


Gelegeerd aluminiumpoeder
Fabricage en bewerking van gelegeerd aluminiumpoeder kan zich in hernieuwde belangstelling verheugen mede als gevolg van de ontwikkelingen op het gebied van 3D printen. Aangezien het met deze manier van onderdelenfabricage ook mogelijk is om werkstukken van metaal te vervaardigen, komt ook gelegeerd aluminium in aanmerking. De vraag is alleen in welke vorm. Metaalpoeder is een mogelijk printmateriaal, waarmee een groene vorm kan worden geprint, die vervolgens moet worden verdicht en gesinterd om tot een bruikbaar werkstuk te komen.
Poederproductie
Verstuiven
Dit proces wordt het meest gebruikt voor de productie van aluminiumpoeder. Aluminium wordt gesmolten en verstoven door een mondstuk om een stroom van zeer fijne deeltjes te vormen die snel afkoelen, vaak als gevolg van het expanderen van een gas. Afkoelsnelheden liggen tussen 103 en 106 K/s.
Spetter koeling
Dit is een proces waarmee afkoelsnelheden kunnen worden bereikt die nog hoger zijn dan bij verstuiven. Aluminium wordt gesmolten en gelegeerd en dan worden er druppels tegen een gekoeld oppervlak met hoge thermische geleidbaarheid gespoten. Hierbij kan worden gedacht aan een koperen wiel dat inwendig met water wordt gekoeld. De resulterende spetter wordt van het roterende wiel verwijderd, zodat er plaat wordt gemaakt voor opvolgende spetters. Er worden kenmerkende afkoelsnelheden gerealiseerd van 103 K/s, maar er zijn ook wel snelheden van 109 K/s gerapporteerd.
Snelle stolling
Dit proces vertoont overeenkomsten met spetter koeling. De gesmolten aluminiumlegering wordt met grote snelheid tegen een gekoeld roterend wiel gespoten, waardoor er een snel gestold product ontstaat, meestal in de vorm van een lint. Het lint wordt vervolgens omgezet in vlokkig poeder voor verdere ontgassing en consolidatie. Bij dit proces kan kristallisatie worden onderdrukt en omdat de stolling zo snel verloopt kunnen er legeringselementen worden toegevoegd in hoeveelheden die hun oplosbaarheid in het aluminium te boven gaan, maar die wegens de snelle stolling geen gelegenheid krijgen om uit te scheiden.
Andere methoden
Poeder kan ook worden gemaakt van spanen of via chemische reacties. Zulke poeders dienen zorgvuldig te worden gereinigd alvorens te ontgassen en consolideren.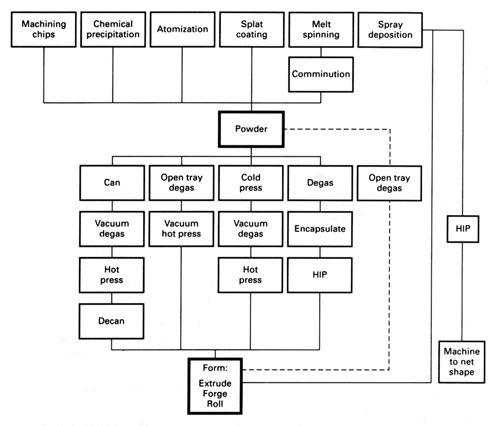
Afbeelding 1. Fabricageschema voor de productie van hoog-sterk gelegeerd aluminiumpoeder.
Ontgassen en consolideren van poeder
Het hydratatiewater dat zich afzet op aluminium-poederoppervlakken moet worden verwijderd om poreusheid van het geconsolideerde product tegen te gaan. Hoewel ontgassen in vaste toestand wordt gebruikt om het waterstofgehalte van aluminium poedermetaal producten te reduceren, is het veel makkelijker en ook veel effectiever om vocht uit het poeder te verdrijven. Ontgassen wordt vaak uitgevoerd samen met consolidatie. De diverse hiervoor gebruikte methodes zijn te zien op afbeelding 1.
Vacuüm ontgassen in het vat
Dit is misschien wel de meest gebruikte techniek voor het ontgassen van aluminiumpoeder, omdat het relatief weinig kapitaalsinvestering vraagt. Poeder wordt in een vat gebracht dat vervolgens wordt dichtgelast, zie de schematische weergave op afbeelding 2. De vuldichtheid bedraagt typisch 60% van de theoretische dichtheid in geval van mechanisch gelegeerd poeder. Er moet worden gezorgd voor een vrij pad voor de ontsnappende gassen, om drukopbouw en eventuele explosies te voorkomen.
Om de vuldichtheid te verhogen wordt het poeder vaak koud isostatisch geperst in herbruikbare polymere houder die vervolgens in het vat te wordt geplaatst. Er worden poederdichtheden gebruikt van 75 tot 80% van de theoretische dichtheid, omdat er dan nog voldoende porositeiten aanwezig zijn om het gas vlot af te voeren. Bij dichtheden van ongeveer 84% en hoger dan komt de gasafvoer in het gedrang. Het gevulde vat wordt dichtgelast met een deksel met daarin een afvoerbuis, zoals is te zien op afbeelding 2. Nadat is vastgesteld dat het vat niet lekt wordt het poeder in vacuüm ontgast bij hoge temperaturen. De snelheid waarmee het gas verdwijnt hangt af van poedergrootte, verdeling en samenstelling. De ultieme ontgastemperatuur dient te worden gekozen op basis van poedersamenstelling, afwegingen tussen resterend waterstofgehalte en vergroving van de microstructuur. Als er een geschikt vacuüm is bereikt, wordt de ontgasbuis afgesloten door deze dicht te knijpen. Het ontgaste poeder kan vervolgens meteen worden geconsolideerd.
