


Oppervlaktebehandeling van Aluminium (deel 2) Trillen – Polijsten en lederpolijsten – Satijnafwerking en chemisch reinigen
4. Trillen
Trillen is een nieuwere methode die wordt gebruikt voor ontbramen en polijsten van metalen onderdelen. In geval van aluminium werkstukken moeten de polijstmiddelen en andere media aan dezelfde restricties voldoen als bij het conventionele trommelpolijsten.
5. Polijsten en lederpolijsten
Omdat aluminium makkelijker te bewerken is dan veel andere metalen, vereisen slechts weinig aluminium onderdelen een polijstbehandeling voordat lederpolijsten wordt toegepast als laatste afwerking. In sommige gevallen kan polijsten vereist zijn om bramen of onregelmatigheden in het oppervlak te verwijderen.
5.1 Polijsten
De meeste polijstbewerkingen kunnen worden uitgevoerd met hetzij banden hetzij opzetschijven. Opzetschijven kunnen beter werken dan banden in geval van ruw polijsten als er gebruik wordt gemaakt van canvas schijven. Voor fijner polijstwerk zal een speciale contourschijf betere diensten leveren dan een band. Opzetschijven hebben twee duidelijke nadelen in vergelijking met banden:
- de schijven zijn duur;
- er zijn tijd, vaardigheid en apparatuur nodig voor opzetschijven.
Als er schijven moeten worden gebruikt met verschillende soorten schuurmiddel of gritafmetingen dan is opslag noodzakelijk. Vaardigheid van de operator is vereist voor schijfpolijsten, terwijl voor bandpolijsten kan worden volstaan met ongeschoolde werkkrachten. In plaats van opzetschijven wordt voor veel toepassingen gebruik gemaakt van buigzame schijven.
5.2 Lederpolijsten
De keuze van een lederpolijstmethode berust voornamelijk op prijsoverwegingen, omdat het gewoonlijk mogelijk is om het gewenste resultaat met een van verscheidene methodes te verkrijgen. Bijvoorbeeld afhankelijk van de toepassing, kan handmatig lederpolijsten vragen om het gebruik van simpele lichtgewicht machines tot zware apparaten met variabele snelheden en dubbele besturingseenheden. Deze machines representeren een breed scala in kapitaal. Automatisch lederpolijsten vereist op maat gemaakte machines of speciale opspanmogelijkheden op standaardmachinerie. Afmetingen en complexiteit worden bepaald door de vereiste productiesnelheden en door de afmetingen of vorm van de werkstukken. Hoge productie vereist meer stations, zwaardere apparatuur en meer vermogen. De werkstukconfiguratie kan dermate simpel zijn dat een polijster het totale af te werken oppervlak bestrijkt, of het is dermate complex dat het gebruik van vele polijsters, geplaatst onder hoeken nodig zijn die via nokkenschijven naar het werkstuk worden bewogen.
6. Satijnafwerking
Mechanische satijnafwerking is een beproefde methode voor het verkrijgen van een aantrekkelijke oppervlaktetextuur op aluminium voorwerpen zoals knoppen, scharnieren, rosetten en dergelijke.
Satijnafwerking wordt ook gebruikt in de architectuur, automobielindustrie en voor gebruiksvoorwerpen. De satijnafwerking ontstaat als gevolg van kleine, bijna evenwijdig lopende krassen in het metaaloppervlak, die het oppervlak een zachte gladde glans geven met een geringere weerspiegeling dan die van geslepen of gepolijste oppervlakken. Satijnafwerking kan worden gegeven door middel van borstelen met fijne metaaldraadborstels. Andere methodes maken gebruik van een vetvrij schuurmiddel dat wordt opgewreven met conventioneel polijstgereedschap. Er wordt ook wel gebruik gemaakt van met schuurmiddel doordrenkte roterende nylonschijven. Al deze methodes produceren ongeveer hetzelfde soort afwerking. De keuze van een bepaald type hangt af van de oppervlaktevorm van het werkstuk. Oppervlakken van werkstukken die een satijnafwerking moeten krijgen, dienen vrij te zijn van vet en olie en er moet lichte contactdruk worden uitgeoefend. Draadborstels moeten vrij worden gehouden van oxiden en opeenhoping van aluminium slijpsel. Dit wordt bereikt door de roterende borstelschijf regelmatig in contact te brengen met puimsteen of een andere zachte steensoort.
