


Solderen van aluminium en aluminiumlegeringen
Solderen is een verbindingsmethode welke vrij vaak wordt toegepast. Tijdens het vervaardigen van een soldeerverbinding wordt een gesmolten metaal-of metaallegeringslaagje op of tussen de te verbinden oppervlakken aangebracht, welke na afkoeling stolt en op de twee te verbinden oppervlakken hecht. Deze hechting wordt in de regel gerealiseerd doordat het soldeer met het basismetaal een legering vormt, m.a.w. het soldeermetaal diffundeert in het basismetaal. Het stolpunt (bij een metaal of een eutectische legering) of de liquiduslijn (bij een 'normale' legering) van het soldeermetaal dient minstens 35°C lager te zijn dan het smeltpunt of smelttraject van het te solderen metaal.
R. Malais - (artikel gepubliceerd in Aluminium nummer 5, 1987- artikel 26)
Enkele belangrijke punten van een soldeerverbinding:
- de sterkte van de verbinding wordt bepaald door de sterkte van de tussenlaag (soldeerlaag) en is afhankelijk van de dikte van deze laag.
- voor goede hechting zijn schone oppervlakken noodzakelijk.
- het soldeer moet de te verbinden delen goed bevochtigen.
Sterkte van de soldeerlaag
Wordt een zeer dunne soldeerlaag toegepast, dan bestaat de mogelijkheid dat er plaatsen voorkomen die niet goed zijn verbonden. Bij zeer dikke lagen wordt de sterkte van de verbinding bepaald door de sterkte van de tussenlaag zoals deze tot uiting komt bij een vrijwel éénassige spanningstoestand in de tussenlaag. Bij een dunne laag wordt de sterkte beïnvloed door de meerassige spanningstoestand in de tussenlaag, waardoor de sterkte van de verbinding groter is dan bij een dikke laag (zie afb. 1).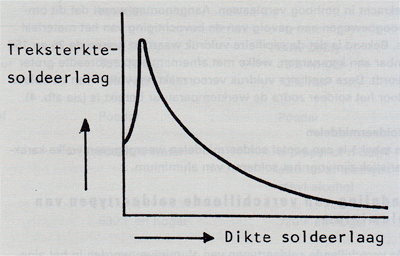
Afbeelding 1. De treksterkte van een soldeerverbinding.
Het reinigen van de te verbinden oppervlakken
Voor het verkrijgen van een goede soldeerverbinding is het noodzakelijk dat de te verbinden oppervlakken goed worden gereinigd. Voor het schoonmaken en schoonhouden van de te solderen oppervlakken wordt gebruik gemaakt van een vloeimiddel (flux), borstelen of stralen van het voorwerp gevolgd door solderen in een reducerende gasatmosfeer of vacuüm. Sommige soldeertypen bezitten een min of meer zelfreinigende werking door de aanwezigheid van elementen die een grotere affiniteit tot zuurstof hebben dan het moedermateriaaL Voor een goede werking is het noodzakelijk dat de ontstane oxiden een smeltpunt hebben dat lager is dan de soldeertemperatuur.
