


Invloed van metallurgische factoren op de bewerkbaarheid van gelegeerd aluminium
Door middel van legeren kunnen de eigenschappen van aluminium in sterke mate worden gevarieerd. Dit betekent echter ook dat het bewerken van dergelijk door legeren gewijzigd aluminium zal veranderen.
Vervormen
De vervormbaarheid van een materiaal is de mate waarin het kan worden vervormd met een bepaalde bewerkingsmethode voordat er breuk optreedt. Aluminium plaat of aluminium vormen begeven het doorgaans in de vorm van plaatselijke insnoering of van taaie breuk. Insnoering wordt grotendeels bepaald door bulkmateriaal eigenschappen zoals deformatieharding en hangt op kritische wijze af van het rekpad dat tijdens het vervormingsproces werd gevolgd. In verdunde legeringen wordt de mate van insnoering of van de grensrek gereduceerd door koudbewerking, verouderingsharding, grote defecten, grote korrelafmetingen en de aanwezigheid van legeringselementen in vaste oplossing. Taaie breuk treedt op als gevolg van het kiemen en aan elkaar rijgen van microscopische holtes op deeltjes en de concentratie van rek in nauwe afschuifbanden. Breuk treedt doorgaans op bij hogere rekken dan plaatselijk insnoeren en is daarom alleen van belang als insnoering wordt onderdrukt. Gewone voorbeelden waar breuk optreedt zijn bochten met een kleine straal en bij hevig strekken en strekken bij groeven of knipkanten.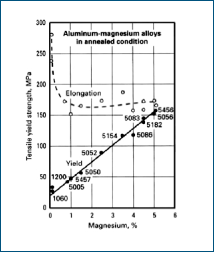
Afbeelding 1. Verband tussen rekgrens, rek en magnesiumgehalte voor enkele commercieel leverbare aluminiumlegeringen.
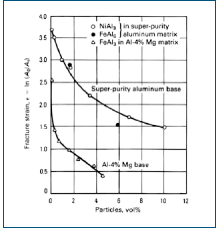
Afbeelding 2. Effect van volumeprocent fractie van intermetallische verbindingen van microscopische grootte en samenstelling van de matrix op de rek bij breuk van 5 mm diameter trekstaven. A0 is het oppervlak van de dwarsdoorsnede aan het begin en Af is het oppervlak van de dwarsdoorsnede bij breuk.
Er is aanzienlijke vooruitgang geboekt in het ontwikkelen van legeringen met goede vervormbaarheid, maar in het algemeen kan een legering niet alleen op deze basis worden geoptimaliseerd. De functie van het vervormde werkstuk moet eveneens in ogenschouw worden genomen en verbeteringen in functionele karakteristieken, zoals sterkte en verspaanbaarheid, hebben vaak de neiging om de vervormbaarheid van de legering te verminderen.
De belangrijkste legeringen die worden verstevigd door middel van legeringselementen in vaste oplossing (vaak gekoppeld aan koudbewerking) zijn die van de aluminium-magnesium (5xxx) reeks, die tussen 0,5 en 6 gew.% Mg bevatten. Afbeelding 1 illustreert de invloed van magnesium in vaste oplossing op de rekgrens en rek voor het merendeel van de gewone commerciële aluminium-magnesium legeringen. Let op de grote initiële reductie van de rek met toevoeging van kleine hoeveelheden magnesium.
