


Structurele verlijming van aluminium
Om de ruime mogelijkheden van het aluminium-lijmen goed te kunnen voorspellen en te beheersen, de elementen juist en snel te positioneren, de lijm juist te doseren en de lijmcyclustijd beperken, is het van belang de lijmsoorten en de technologische aspecten van de constructiecriteria, alsook de oppervlaktebehandelingen goed te kennen.
Assemblage van aluminium, met zichzelf of met andere materialen, is een procédé dat wordt toegepast in talloze industriesectoren, en met name in de sector van de transportmiddelen. Voor structurele assemblages wordt vaak aan verlijming gedacht, omdat deze techniek talloze voordelen biedt (gewichtsverlaging, verbinding van verschillende materialen, thermische of elektrische isolatie, trillingsdemping). Niettemin staat of valt de deugdelijkheid van een gelijmde verbinding met de oppervlaktegesteldheid van het substraat. De duurzaamheid van de verbinding wordt inderdaad bepaald door de oppervlaktebehandeling die is voorafgegaan, en door de belasting die ze zal ondergaan in het gebruik. Dit artikel beschrijft hoe een bestek wordt opgesteld voor een optimaal ontwerp van een gelijmde assemblage van aluminium, geeft enkele principes voor het dimensioneren van de gelijmde naad, en analyseert de invloed van de oppervlaktebehandelingen van het aluminium op de betrouwbaarheid en duurzaamheid van de gelijmde verbinding.
Specificaties van de assemblage
De eerste stap om een performant assemblagesysteem uit te werken, bestaat uit de specificaties van de assemblage te definiëren, of met andere woorden: het bestek op te stellen. Bij het opmaken van dit bestek moet niet uitgegaan worden van eerdere ervaringen met een gelijkaardige verbinding, maar van
de belastingsfactoren waaraan de assemblage zal worden blootgesteld. Dit is het resultaat van de functieanalyse van de verbinding tussen de twee delen die moeten worden geassembleerd.
Aard van de te verbinden materialen
De aard van de substraten die moeten worden geassembleerd, zal natuurlijk in ruime mate de keuze van het lijmproduct bepalen. Het is mogelîjk dat de aluminiumlegering nauwkeurig wordt bepaald door de functie van het onderdeel. In dit geval zal deze in het bestek worden gespecificeerd. Zo niet, dan zal het bestek de belastingsfactoren preciseren waaraan het materiaal zal worden blootgesteld. De keuze van het soort legering blijft dan open en kan dan bijvoorbeeld worden bepaald door de compatibiliteit van de lijm met het substraat, of door de oppervlaktebehandeling die kan worden uitgevoerd in de onderneming en die daarenboven de optimale kwaliteit van de gelijmde naad garandeert in het gebruik. Hetzelfde geldt voor de keuze van het tweede materiaal in geval van een gemengde assemblage (aluminium + ander materiaal). Wanneer het aluminium bijvoorbeeld moet worden verbonden met een thermoplastisch substraat, kan het bestek voorschrijven dat deze kunststof een polypropyleen moet zijn (vanwege de eigenschappen van dit materiaal, zijn gemakkelijke verwerkbaarheid, zijn kostprijs of de beschikbaarheid van het onderdeel). Maar het kan ook gewoon stellen dat het materiaal een kunststof moet zijn met een of ander kenmerk dat nodig is voor de functie van de assemblage. De keuze van de aangewezen thermoplast gebeurt dan met het oog op de optimale eigenschappen van de gelijmde naad.
Vereiste eigenschappen van de assemblage
De beoordelingscriteria voor de kwaliteit van de assemblage moeten worden gepreciseerd, met vermelding van hun respectieve belang. Het belangrijkste criteriumwordt opgegeven (bijvoorbeeld mechanische weerstand, hittebestendigheid, waterdichtheid, flexibiliteit, ... ) en de overige criteria worden vermeld met hun belangrijkheidsgraad.
Mechanische spanningen
In geval van een structurele lijm, moet het bestek zo duidelijk mogelijk de belastingsomstandigheden van de assemblage (statische of dynamische spanningen, gewone en piekbelasting, richting van de belasting ten opzichte van de gelijmde naad) preciseren.