De vloeiing van het soldeermetaal
Het soldeer dient goed gelijkmatig over de te verbinden oppervlakken uit te vloeien, zodat bevochtiging op kan treden. De vloeiing wordt sterk bepaald door samenstelling van het soldeer, soldeertemperatuur, samenstelling van het moedermetaal, aanwezigheid van vloeimiddel, samenstelling van het vloeimiddel en oppervlaktegesteldheid van het moedermetaal. In hoeverre bevochtiging optreedt hangt af van de oppervlaktespanning van de vloeibare tussenlaag en de randhoek tussen vloeistof en vaste stof. Wanneer een druppel vloeibaar soldeer op een schoon metaaloppervlak wordt gelegd zal de rand van de druppel een bepaalde hoek 8 (randhoek of contacthoek) vormen met het oppervlak waarop de druppel is aangebracht (zie afb. 2). De randhoek is constant voor een bepaald systeem maar zal variëren afhankelijk van de vaste stof en de soort soldeer. Voor de oppervlaktespanning langs de rand van de druppel, evenwijdig aan het vaste metaaloppervlak, geldt het volgende evenwicht: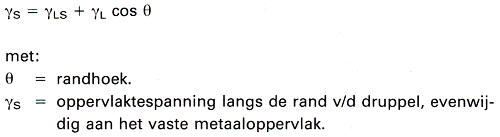

Bij een ɵ = 0 wordt het oppervlak bevochtigd (vloeit de druppel geheel uit). bij ɵ = 180° zal geen bevochtiging optreden, terwijl bij tussenliggende waarden gedeeltelijk bevochtiging optreedt (zie afb. 3). Een kleine waarde van de hoek 8 wordt verkregen door een combinatie van een kleine ƴL en ƴLS en een grote ƴS. Dit is meestal het geval bij de gebruikelijke soldeersoorten zodat bevochtiging als regel plaatsvindt. 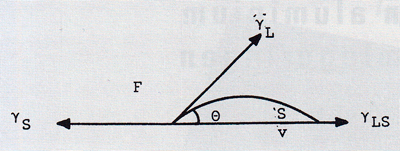
Afbeelding 2. Contacthoek vloeibaar soldeer met een schoon metaaloppervlak.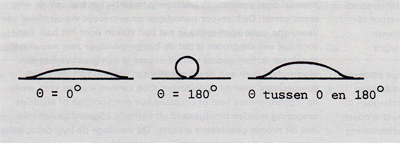
Afbeelding 3. Vorm van een druppel vloeibaar soldeer bij enkele verschillende waarden van ɵ.
Capillaire werking van het soldeer
Vloeibare stoffen kunnen zich in een nauwe spleet tegen de zwaartekracht in omhoog verplaatsen. Aangenomen wordt dat dit omhoogbewegen een gevolg van de bevochtiging van het materiaal is. Bekend is dat de capillaire vuldruk waarden tussen de 25 en 150 mbar aan kan nemen, welke met afnemende spleetbreedte groter wordt. Deze capillaire vuldruk veroorzaakt het vullen van de spleet door het soldeer zodra de werktemperatuur bereikt is (zie afb. 4).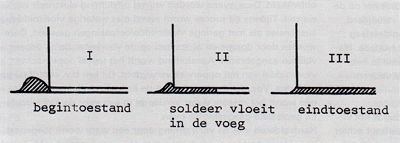
Afbeelding 4. Het vullen van een spleet door vloeibaar soldeer onder invloed van de cappillaire vuldruk.
Soldeermiddelen
In tabel 1 is een aantal soldeermiddelen weergegeven welke karakteristiek zijn voor het solderen van aluminium.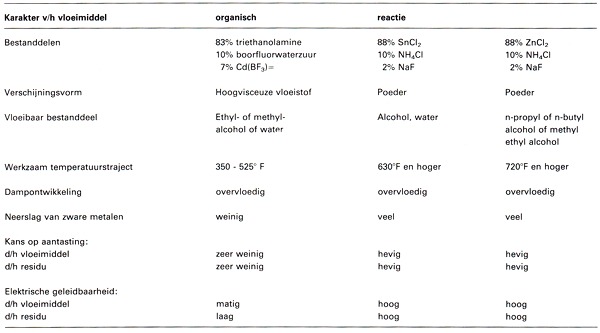
Tabel 1. Een aantal vloeimiddelen, welke specifiek tijdens solderen van aluminium worden toegepast.
Indeling van verschillende soldeertypen van aluminium
De verschillende soldeertypen van aluminium worden in het algemeen onderverdeeld in enkele hoofdgroepen afhankelijk van:
- de verwerkingstemperatuur - Wanneer deze onder de 450 °C ligt, wordt gesproken van zachtsolderen. Tussen de 450 en 600 °C wordt dit proces hardsolderen genoemd.-het wel of niet noodzakelijk zijn van het gebruik van een vloei middel om een goede soldeerverbinding te verkrijgen. Een nadeel van solderen met een vloeimiddel is de noodzaak van een zorgvuldige nabehandeling ter verwijdering van het residu van het gebruikte vloeimiddel zodat complexe werkstukken niet gesoldeerd kunnen worden. Onderzoekingen om met gasvormige vloeimiddelen te solderen, welke geen vaste stof op het werkstuk achterlaten zodat een nabehandeling achterwege gelaten kan worden, hebben tot nu toe geen positief resultaat opgeleverd.