De afname van de vervormingslimiet als gevolg van toevoeging van magnesium en koper schijnen te zijn gerelateerd aan de neiging van de opgeloste atomen om naar dislocaties te migreren. Dit leidt tot toenemende deformatieharding bij lage rek, waarbij dislocaties worden vastgepind door opgeloste atomen, maar het verlaagt deformatieharding bij grote rek. Kleine hoeveelheden magnesium of koper verlagen ook de mate van deformatieharding, hetgeen resulteert in een verlaging van de hoeveelheid bruikbare insnoering die optreedt na uniforme rek. Zink in verdunde legeringen heeft weinig invloed op de deformatieharding. Elementen met lage vaste oplosbaarheid bij kenmerkende procestemperaturen, zoals ijzer, silicium en mangaan, zijn aanwezig in de vorm van tweede-fase deeltjes en hebben weinig invloed op deformatieharding en daarmee een relatief kleine invloed op het insnoergedrag. Tweede-fase deeltjes hebben echter wel een grote invloed op breuk zoals is te zien op afbeeldingen 2 en 3. Bij deze voorbeelden produceert een toename van het ijzer-, nikkel- of mangaangehalte een toename van het aantal microscopische deeltjes die breuk bevorderen. Toevoeging van magnesium bevordert een bijkomende reductie van de rek bij breuk omdat de hogere vloeispanningen meehelpen bij de vorming en groei van holtes op de intermetallische deeltjes. Magnesium in vaste oplossing bevordert eveneens de concentratie van rek in afschuifbanden, waardoor de holtes worden geconcentreerd in een dun vlak waar hoge plaatselijke spanningen heersen.
Uitscheidingsgeharde legeringen worden gewoonlijk vervormd in de natuurlijk verouderde (T4) toestand, of in de zachtgegloeide (O) toestand, en maar hoogst zelden in de pieksterkte (T6) toestand waarin zowel insnoering als breuklimieten laag zijn. Op afbeelding 4 is de invloed te zien van een groot aantal precipitatiestructuren op enkele vormingseigenschappen van legering 2036 (2,5%Cu-0,5%Mg). Voor het merendeel van de precipitatiehardende legeringen uit de 2xxx en 6xxx reeksen kunnen overeenkomstige krommen worden getekend. De eigenschappen van afbeelding 4 zijn verkregen met plaatvormige trekmonsters, die eerst zijn oplosgegloeid en vervolgens zijn verouderd bij temperaturen lopend van kamertemperatuur tot 350°C. Dit levert een scala van structuren gaande van vaste oplossing, via T4 en T6 toestanden, tot diverse gradaties van oververoudering en samenklontering van precipitaten.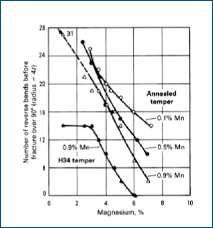
Afbeelding 3. Effect van magnesium en mangaan op de vervormbaarheid van aluminiumlegeringen in de zachtgegloeide en H34 toestand; plaatdikte 1,6 mm.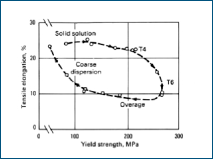
Afbeelding 4. Effect van uitscheiding op rekgrens en rek van legering 2036.
Smeden
Technisch zuiver, of nog zuiverder, aluminium is makkelijk smeedbaar tot complexe vormen binnen een breed temperatuurbereik. Hoewel veel aluminiumlegeringen ook goed smeedbaar zijn, neemt deze toch wel wat af als gevolg van de toegevoegde legeringselementen die de vloeisterkte verhogen.
De vorming van discrete fasen die de continuïteit van de structuur doorbreken hebben eveneens een ongunstige invloed op de smeedbaarheid. De hogere deformatiesterkte verhoogt de drukeisen, terwijl de discrete fasen de vloei minder gelijkmatig maken en de kans op scheuring verhogen. Toevoeging van legeringselementen die de sterkte van de legering verhogen zijn koper, magnesium en silicium. Chroom, mangaan, titanium, vanadium en zirkonium vormen onoplosbare fasen. De aanwezigheid van deze elementen versterkt het aluminium bij verhoogde temperatuur, maar ze hebben minder effect dan de elementen die in vaste oplossing verkeren. Als de in vaste toestand laag oplosbare elementen in voldoende hoeveelheden aanwezig zijn dan kunnen er massieve primaire deeltjes worden gevormd. Deze deeltjes kunnen lokale scheuring bevorderen tijdens smeden of andere warmbewerkingen. Afbeelding 5 toont het effect van verscheidene gangbare toevoegingen op de smeedbaarheid in het traject lopend van 370 tot 455°C. Deze afbeelding geeft aan dat smeedbaarheid, gemeten als vervormingsweerstand, nagenoeg lineair verloopt met de temperatuur en het type legering. Smeedbaarheid, gemeten als vrij zijn van scheuren, daalt abrupt vlakbij of op de temperatuur waar initiële smelting optreedt in de legering.
