogellager.
Precisie smeedwerk
Deze smeedvorm (afbeelding 1d) representeert het meest verfijnde aluminium smeedontwerp. Dit smeedwerk, waarbij de operator soms smeden combineert met verspanen bij de fabricage, is duurder dan andere smeedmethodes, maar vereist geen verspanende nabewerking en kan daarom zeer economisch zijn. Net-shape aluminium smeedstukken worden gemaakt in tweedelige, driedelige matrijzen en/of meervoudige gesegmenteerde wikkelmatrijzen als zeer nauwe toleranties in het geding zijn.
Stuiksmeden
Stuiksmeden kan plaatsvinden in speciale smeedapparatuur, zoals een soort mechanische pers of meervoudige hoge-snelheid vervormers. Het proces wordt vaak gebruikt voor de productie van vormen die worden gekenmerkt door rondgaande oppervlakken, zoals bouten, kleppen, tandwielen, lagers en zuigers. Stuiksmeden kan het enige proces zijn dat nodig is, zoals bij de fabricage van zuigers, maar het kan worden gebruikt als voorafgaande bewerking om het aantal indrukkingen te beperken, of om matrijsslijtage te verminderen, of om metaal te besparen als de werkstukken worden afgewerkt in gesloten matrijzen. Wiel en tandwiel smeedstukken zijn typische producten waarbij stuiksmeden op voordelige wijze wordt gecombineerd met gesloten-matrijs smeden. In de regel mag het niet ondersteunde deel van het aluminium werkstuk drie maal de diameter van een ronde vorm of drie de diagonaal van de doorsnede van een rechthoekige vorm niet overschrijden.
Walssmeden
Walssmeden kan worden gebruikt als voorafgaande bewerking ter reductie van metaal toevoer of om het aantal gesloten-matrijs bewerkingen te beperken. Bij walssmeden wordt het metaal vervormd tussen bewegende walsrollen, die hetzij op een rol, hetzij op beide een matrijsholte bevatten. Deze bewerking wordt het meest gebruikt voor werkstukken, zoals verbindingsstangen, waar het volume groot is en he twerkstuk wordt gekenmerkt door betrekkelijk geringe variaties in de dwarsdoorsnede.
Rotatiesmeden
Rotatiesmeden is een variant op het gesloten-matrijs mechanisch of hydraulisch perssmeden, waarbij een of beide matrijshelften roteert. gewoonlijk onder een hoek, hetgeen leidt tot een geleidelijke vervorming van het werkstuk. Rotatiesmeden wordt gebruikt voor zowel warm- als koudsmeden van gelegeerd aluminium om werkstukken te produceren met rotatiesymmetrische oppervlaken en met hoge eindnauwkeurigheid. Afbeelding 2 geeft een schematische weergave van de fabricage van een rotatiesymmetrisch werkstuk, te weten een kogelring van een fietsnaaf.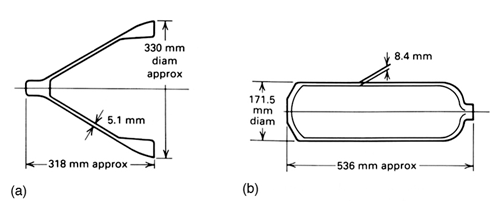
Afbeelding 3. (a) Jet engine spinner. (b) Fles.
Spinsmeden
Dit is een relatief nieuwe smeedtechniek voor gelegeerd aluminium. De methode combineert gesloten-matrijs smeden en computergestuurde spinsmeden, waarmee assymmetrische holle vormen kunnen worden geproduceerd met hoge maatnauwkeurigheid (afbeelding 3 a en b), middels hetzij warm-, hetzij koudsmeedtechnieken. Omdat spinsmeden gebruik maakt van een doorn, zijn de inwendige contouren typisch near-net shape, waardoor er geen verspanende eindbewerking hoeft plaats te vinden. De uitwendige contouren kunnen tot bijna near-net shape worden gesmeed, zodat er slechts geringe nabewerking nodig is en binnen veel nauwere onrondheid en concentriciteit toleranties dan mogelijk is met andere smeedtechnieken, hetgeen resulteert in materiaalbesparing. Er kunnen werkstukken worden geproduceerd die aan beide zijden of aan een zijde open zijn, of aan beide zijden gesloten.
Ringsmeden
Ringsmeden wordt eveneens gebruikt voor het maken van ronde vormen in gelegeerd aluminium. De procedure voor het ringsmeden van gelegeerd aluminium is in essentie dezelfde als die voor staal. De temperaturen die worden gebruikt komen vrijwel overeen met die voor andere smeedprocessen. De vervorming die wordt verkregen met ringsmeden van aluminium resulteert in korrelvloei die bij voorkeur is gericht in omtrekrichting. Als korrelvloei in andere richtingen wordt gewenst, zoals axiaal of radiaal, dan kunnen andere processen worden gebruikt die resulteren in ringvormige werkstukken. Wat ringsmeden van aluminium economisch voordelig maakt hangt af van volume, afmetingen en contour van het smeedstuk. Voor sommige ringvormige werkstukken is het economisch voordeliger om het te maken met behulp van doornsmeden of door ringen te snijden uit een holle geëxtrudeerde cilinder.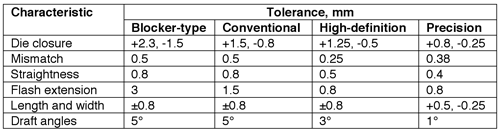
Doornsmeden
Smeedproces wordt gebruikt om betrekkelijk simpele, as-symmetrische, holle ringen of cilindervormen te maken, waarbij het metaal in toenemende mate over een doorn wordt gesmeed, gewoonlijk op een hamer, of hydraulische pers. Bij het toenemende smeedproces neemt de wanddikte gestaag af waardoor de diameter van het werkstuk wordt vergroot. Doornsmeden van aluminium blijkt economisch voordelig te zijn voor de vervaardiging van werkstukken met een betrekkelijk klein volume en/of voor ringvormige werkstukken met een zeer grote diameter (tot 3 meter diameter). Met controle van de bewerkingsgeschiedenis van het ingangsmateriaal kunnen met het doornsmeedproces ringen worden gesmeed waarbij de korrels in hetzij omtreksrichting, hetzij in axiale richting zijn georiënteerd.