- de vervaardigingsmethode zoals de manier van aanvoer van toevoegmateriaal en de manier waarop het te solderen oppervlak en soldeer worden verwarmd. Soldeer kan worden aangebracht door dit met de hand toe te voegen, door het voor verwarming op het te solderen oppervlak te leggen, door dompelsolderen of d.m.v . platteersolderen waarbij een met soldeer geplatteerd halffabrikaat wordt ingebracht. Naar gelang de manier van warmteïnbreng zijn de hiernavolgende methoden veruit de meest toegepaste:
- solderen met behulp van een elektrisch verwarmde bout
- solderen met de hulp van een v lam
- onderdompelen in een heet bad.
Verder wordt ook op kleine schaal verwarmd met behulp van een elektrische inductie, lichtstralen (b.v. infrarood) of ultrasoon.
Vloeimiddelen
Eisen gesteld aan een vloeimiddel
Het gebruik van een vloeimiddel tijdens het solderen van aluminium moet de bestaande oxidelaag (voor zover deze niet alvorens de aanvang van het soldeerproces verwijderd is) verwijderen en de vorming van een nieuw oxidehuidje voorkomen. Voorts moet zo'n vloeimiddel ook de oppervlaktespanning van het gesmolten soldeer verlagen zodat de bevochtiging en de uitvloeiing verbeterd wordt.
Werking van een vloeimiddel
Er bestaan twee verschillende typen vloeimiddelen te weten:
- organische. De werking hiervan berust op het verschil in thermische uitzetting tussen het aluminium en de oxidehuid waardoor de oxidehuid tijdens solderen scheurt zodat het vloeimiddel het aluminium kan bereiken en voor een bevochtiging van het oppervlak kan zorgen.
- reactie. De werking hiervan berust op de aantasting van de oxidehuid door halogeniden van zware metalen. Tijdens solderen reageren de chloriden met het onderliggende aluminium en niet met de oxidehuid volgens de basis reacties:

Hierbij zal het uit deze reacties vrijgekomen metaal een solderende werking hebben. Deze werking is meestal niet voldoende en daarom dient er toch soldeermateriaal toegevoegd te worden. In tabel 11 zijn een aantal vloeimiddelen w elke karakteristiek voor het solderen van aluminium zijn weergegeven. 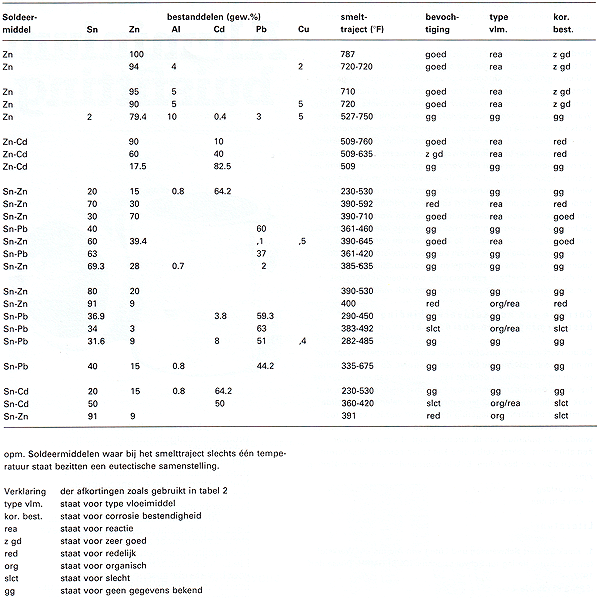
Tabel 2. Samenstelling van soldeermiddelen welke vaak tijdens het solderen van aluminium worden gebruikt.
Zachtsolderen
Het zachtsolderen van aluminium heeft een grote praktische betekenis in de elektrotechniek, b.v. voor draadverbindingen en het aansluiten van spoelen.