Foutvrije direct afgekoelde aluminium ingots, met een laag gehalte aan legeringselementen, kunnen in de gegoten toestand worden gesmeed.Als het gehalte aan legeringselementen hoger is, is het doorgaans voordelig om de ingots eerst te homogeniseren alvorens ze te smeden. In geval van legeringen met een hoog gehalte aan legeringselementen, dikke secties en ingewikkelde eindvormen, kan het wenselijk zijn om het uitgangsmateriaal eerst warm te walsen, te extruderen, of voor te smeden om te komen tot een uniforme structuur die geschikter is voor smeden. Warmtebehandeling moet worden toegepast om de vaste-oplossingstoestand te maximaliseren en om de resterende bestanddelen bolvormig te doen worden.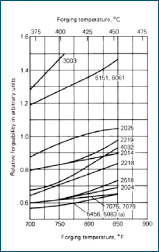
Afbeelding 5.
Effect van temperatuur op relatieve smeedbaarheid van verscheidene aluminiumlegeringen. Verticale schaal is gebaseerd op vervorming per eenheid van opgenomen energie. (a) Geschat aan de hand van productie ervaring.
Verspanen
Zuiver, ongelegeerd aluminium is betrekkelijk zacht en neigt tot kleven aan het snijgereedschap, onder vorming van randopbouw en lange spanen. Het vereist speciale verspaningstechnieken om ruwe oppervlakken en sterke groeven te vermijden. Legeren van aluminium verbetert zijn verspaanbaarheid. Elementen in vaste oplossing, die een legering warmtebehandelbaar maken of deformatiehardbaar verhogen de hardheid en reduceren daarmee randopbouw op het snijgereedschap, groefvorming, ruwheid en scheuring op het verspaande oppervlak, alsmede de lengte van de spanen. Elementen die niet in oplossing zijn kunnen fungeren als spaanbrekers, waardoor de spaanlengte wordt verminderd. Elementen zoals lood of bismut vormen kleine bolletjes en zijn effectieve spaanbrekers. Indien aanwezig in voldoende hoeveelheden (doorgaans 0,5% elk), staan lood en bismut hogere verspaningssnelheden toe en verlagen de noodzaak van snijvloeistoffen. Intermetallische verbindingen zoals CuAl2 of FeAl3 fungeren eveneens als spaanbrekers zonder de standtijd van het snijgereedschap merkbaar te verkorten. Zeer harde bestanddelen zoals silicium of complexe intermetallische verbindingen die chroom of mangaan bevatten, hoewel effectief als spaanbreker, verlagen de standtijd van het snijgereedschap aanmerkelijk. De aanwezigheid van primair silicium in boveneutectische aluminium-silicium gietlegeringen is vooral schadelijk in termen van beitelstandtijd, maar ze geven tegelijkertijd zeer korte spanen, minimale randopbouw en een uitstekende oppervlakte afwerking. De elementen natrium, strontium, antimoon en fosfor beïnvloeden eveneens de verspaanbaarheid omdat ze de gietstructuur beïnvloeden. Natrium, strontium of antimoon veranderen de eutectische siliciummorfologie van naaldvormig in een zeer fijne bolvormige structuur. Fosfor verfijnt primaire silicium in boveneutectische legeringen, waarbij de grootte wordt verkleind met een factor 10. Modificatie en verfijning verhogen beide de standtijd van het snijgereedschap in aanzienlijke mate.
Samenvattend geldt dat de legeringen met de slechtste verspaningskarakteristieken een laag gehalte aan legeringselementen bezitten en in de zachtst mogelijke toestand verkeren. Koudbewerken, toenemende concentratie van legeringselementen en/of warmtebehandeling hebben allemaal harding van de legering tot gevolg en neigen tot het reduceren van randopbouw op het snijgereedschap. Elementen en bestanddelen in niet-opgeloste toestand bevorderen spaanbreuk. Harde bestanddelen, vooral groot en niet-verfijnd, kunnen de standtijd van de beitel aanzienlijk bekorten.