Fysische en chemische belasting
De betrouwbaarheid en duurzaamheid van een gelijmde naad hangen zeer sterk af van de omgevingsomstandigheden waaraan deze kan worden blootgesteld. Zo moeten temperatuur, relatieve vochtigheid en de aard van de media die in contact komen met de verbinding, worden gespecificeerd.
Tevens moet de nadruk worden gelegd op de combinatie van deze belastingsfactoren met mechanische spanmngen. Zo verliest een epoxylijm bijvoorbeeld voor een groot deel zijn mechanische weerstand wanneer de temperatuur stijgt tot boven de temperatuur waarbij hij overgaat in glasachtige toestand. Deze situeert zich tussen 60 en 120°C, afhankelijk van de lijm. Anderzijds verdraagt deze lijm hogere temperaturen zonder dat de hechtkracht verloren gaat. De assemblage kan dus tegen piektemperaturen van bijvoorbeeld 150°C, maar mag op dat ogenblik slechts in geringe mate mechanisch belast worden.
Productieomstandigheden
Het bestek moet eveneens de productieomstandigheden omschrijven (omvang, cyclustijd) die enerzijds de verwerkingsmethode (manueel, halfautomatisch of automatisch) en anderzijds de keuze van het verlijmingssysteem bepalen. De cyclustijd wordt vergeleken met de karakteristieke tijden van de lijmen, namelijk:
- De verwerkingstijd. Dit is de tijd die beschikbaar is om de lijm aan te brengen alvorens de delen aan te drukken.
- De hardingstijd. Dit is de tijd die men moet laten verstrijken alvorens men de geassembleerde delen mag
- vastnemen.
- De polymerisatietijd. Dit is de tijd waarna de verbinding haar maximale mechanische sterkte heeft verkregen.
Keuze van de lijmproducten en het verlijmingssysteem
De keuze van de lijmproducten dient te gebeuren in verschillende stappen, rekening houdend met alle specificaties van het bestek:
- Keuze van de lijmgroep
Er bestaan wel vele duizenden verschillende lijmen, die worden onderverdeeld in enkele grote groepen. Door studie van het bestek kunnen de voornaamste lijmkeuzecriteria worden bepaald. Op basis van deze hoofdcriteria moet de lijmgroep worden gekozen. Voor de verlijming van aluminiumplaten op het onderstel van een vrachtwagen bijvoorbeeld, zal een lijm nodig zijn die goed bestand is tegen trillingen en schokken, en die bij relatief lage temperaturen toch soepel blijft. De keuze zal dan in de richting van de polyurethaangroep gaan.
- Identificatie van enkele lijmen die beantwoorden aan het bestek
Nadat de groepen die het best beantwoorden aan de hoofdcriteria zijn gekozen, moet vervolgens de keuze worden verfijnd op basis van de secundaire criteria. In het voorbeeld hierboven, zullen bij verschillende leveranciers de lijmen worden gekozen die het meest compatibel zijn met de gekozen aluminiumlegering en het andere substraat.
- Keuringstests en keuze van de beste lijm
Om na te gaan of hun eigenschappen inderdaad beantwoorden aan de specificaties, worden mechanische proeven gedaan op al de geselecteerde lijmen. De resultaten van deze proeven moeten leiden naar de meest betrouwbare lijmproducten voor de gebruiksomstandigheden van de assemblage. De keuze zal derhalve niet noodzakelijk vallen op de lijm met de beste mechanische weerstand onder welbepaalde omstandigheden, maar op de lijm die een stabiel gedrag vertoont onder wisselendegebruiks-en verwerkingsomstandigheden.
- Structurele lijmen
Een structurele verlijming is een verlijming waarbij de lijmnaad bepalend is voor de mechanische weerstand van de assemblage. Er bestaan talloze lijmen die geschikt zijn voor aluminium, waarmee een structurele assemblage tot stand kan worden gebracht. De drie lijmgroepen die het vaakst worden gebruikt zijn epoxy-, polyurethaan- en acryllijmen. Binnen deze drie groepen, zijn er vele honderden lijmsoorten met zeer uiteenlopende kenmerken. Toch kunnen voor deze groepen algemene eigenschappen worden gedefinieerd om de keuze op te baseren.