Zachtsolderen met vloeimiddelen
Voorbehandelingen
De oxidehuid op de te verbinden delen dient olie-en vetvrij te zijn alvorens te solderen zodat het vloeimiddel deze oxidehuid kan verwijderen. Dit ontvetten kan met een in de handel verkrijgbaar alkalisch ontvettingsmiddel, maar ook m .b.v . een nat-of dampontvettingsinstallatie met tri-of perchloorethyleen. Indien gebruik wordt gemaakt van organische vloeimiddelen, welke op aluminium legeri ngen met een hoog gehalte aan magnesium en/of silicium vrijwel niet werkzaam zijn, kan de oxidehuid ook door een mechan ische behandeling verwijderd worden. Zo' n mechanische behandeling kan zijn: afborstelen, schaven, afschuren met staalwol of schuurpapier. Ook is beitsen met een zuur of een loog mogelijk. Vaak wordt een natriumhydroxide-oplossing op een temperatuur va n ongeveer 60 °C toegepast.
Gebruikte soldeermethoden
In het algemeen worden bij het hier behandelde soldeerproces slechts de conventionele methoden ter verwarming van het werkstuk toegepast. Enkele voorbeelden hiervan zijn: verwarming met behulp van een vlam of een elektrisch verwarmde bout. De toevoer van het soldeer geschiedt in de regel met de hand of via een elektrischverwarmde bout.
Nabehandelen van een soldeerverbinding
Ofschoon de organische vloeimiddelen meestal minder hygroscopischzijn dan de chloride-houdende, dienen de resten van het gebruiktevloeimiddel na het solderen meestal toch verwijderd te worden. Indien de vloeimiddelen niet oververhit zijn kan dit geschieden door de soldeerverbinding af te wassen met alcohol of trichloorethyleen. Een betere en bij gebruik van chloridehoudende vloeimiddelen noodzakelijke oplossing is een zorgvuldige nabehandeling op een dusdanige wijze waarvan hieronder enkele voorbeelden beschreven staan:
- Spoelen in heet water, dompelen in een oplossing van salpeterzuur (10%) gevolgd door een spoelbehandeling in heet water en een droogproces.
- Spoelen in heet water, dompelen in natronloog (1 0-20%). spoelen in water, neutraliseren in een oplossing van salpeterzuur (51 0%), spoelen in heet water en drogen.
Zachtsolderen zonder vloeimiddelen
Het oudste soldeerprocédé zonder een vloeimiddel is het solderen m.b.v. wrijving. Net als bij het zachtsolderen met vloeimiddelen moeten de te verbinden delen een voorbehandeling ondergaan tijdens welke de oppervlakken ontvet en van hun oxidehuid ontdaan worden. Dit laatste kan mechanisch of door een beitsbehandeling geschieden. Wanneer het oppervlak van de te verbinden delen op soldeertemperatuur is gebracht wordt het soldeer op de oppervlakken gewreven totdat deze oppervlakken van een dun laagje soldeer zijn voorzien. Door de krachtige wrijvingsbeweging wordt het na de voorbehandeling ontstane oxidehuidje beschadigd en verwijderd terwijl door de wrijving nieuwe warmte vrijkomt. De soldeerlaag beschermt het onderliggende oppervlak tegen nieuwe oxidatie. Na de beide te verbinden oppervlakken van soldeer voorzien te hebben wordt meer soldeer aangebracht. Tijdens opnieuw verwarmen worden de oppervlakken gesoldeerd. Een moderne uitvoering van het solderen m.b.v. wrijving is het ultrasoon solderen. Dit geschiedt soms d.m.v. een soldeerbout echter meestal d.m.v. een dompelproces. Als voorbehandeling wordt het werkstuk alleen ontvet. De te verbinden delen worden in een bad met gesmolten soldeer ondergedompeld, welke door ultrasoon apparatuur in een hoogfrequente beweging (ongeveer 15 kHz tot 50 kHz) wordt gehouden. Het principe van het verwijderen van de oxidehuid berust bij dit proces op cavitatie van het gesmolten soldeer. Dit is echter alleen mogelijk indien een voldoende dikke vloeibare soldeerlaag op het oppervlak van het werkstuk aanwezig is.
Hardsolderen
Hardsolderen met vloeimiddelen
Vaak wordt gebruik gemaakt van vloeimiddelen tijdens hardsolderen. Bij hardsolderen met gebruik van een vloeimiddel worden meestal slechts lijnverbindingen vervaardigd. Het solderen met deze methode van vlakken dient vermeden te worden vanwege de mogelijkheid op het ontstaan van holten in de soldeerverbinding. Deze holten kunnen ontstaan door een ongelijkmatige verdeling van het vloeimiddel of door insluiting van het vloeimiddel zelf. Deze holten beïnvloeden de sterkte van de soldeerverbinding nadelig.