Vacuümontgassen in een herbruikbare kamer
De kosten van het vullen en weer ledigen van het vat kunnen worden bestreden door gebruik te maken van een herbruikbare kamer voor warm vacuüm persen. het poeder kan in de kamer worden geplaatst en onmiddellijk worden ontgast in vacuüm alvorens het wordt samengeperst in dezelfde kamer.
Zuiverend ontgassen
Bij dit proces wordt het vacuüm-ontgaste poeder, dat vaak in een vat zit, gevuld met een zuiverend gas, dat wil zeggen een gas dat hydratatiewater op effectieve wijze verwijdert, zoals bijvoorbeeld stikstof, waarna opnieuw een vacuüm wordt getrokken. Dit proces kan verscheidene malen worden herhaald wat resulteert in een lager waterstofgehalte. Daar komt nog bij dat het ontgassen vaak bij lagere temperaturen kan plaatsvinden hetgeen vergroving van de microstructuur tegen gaat.
Vacuümontgassen in een herbruikbare kamer
De kosten van het vullen en weer ledigen van het vat kunnen worden bestreden door gebruik te maken van een herbruikbare kamer voor warm vacuüm persen. Het poeder kan in de kamer worden geplaatst en onmiddellijk worden ontgast in vacuüm alvorens het wordt samengeperst in dezelfde kamer.
Het poeder kan ook worden ontgast zonder opsluiting in een kamer. De procestijd om op een dergelijke wijze voldoende ontgassing te verkrijgen kan veel korter zijn dan die welke is vereist met een kamer of vat, hetgeen de productiviteit verhoogt. Er dient wel voldoende bescherming te worden geboden tegen omgevingslucht en vocht.
Directe-poedervorming
Een van de voordeligste vormen van poederconsolidatie is direct-poedervormen. Ontgast poeder kan direct worden geconsolideerd tijdens de warmbewerkingsoperatie. Direct-poederextrusie en -walsen zijn met succes uitgevoerd.
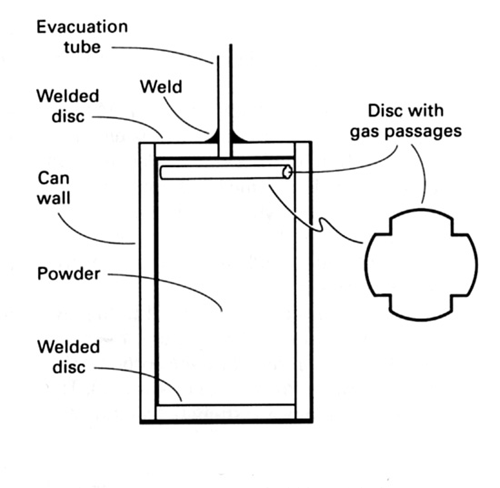
Afbeelding 2. Ontgasvat voor aluminiumpoeder.
Heet isostatisch persen (HIP)
Bij het HIP proces wordt ontgast en ingekapseld poeder onderworpen aan hydrostatische druk in een HIP apparaat. Vacuüm ontgassen in het vat wordt vaak gevolgd door HIP. Er wordt vaak de voorkeur gegeven aan hoge persdrukken (~200 MPa). Helaas wordt de oxidelaag op de korreloppervlakken onvoldoende verbroken voor optimale mechanische eigenschappen. Er is vaak een opvolgende wambewerking noodzakelijk die afschuifspanningen introduceert ter verbetering van sterkte en taaiheid.
Snelle omnidirectionele consolidatie (SOC)
SOC is een goedkoper alternatief voor HIP. Bij het SOC proces wordt ontgast poeder in een dikwandige matrijs die is gemaakt van materiaal dat plastisch vloeit bij de consolidatiedruk en -temperatuur en die overdracht van hydrostatische spanning naar het poeder mogelijk maakt.
Het poeder in een voorverwarmde matrijs kan in minder dan 1 seconde worden geconsolideerd in een smeedpers, waarbij blootstelling aan hoge temperaturen te kort is om vergroving van de microstructuur te veroorzaken. Verder neemt de productiviteit sterk toe als gevolg van de korte perstijd. Afhankelijk van het matrijsmateriaal kan de matrijs vervolgens worden verwijderd door middel van verspaning, chemisch oplossen, afsmelten of losspringen tijdens afkoelen. Net als bij HIP is de spanningstoestand in hoge mate hydrostatisch. Er kunnen dus onvoldoende schuifspanningen zijn om de oxidelaag te verbreken en de oxiden te verspreiden. Er is dan ook vaak een aanvullende warmbewerking nodig.
Dynamisch compacteren
Bij dynamisch compacteren wordt het ontgaste poeder blootgesteld aan de inslag van een hoge-snelheidsprojectiel. De schokgolf die hierbij ontstaat en zich door het poeder voortplant, zorgt voor de consolidatie. Er wordt aangenomen dat de binding tussen de poederdeeltjes plaatsvindt door smelting van een zeer dunne laag op de oppervlakken van de poederdeeltjes, die het gevolg is van de wrijving tussen de poederdeeltjes onderling. Het gesmolten gebied is sterk gelokaliseerd en koelt zeer snel af kort na de inslag. Dus heeft het dynamisch compacteren het voordeel van het minimaliseren van blootstelling aan hoge temperaturen en vergroving van de microstructuur.
Sproeivormen
Bij sproeivormprocessen zoals het Osprey proces, vloeibare dynamische compactering en vacuüm plasma depositie, wordt er een geconsolideerd product opgebouwd direct uit de nevelstroom. Stollingssnelheden zijn veel hoger dan met andere processen, maar niet zo hoog als bij vernevelen of spetterkoelen.