Epoxylijmen worden beschouwd als de beste structurele lijmen als het op pure kracht aankomt. Ze zijn geschikt voor allerhande metalen of andere substraten, zijn bijzonder sterk tot temperaturen van 100 tot 120°C, en zijn goed bestand tegen chemicaliën. Weliswaar vragen ze een tamelijk lange hardingstijd of moeten ze thermisch worden uitgehard (in de oven bij 80°C).
Dimensionering van de lijmnaad
Puntsgewijs is een gelijmde verbinding maar bestand tegen veel lagere spanningen dan een las of een mechanisch verankeringspunt (bout, klinknagel, ... ). Het is dus essentieel dat de spanningen zo gelijkmatig mogelijk worden verdeeld over het volledige verlijmingsoppervlak. Daarom moet het ontwerp van de assemblage worden aangepast aan de voornaamste krachten waaraan ze wordt blootgesteld (zie afbeelding 1). Als basisprincipe bij het ontwerp van de naad geldt dat een concentratie van puntbelastingen moet worden vermeden. Dat is de redenwaarom gelijmde verbindingen niet goed bestand zijn tegen splijting of afpeiling. Naden die aan trekkracht worden blootgesteld, zijn evenmin erg sterk, omdat een perfecte centrering van de trekkracht maar zelden kan worden gewaarborgd en we dus een situatie krijgen die vrijwel overeenkomt met splijting. De ontwerper dient er dus naar te streven een naad te ontwerpen die voornamelijk aan schuif- of drukbelasting wordt blootgesteld. Voor de berekening van de naad moet dus rekening worden gehouden met de afschuifsterkte van de gebruikte lijm en met de verlijmingsoppervlakte. Dit veronderstelt dat de lijm de zwakste schakel is van de verbinding, of met andere woorden, dat de hechtkracht van de lijm op de substraten groter is dan de cohesie van de lijm. Deze veronderstelling zal altijd bevestigd worden indien de lijm zorgvuldig werd uitgekozen op basis van de te assembleren substraten, en de oppervlaktebehandeling correct werd uitgevoerd.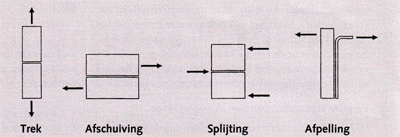
De verschillende types van statische belasting die mogelijk zijn op een gelijmde naad.
Invloed van de oppervlaktebehandeling op de betrouwbaarheid en duurzaamheid van de naad
De verlijming van aluminium vereist een voorafgaande oppervlaktebehandeling om de hechtkracht te verbeteren. Zoals bij de meeste metalen, beogen de oppervlaktebehandelingen verschillende resultaten:
- Verwijderen van alle vuil van het oppervlak;
- Verwijderen van lagen die de hechtkracht verminderen, die door oxidatie op het aluminiumoppervlak zijn ontstaan;
- Wijzigen van de chemische samenstelling of de topografie van het oppervlak om een betere hechting te verkrijgen;
- Verzekeren van een stabieleverbinding met de lijmnaad.
Voor de verwezenlijking hiervan worden verschillende oppervlaktebehandelingen en bewerkingen aanbevolen
- Ontvetting van de oppervlakken door middel van solventen;
- Mechanische bewerking (schuren; zandstralen);
- Chemische behandelingen (afbijten met zuur of base);
- Elektrochemische behandelingen (anodisatie).