Voorbehandelingen
Net als bij zachtsolderen (zoals hierboven beschreven) dienen de te solderen oppervlakken vuil en vetvrij te zijn. Vanwege het feit dat de vloeimiddelen welke bij hardsolderen gebruikt worden veel werkzamer zijn is een meerfasige nat-of dampontvetting in tri-of perchloorethyleen voldoende. Een voorwaarde is dat tijdens een voorbewerking van het werkstuk geen slecht verwijderbare smeermiddelen zijn gebruikt.
Uitvoering van enkele soldeerprocessen
Het hardsolderen m.b.v . een hoogfrequente inductie-oven wordt bij aluminium niet toegepast. Dit om financieel economische reden i.v.m. de goede geleidbaarheid van warmte en elektriciteit van aluminium. Werkstukken welke om praktische redenen, zoals b.v. dunne wanden, grote series of slecht toegankelijke delen welke gesoldeerd dienen te worden, kunnen verwarmd worden in een bad met heet vloeimiddel. Dit bad is op soldeertemperatuur en heeft tot doel om de bestaande oxidehuid te verwijderen en het werkstuk gelijkmatig op soldeertemperatuur te brengen, zelfs bij werkstukken met grote variaties in de wanddikten. De verwarming van het bad geschiedt meestal door weerstandverwarming waarbij het bad zelf de weerstand vormt. De hiervoor benodigde stroom loopt via uit nikkel vervaardigde elektroden welke in het bad steken door het bad. Een voordeel van dit proces is dat de badtemperatuur zeer nauwkeurig instelbaar is. Een nadeel van dit proces is een groot verlies aan vloeimiddel door een groot gehalte aan vloeimiddel dat wordt overgesleept naar de spoelbaden. Ook kunnen werkstukken welke na ingebruikname veel of constant aan een vochtige of waterige omgeving worden blootgesteld uit corrosie oogpunt gezien niet met dit proces gesoldeerd worden. Dit vanwege de hygroskopische werking van de meeste gebruikte vloeimiddelen. Voor het solderen van grote series werkstukken met gelijke of soortgelijke afmetingen zijn speciale continue luchtcirculatie-ovens ontwikkeld. Deze ovens worden vrijwel uitsluitend elektrisch verwarmd. Tijdens dit proces wordt zowel met waterige vloeimiddelsuspensies als met geringe vloeimiddeloplossingen gewerkt. Deze worden door dompelen of spuiten op de voorbehandelde oppervlakken aangebracht. Aansluitend wordt het teveel opgebrachte vloeimiddel van het oppervlak verwijderd. Dit kan b.v. centrifaal geschieden. Voordat de werkstukken de luchtcirculatie-oven doorlopen wordt het meeste water verdampt in een voor de luchtcirculatie geplaatste gasgestookte oven. Hardsolderen met de verwarming door een vlam wordt toegepast voor kleine partijen werkstukken met een gering aantal soldeerverbindingen evenals voor werkstukken die door hun omvang of andere praktische redenen niet met een zoutbad of soldeeroven kunnen worden gesoldeerd.
Nabehandelingen
De nabehandelingen voor de hierboven behandelde hardsoldeermethoden zijn als volgt:
- spoelen in heet water
- afblazen met waterdamp
- dompelen in natronloog (10-20%) op een temperatuur van ongeveer 70°C.
- spoelen in schoon water
- neutraliseren in een oplossing van salpeterzuur (5-10%)
- spoelen in water
- drogen
Bij het solderen in een vloeimiddelbad wordt het vloeimiddel ook nog van te voren gedroogd boven het hete bad, de werkstukken afgeschrikt in heet water om het resterende vloeimiddel te verwijderen.