Een gangbare draadborstelopstelling bestaat uit een 250 mm diameter draaischijf met een oppervlaktesnelheid van ongeveer 8,0 m/s en draad met een diameter van 0,4 mm. Onnodige druk op de draaischijf resulteert alleen maar in het buigen van het draad en veroorzaakt buitensporig krassen van het aluminium oppervlak. RVS-draad is aan te bevelen, omdat nader metaal zoals messing of staal in het aluminium oppervlak ingebed kan raken, waardoor er verkleuring en corrosie zal optreden. Indien er gebruik wordt gemaakt van messing- of staaldraadschijven, kunnen ingebedde deeltjes worden verwijderd door het werkstuk in een salpeterzuuroplossing (één deel water op één deel zuur) te dompelen bij kamertemperatuur. De satijnafwerkingsprocessen waarbij een vetvrij schuurmiddel wordt gebruikt zijn in essentie droog. Water is vereist om het bindmiddel in het schuurmiddel te verzachten, zodat het aan het oppervlakte van de polijstschijf gaat plakken. Nadat het bindmiddel is opgedroogd, is de schijf klaar voor gebruik. In dit stadium mag er gebruik worden gemaakt van een smeermiddel, zoals een polijstmiddel of talk, om sterkere spiegeling te verkrijgen. Als de bewerkte werkstukken naderhand moeten worden geanodiseerd, dan mag dat worden voorafgegaan door etsen of iets dergelijks, omdat daardoor de satijnglans verloren gaat. Voorafgaand aan anodiseren dient gebruik te worden gemaakt van reinigingsbehandelingen die niet etsen of dat slechts in uiterst lichte mate doen.
7. Chemisch reinigen
Reinheidseisen voor een aluminium oppervlak worden bepaald door de opvolgende afwerkingsbehandelingen. Zo vereisen neerslaan van een metaal of het aanbrengen van een chromaatlaag, reinigingsprocedures die wat stringenter zijn dan die voor anodiseren. Als er een reinigingscyclus wordt vastgesteld of als verschillende reinigingsmiddelen of reinigingsomstandigheden worden uitgetest is het wenselijk om de reinheid van het bewerkte oppervlak daarna te beproeven. Het nat maken van een aluminium oppervlak met water geeft lang niet altijd een aanwijzing voor reinheid wanneer ook oxiden verwijderd moeten worden. Omdat op vetvrije maar met oxiden bedekte oppervlakken zich een aaneengesloten waterfilm kan vormen. Ook een oppervlak dat behandeld is met een reinigingsmiddel dat een bevochtiger bevat, kan een uniforme waterfilm vormen zonder dat het oppervlak echt schoon is. Er bestaan nog twee andere methodes om de reinheid van een aluminium oppervlak vast te stellen:
- Bevochtig het werkstuk met een onverwarmde waterige oplossing die 30 g/l koperchloride bevat en 29 ml/l geconcentreerd zoutzuur. Uniforme gasvorming of het ontstaan van een eveneens uniforme neerslag van koper duidt erop dat het oppervlak chemisch schoon is.
- Bevochtig het werkstuk met een onverwarmde chromaat-conversiedeklaagoplossing of bad van het zure type totdat er een oranjekleurige laag is gevormd. Een uniforme oranje laag duidt erop dat het oppervlak chemisch schoon is.
7.1 Oplosreiniging
De primaire functie van oplosreinigers is het verwijderen van olie en vet. Organische middelen alleen geven zelden voldoende reinheid voor afwerkingsbehandelingen. Oplosmiddelen worden gewoonlijk gebruikt voor het verwijderen van grote hoeveelheden organische verontreinigingen om overbelasten van opvolgende alkalische reinigers te voorkomen. Vetten en oliën variëren in hun oplosbaarheid in specifieke oplosmiddelen. Visoliën zijn vaak lastiger te verwijderen dan andere olietypen. In gedroogde toestand veroorzaken sommige oxiderende oliën, zoals lijnzaadolie, een leerachtige film die moeilijk is te verwijderen met wat voor oplosmiddel dan ook. Slijp- en polijstmiddelen zijn makkelijk te verwijderen met de meeste oplosmiddelen als er direct na het polijsten wordt gereinigd. Als de middelen de gelegenheid krijgen om te harden, zijn ze echter moeilijk te verwijderen.
