


Hoogtemperatuursolderen van roestvast staal
Hoogtemperatuur (HT) solderen is een vrij onbekende verbindings technologie waaraan hoge eisen gesteld kunnen worden. Een deel van het toepassingsgebied betreft roestvast stalen produkten.
Artikel is gepubliceerd in Roestvast staal nummer 6 1988, artikel 33
aangeleverd door: Bodycote Vacuum Brazing Diemen
In deze publikatie worden behandeld:
- het principe van het HT solderen
- voor welke roestvast staal soorten
- soldeerovens
- soldeermaterialen en -spleten
- eigenschappen van gesoldeerde verbindingen
- solderen en harden
- niet destructief onderzoek
- kwaliteitsbeheersing
- toepassingen
- economische aspecten
Het doel van deze publikatie is meer inzicht te geven in de mogelijk.heden van HT solderen.
Hoogtemperatuur (HT) solderen
HT solderen is een verbindingsproces, dat wordt uitgevoerd
- boven 800°C
- in een beheerste atmosfeer (in een oven)
- zonder flux of vloeimiddel
Door de thermische behandeling boven 800°C in vacuüm of in een reducerende (waterstof) atmosfeer, worden de metaaloxiden op het oppervlak van de te solderen produkten gereduceerd. Op het dan verkregen metaalblanke oppervlak kan zonder vloeimiddel worden gesoldeerd. Hierdoor kan een 100% soldering worden gerealiseerd. Met microprocessors worden de procesparameters temperatuur en atmosfeer in een oven beheerst en reproduceerbaar uitgevoerd. Het soldeerproces kan worden geregistreerd. Met soldeersoorten op basis van koper, nikkel of edelmetaal worden verbindingen gemaakt, waarvan de eigenschappen die van het roestvast staal benaderen.
Soldeerbaarheid van roestvast staal
Alle roestvast staal soorten zijn soldeerbaar. Roestvast staal is een verzamelnaam van chroomhoudende ijzerlegeringen, die voornamelijk gebruikt worden voor toepassingen, waarbij hitte-en/of corrosiebestendigheid worden vereist. Roestvast staal kan worden onderverdeeld in 5 groepen:
- austinitisch (niet hardbaar)
- ferritisch (niet hardbaar)
- martensitisch (hardbaar)
- precipitatie hardend
- duplex
Deze materialen worden onder andere in de Duitse DIN 1.4000 normen en de Amerikaanse AISI 200-, 300-, en 400 normen beschreven. Voor het HT solderen van deze roestvast staal soorten zijn er vrijwel geen beperkingen. Koudverstevigde produkten van niet hardbaar roestvast staal worden tijdens het HT solderen zachtgegloeid. Door het solderen op de hardingstemperatuur kunnen hardbare roestvast staal soorten tegelijk met het solderen gehard worden. Precipitatie hardende roestvast staal soorten worden gesoldeerd op de oplosgloeitemperatuur en aansluitend door een precipitatie gloeibehandeling gehard.
Soldeerovens
De gebruikelijke produktieovens voor het HT solderen van roestvast stalen produkten zijn:
- koudewand vacuümovens
- wateffitofdoorloopovens
Een vacuüm bestaat uit een dubbelwandig, watergekoeld (vandaar 'koudewand') retort met daarin de thermische isolatie, elektrische verwarmingselementen (rondom de nuttige ovenruimte) en een ondersteuningstafel (afb. 1 ). In vacuümovens worden charges produkten behandeld. Deze produkten worden op een hittebestendig frame opgesteld en geladen in de koude oven. Een ovencyclus doorloopt de volgende fasen:
- vacuümzuigen
- verwarmen tot soldeertemperatuur
- afkoelen tot ca. 80°C
- oven beluchten en lossen
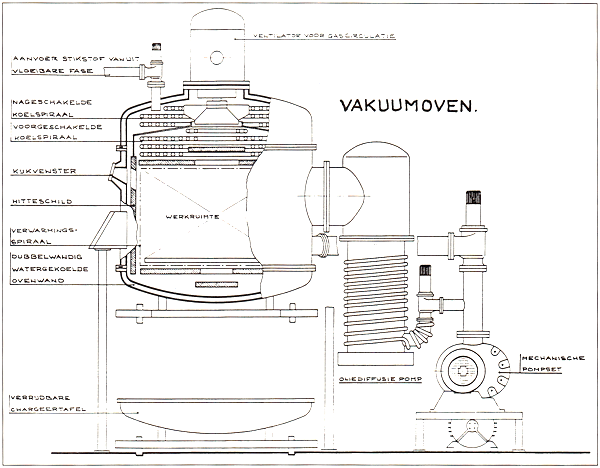
Afb. 1 Schematische doorsnede van een vacuümoven.