Hardsolderen zonder vloeimiddelen
Hoewel de hierboven beschreven soldeermethoden veelvuldig worden toegepast blijft het gebruik van een vloeimiddel tijdens hardsolderen nadelig doordat het vloeimiddel na het solderen altijd verwijderd dient te worden, hetgeen vaak lastig is. Bij het zachtsolderen kunnen vloeimiddelen toegepast worden welke gemakkelijker verwijderd kunnen worden. Er bestaat ook een groep vloeimiddelen voor het zachtsolderen van aluminium (voor vele toepassingen) welke niet verwijderd behoeven te worden (bepaalde organische vloeimiddelen zijn niet hygroskopisch en niet corrosief). De tijdens het hardsolderen gebruikte vloe imiddelen zijn altijd hygroskopisch en bevatten dus water. Alhoewel het exacte proces niet bekend is, bestaat er een theorie dat het blanke aluminium onder de vloeimiddellaag reageert met zuurstof uit het water en een nieuw oxide vormt. Het zo ontstane waterstof blijft in het soldeer zitten onder het vloeimiddel. De kans bestaat dat het als een gas ontwijkt. Indien dit niet gebeurt blijft dit waterstofgas permanent in het soldeer achter, hetgeen niet bevorderlijk is voor de sterkte van de soldeerverbinding. Sommige technici zijn van mening dat slechts waterstof verantwoordelijk is voor de holten in soldeerverbindingen.
Hoewel er meerdere methoden zijn een vloeimiddel vrij te hardsolderen, zoals hardsolderen in een inerte atmosfeer, wordt vanwege de uitgebreidheid van deze methoden slechts het hardsolderen in vacuüm behandeld.
Hardsolderen in vacuüm
De te solderen delen dienen net als bij andere soldeerprocessen vuil en vetvrij te zijn. Ook moet de oxidehuid verwijderd zijn. Tijdens hardsolderen in vacüum wordt voorkomen dat lucht en het hierin aanwezige vocht in contact komt met het blanke aluminium. Wanneer dit het geval is kan de soldeerverbinding zonder het gebruik van een vloeimiddel tot stand komen. Met de afwezigheid van een vloeimiddel blijft ook het hoofdprobleem om een perfecte soldeerverbinding te vormen afwezig. De hoogste kwaliteit hardscldeerverbindingen worden ook vervaardigd door vloeimiddelvrij in vacüum solderen. Bekend is dat de aanwezigheid van kleine hoeveelheden magnesium in het soldeer resulteert in een vastere verbinding en de soldeertijd verkort zodat voor commerciële toepassingen ook het vacuümsolderen toegepast kan worden. De financiële besparingen door het achterwege laten van een vloeimiddel zijn groter dan slechts de kosten van de normaliter te gebruiken vloeimiddelen. De kosten van spoelvloeistof en van de spoelinstallatie dienen niet vergeten te worden. Hiertegenover staat wel dat de aanschaf van een installatie om vloeimiddelvrij te kunnen solderen ook enige investeringen met zich mee brengt.
Corrosie van een soldeerverbinding en bescherming tegen corrosie hiervan
Soldeerverbindingen van aluminium kunnen corroderen door vorming van een galvanische cel in een elektrolyt. Zo 'n galvanische cel kan tot stand komen doordat het aluminium aan een ander metaal wordt gesoldeerd. Hierbij lost het minst edele metaal op, wat vaak het aluminium is. Echter wanneer twee delen van hetzelfde aluminium of aluminiumlegering gesoldeerd worden kan er toch een voltageverschil ontstaan tussen het soldeer en de verbindingswanden. De polariteit van de stroom hangt af van het soldeer. Een aluminium soldeerverbinding kan tegen corrosie beschermd worden door een bekleding. Enkele voorbeelden van zo'n bekleding zijn:
- een laklaag
- een bitumen
Literatuur
1. Klock-Schoer: Schweissen und Löten von Aluminium Werkstoffen; Deutscher Verlag für Schweisstechnik (DVS) GMBH, Düsseldorf 1977. ISBN 3 87155 078 7
2. W. Hufnagel: Aluminium Taschenbuch, Düsseldorf 1983. ISBN 3 87017 169 3
3. Metals Handbook vol. 6 Welding and Brazing: prepared under the direction of the ASM HANDBOOK COMMITTEE. Library of Congress Catalog Card number: 27-12046
4. ASM engineering bookshelf: Souree book on selection and fabrication of aluminium alloys
5. Hase-Reitze : Lehrbuch des Gasschweissens und verwandter Autogenverfahren, Essen 1980.