Hete oplossingen, roeren, of mechanische actie (ultrasoon of fysische kracht) kan nodig zijn voor bevredigende reiniging. Om middelen te verwijderen die in het oppervlak zijn ingebrand, moeten de werkstukken worden geweekt in een vloeistof die een organische ontvetter bevat, zoals trichlooretyleen of methyldichloride, of een geïnhibiteerde alkalische reiniger. Als slijp- en polijstmiddelen niet direct na het slijpen of polijsten kunnen worden verwijderd, is het aanbrengen van een neutrale minerale olie op het behandelde oppervlak een geschikte methode om de middelen in een beter oplosbare toestand te houden voor latere verwijdering. De volgorde voor het polijsten van aluminiumoppervlakken is gewoonlijk als volgt: reinigen met oplosmiddel, spoelen, verwijderen van oppervlakteoxiden, spoelen en ten slotte het aanbrengen van de gewenste afwerking. Sommige van deze stappen kunnen worden overgeslagen, afhankelijk van het type en de kwaliteit van het polijstmiddel, de kwaliteit van de behandeling en de kwaliteit van de gebruikte oplosmiddelen en reinigers.
7.2 Emulgeerbare oplosmiddelen
Dit soort oplosmiddelen wordt ook gebruikt voor het reinigen van aluminium. Het zijn organische oplosmiddelen zoals kerosine en minerale middelen, waaraan kleine hoeveelheden emulgatoren en oppervlakteactieve stoffen zijn toegevoegd. Bij gebruik ontstaan er olie- of vetemulsies op het oppervlak. De smurrie en het reinigingsmiddel worden verwijderd met water, bij voorkeur door spuiten. Dit type ontvetten werkt bevredigend als voorbehandeling voor anodiseren, etsen, verwijderen van oppervlakteoxiden, aanbrengen van chemische conversielagen, galvaniseren of verven. In sommige gevallen zijn er tussenbehandelingen nodig, zoals het tussentijds verwijderen van oppervlakteoxiden alvorens te etsen. Emulgeerbare oplosmiddelen bezitten een pH van 8 of minder, omdat het anders het aluminium doet vlekken of aantast als het langer op het werkstuk op het werkstuk aanwezig is. Emulgeerbare oplosmiddelen met een hogere pH zijn de effectievere reinigers en ze kunnen worden gebruikt als het oppervlak wordt afgespoeld binnen twee tot drie minuten na ontvetten. Een goedkopere reinigingsoplossing kan worden verkregen door toevoegen van water aan het emulgeerbare oplosmiddel. Deze minder efficiënte oplossing beperkt zich tot het verwijderen van makkelijk oplosbare vetten en oliën. Het is gebruikelijk om alkalische reinigers te gebruiken voor het verwijderen van olie en vet in plaats van oplosmiddelen, waarvan het gebruik aan steeds stringentere gezondheids- en milieuregels wordt onderworpen.
7.3 Alkalisch reinigen
Alkalisch reinigen wordt het meest toegepast voor het reinigen van aluminium en gelegeerd aluminium. Deze methode is makkelijk toe te passen in productielijnen en de apparatuurkosten zijn laag. Aluminium wordt makkelijk aangetast door alkalische oplossingen. De meeste oplossingen worden op een pH gebracht en gehouden tussen 9 en 11 en ze worden vaak in zekere mate geïnhibiteerd om aantasting geheel of tot een minimum te beperken. Het meest gebruikte type reiniger is de licht geïnhibiteerde alkalische reiniger. Reinigers van het etsende en niet-etsende type bezitten min of meer het vermogen om plantaardige en dierlijke vetten en oliën te emulgeren, maar niet minerale olie of vet. Ze kunnen daarom soms verse polijstmiddelen verwijderen en de varkensreuzelolie die wordt gebruikt bij forceerwerk. Niet-etsende reinigers kunnen worden ingedeeld als wel of niet silicaathoudend. De silicaathoudende reinigers zijn geformuleerd op basis van waterige oplossingen van natriumcarbonaat, trinatriumfosfaat, of andere basen, waaraan kleine hoeveelheden natriumsilicaat zijn toegevoegd om etsen te inhibiteren.