De keuze van één of meer van deze behandelingen hangt af van de gebruikte aluminiumlegering, de gebruiksomstandigheden en het soort lijm dat gebruikt wordt. De mechanische eigenschappen van de gelijmde assemblage zullen doorgaans zeer bevredigend zijn, welke oppervlaktebehandeling men ook kiest, maar dit geldt niet voor de duurzaamheid van de assemblage. In een vochtige of koude omgeving bijvoorbeeld zien we niet zelden dat de gelijmde verbinding al na relatief korte tijd lost. De kwaliteit van de oppervlaktebehandeling heeft dus voornamelijk invloed op de duurzaamheid van de gelijmde assemblage op lange termijn. Voor mogelijk kritische toepassingen wordt daarom ten zeerste aanbevolen versnelde verouderingsproeven door te voeren om na te gaan of de verlijming voldoende duurzaam wordt door de oppervlaktebehandeling. Verschillende chemische behandelingen worden aanbevolen om het aluminium klaar te maken voor de verlijming. Het reinigen of afbijten in loogbaden wordt beschouwd als een fase in het oppervlaktebehandelingsproces. Deze behandeling komt na de ontvetting en voor het afbijten in een zuurbad. Loogbaden alleen verbeteren de duurzaamheid van de verlijming niet in vergelijking met een goed uitgevoerde ontvetting. Bovendien mogen loogbaden niet worden gebruikt op gecoat aluminium (cladding).
Ontvetting met solventen
Welk substraat ook moet worden verlijmd, het is altijd aangewezen het oppervlak vooraf te ontvetten. Ook aluminiurnontsnapt niet aan deze regel. De bedoeling is dat alle onzuiverheden (olie, stof, water, .... ) worden verwijderd om een optimaal contact te verzekeren tussen de lijm en het substraat. De ontvetting kan gebeuren met een doek of door onderdompeling, al dan niet in combinatie met ultrasone golven. De gebruikte solventen zijn aceton of methylethylketon. Ook dampontvetting kan worden toegepast. Met chloorhoudende oplosmiddelen moet voorzichtig worden omgesprongen, omdat sommige hiervan het aluminiumoppervlak kunnen aantasten en giften dampen kunnen doen vrijkomen. Na ontvetting vertoont de verlijming van aluminium aanvankelijk over het algemeen uitstekende mechanische eigenschappen, maar in de meeste omgevingen zal de duurzaamheid van de assemblage maar matig zijn.
Mechanische bewerkingen
Oppervlaktebehandelingen door zandstraling van het aluminium zorgen niet alleen voor betere mechanische eigenschappen van de gelijmde verbinding, maar leveren in sommige gevallen ook een bevredigende duurzaamheid op. Deze behandelingen zijn nog niet systematisch bestudeerd, noch geperfectioneerd. Het is dus moeilijk er een algemeen oordeel over te vellen. Voor toepassingen in een niet al te agressieve omgeving kunnen ze evenwel voldoende zijn, zodat dure chemische behandelingen - in termen van investeringen en milieubescherming achterwege kunnen blijven. Elke zandstraling moet worden voorafgegaan en gevolgd door een ontvetting. De eerste ontvetting voorkomt dat het gebruikte zand vrij snel verontreinigd raakt door vuildeeltjes van het oppervlak, de tweede ontvetting verwijdert alle resterende deeltjes van de zandstraling.
Verschillende chemische behandelingen worden aanbevolen om het aluminium klaar te maken voor de verlijming.
- Het reinigen of afbijten in loogbaden wordt beschouwd als een fase in het oppervlaktebehandelingsproces. Deze behandeling komt na de ontvetting en voor het afbijten in een zuurbad. Loogbaden alleen verbeteren de duurzaamheid van de verlijming niet in vergelijking met een goed uitgevoerde ontvetting. Bovendien mogen loogbaden niet worden gebruikt op gecoat aluminium (cladding).
- Afbijting met chroomzuur kan volgens verschillende procédés gebeuren, afhankelijk van de gebruikte aluminiumlegering en de gebruiksomstandigheden van de assemblage.
- Deze procédés kunnen de assemblage sterk verbeteren in termen van duurzaamheid, maar de behandelingsparameters moeten nauwkeurig in de hand worden gehouden. Met name de spoeling en droging hebben een aanzienlijke invloed op de duurzaamheid van de gelijmde naad.
- Nog andere procédés worden toegepast - gebruikmakend van mengsels van chroomzuur en zwavelzuur, of alleen van zwavelzuur - maar hiervoor werd nog geen systematisch onderzoek verricht maar hun invloed op de duurzaamheid van de assemblage.