Het voornaamste nadeel van de silicaathoudende typen, naast hun onvermogen om minerale oliën te emulgeren en verwijderen, is dat het silicaat kan reageren met het aluminium onder vorming van een onoplosbaar aluminiumsilicaat, vooral als de badtemperatuur hoger is dan 80°C. Lagere bedrijfstemperaturen verlagen de effectiviteit van de oplossing voor het verwijderen van bepaalde verontreinigingen. Silicaathoudende reinigers zijn leverbaar die worden gebruikt bij 50° tot 60°C ter verlaging van het energieverbruik. Niet-silicaatreinigers worden vaak geformuleerd op basis van betrekkelijk hoge concentraties oppervlakte-actieve stoffen. Er zijn hoge bedrijfstemperaturen vereist, maar sommige reinigers die bij een temperatuur hoger dan 70°C worden gebruikt etsen het aluminium oppervlak. Reinigers die een grote hoeveelheid oppervlakteactieve stoffen bevatten, met name die typen die zich in het geheel niet laten afspoelen, mogen niet worden overgedragen naar baden die bedoeld zijn voor glansdompelen, anodiseren, of voor chemische conversielagen.
Silicaathoudende noch niet-silicaathoudende reinigers verwijderen aluminiumoxide op uniforme wijze. Omdat oxideverwijdering essentieel is voor het aanbrengen van decoratieve of functionele afwerkingen, is de beste procedure reinigen, verwijderen van oxiden met een zuuroplossing en dan verdergaan met afwerken.
Niet-etsende reinigers kunnen worden gebruikt na reinigen met een oplosmiddel om te komen tot een oppervlak dat door water kan worden bevochtigd. Ze kunnen ook op zichzelf worden gebruikt als de verontreinigingen makkelijk verwijderbaar zijn. Niet-etsende reinigers kunnen worden gebruikt na reiniging met een oplosmiddel om te komen tot een met water bevochtigbaar oppervlak, maar ze kunnen ook op zichzelf worden gebruikt als de verontreinigingen makkelijk zijn te verwijderen. Als er gebruik wordt gemaakt van natriumorthosilicaat of natriummetasilicaat, dan moeten de carbonatenconcentraties zo laag mogelijk worden gehouden om vlokvorming te voorkomen, die op het oppervlak kan neerslaan. In tegenstelling tot natriumhydroxide, hebben de alkalisilicaat goede bevochtigende, emulgerende en spoeleigenschappen.
De verhouding siliciumdioxide/natriumoxide in het middel bepaalt de efficiëntie van de alkalisilicaten. Natriumorthosilicaat heeft een goed reinigend vermogen en is effectief in het middel bij een verhouding van 1 op 2, waar de verhouding van methasilicaat 1 op 1 dient te zijn. Het werkstuk moet direct na verwijdering uit het reinigingsbad worden afgespoeld met bij voorkeur warm water, om opdrogen van het middel te voorkomen. Als het reinigingsbad koud was, dan kan ook met koud water worden gespoeld. Aluminium oppervlakken vertonen soms plekken met lokale corrosie, die wel worden aangeduid als atmosferische etsing. Dit wordt veroorzaakt door verontreinigingen in de lucht tijdens opslag. De gecorrodeerde plekken zijn beter zichtbaar na alkalisch reinigen of etsen dan daarvoor. Als er zichtbare corrosieplekken aanwezig zijn, dan kan het werkstuk voor de alkalische reiniging even worden gedompeld in een oplossing van 45 g/l natriumbisulfaat of in een koude 70% salpeterzuuroplossing, zodat ze na reiniging niet meer zo zichtbaar zijn. Tabel 4 geeft van enkele veel gebruikte alkalische reinigers de samenstelling en werkingscondities.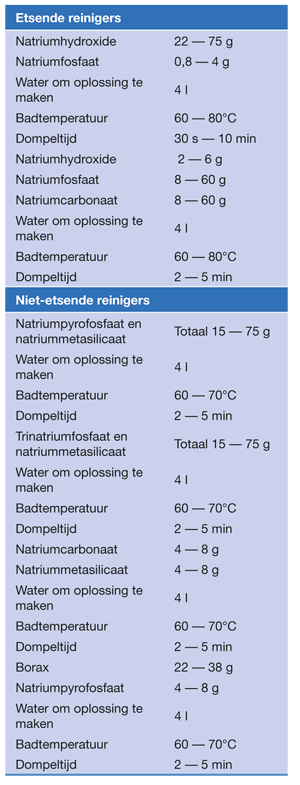
Tabel 4. Samenstelling van enkele alkalische reinigers.
Klik hier voor deel 3