- Ook coating-procédés, met name op basis van zirkonium, voorafgegaan door een ontvetting en een alkalische reiniging, kunnen goede resultaten opleveren. Omzettingscoatings met chroom of fosfor geven uitstekende resultaten, bij zeer korte behandelingstijden (5 tot 60 seconden) in vergelijking met anodisatiebehandelingen. Maar de efficiëntie van de behandeling is afhankelijk van de kwaliteit van het behandelde oppervlak. Zo blijkt op aluminiumsoorten van de 5000-reeks de aanwezige magnesiumrijke
- oxidelaag een nefaste invloed te hebben, en is het aangewezen deze laag te verwijderen alvorens over te gaan tot de omzettingsbehandeling.
De efficiëntie van deze chemische behandelingen is vaak afhankelijk vap handelingen, veranderingen van de omgevingsgesteldheid, verontreiinigingen die optreden tussen het eind van de behandeling en de uitvoering van de verlijming. Het is dus aangewezen de tijd tussen de behandeling en de verlijming zo kort mogelijk te houden. De gevoeligheid van de chemische behandelingen voor de uitvoeringsomstandigheden en voor de opslagomstandigheden tussen de behandeling en de verlijming, maakt dat gebruikers soms gaan twijfelen aan hun reële doeltreffendheid, en zeker aan hun herhaalbaarheid. Vandaar dat studies in verband met de duurzaamheid van gelijmde assemblages vaak de voorkeur geven aan anodisatieprocédés.
Elektrochemische behandelingen
Anodisatie van aluminium zorgt ervoor dat het materiaal langduriger intact blijft in een matig tot hoog corrosieve omgeving. De belangrijkste anodisatiemethodes zijn chroomanodisatie, fosforanodisatie en zwavelanodisatie. Met chroom-, oxaalchroom- of fosforanodisatie wordt in de meeste omstandigheden een zeer duurzame gelijmde assemblage verkregen, alsook een uitstekende reproduceerbaarbeid van de resultaten tijdens versnelde verouderingsproeven op de assemblages. Deze behandelingen kunnen gewoon worden voorafgegaan door een ontvetting, maar kunnen ook volgen na chemische behandelingen zoals hierboven beschreven. Het is bewezen dat een anodisatiebehandeling na ontvetting en afbijting in een zuur- of loogbad, een betere duurzaamheid van de gelijmde naad geeft dan wanneer de anodisatie alleen wordt voorafgegaan door een ontvetting. De anodisatiebehandelingen worden vaak gevolgd door een porievulling, waarbij de poriën in de geanodiseerde laag worden opgevuld zodat de corrosievastheid van het aluminium verbetert. Helaas blijkt dat dit proces nadelig is voor de duurzaamheid van de gelijmde naad. De te lijmen oppervlakken moeten dus wel worden geanodiseerd, maar niet opgestopt. Een mogelijke oplossing is de porievulling uit te voeren na de verlijming, om de niet verlijmde aluminiumoppervlakken corrosievast te maken.
Conclusies
Door gebruik van verlijmde verbindingen voor de assemblage van aluminium, kunnen de eigenschappen van dit materiaal en van de andere materialen waarmee het wordt verbonden, ten volle worden benut. Het komt er hierbij op aan onder de talloze lijmen die geschikt zijn voor structurele assemblages met aluminium, precies die lijm te kiezen die ervoor zorgt dat de assemblage beantwoordt aan de specificaties inzake mechanische weerstand, productiviteit of duurzaamheid. De gemakkelijke verwerking, flexibiliteit in de keuze van de verlijmingssystemen en het ontwerp van de te assembleren delen, zijn stuk voor stuk voordelen die de techniek van verlijming van aluminium in talloze sectoren hebben gestimuleerd, vooral in de transportsector. Niettemin dient bijzondere aandacht te worden besteed aan de keuze en evaluatie van een oppervlaktebehandeling die de duurzaamheid van de assemblage-eigenschappen verzekert.