De ovencyclus wordt met een microprocessor ingesteld en beheerst. Het proces waardoor boven 800°C de metaaloxiden verdwijnen is een combinatie van reductie van oxiden door de koolstof in het roestvast staal en ontleding en verdamping van oxiden en is beschreven in ref. 1. Vacuümsoldeerovens voor produktie processen hebben meestal een nuttige inhoud van ca. 1000 liter en een chargegewicht van ca. 1000 kg (afb. 2). Waterstof-doorloopovens zijn wezenlijk verschillend, omdat het soldeerproces continu gebeurt en de atmosfeer, waarin gesoldeerd wordt, bestaat uit droge waterstof. De ovenruimte bestaat uit een langwerpig retort, waardoor een draadgaasband loopt. De te solderen produkten worden op de draadgaasband gelegd en passeren eerst de verwarmingssectie en daarna de koelsectie (Afb. 3). De verwarmingssectie is een hittebestendig deel van het retort, waaromheen verwarmingselementen zijn aangebracht. In de verwarmingssectie vindt het soldeerproces plaats. De koelsectie is een roestvast stalen deel van het retort, dat met water wordt gekoeld. In de koelsectie koelen de produkten na het solderen af tot ca. 60 °C. In de verwarmings-en koelsectie wordt een reducerende atmosfeer van droge (-40°C dauwpunt) waterstof gehandhaafd. Een waterstof doorloopoven voor produktie doeleinden heeft een doorlaat van ca. 300 mm breed en 150 mm hoog en een lengte van ca. 12 meter (afb. 4). Oventemperatuur, ovenatmosfeer en doorloopband-snelheid worden met een microprocessor ingesteld en beheerst. Metaaloxiden worden door de waterstof boven 800°C, gereduceerd. Afb. 5 toont een evenwichtsdiagram, dat het reductieproces voor diverse metalen verduidelijkt. 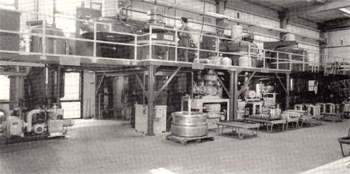
Afb. 2. Industriële vacuümsoldeerovens.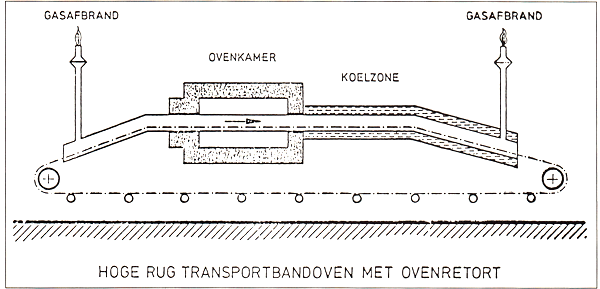
Afb. 3. Schematische doorsnede van een doorloopoven.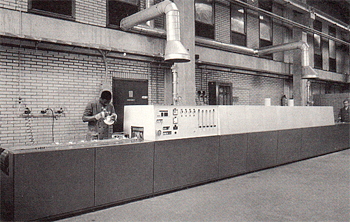
Afb. 4. Industriële doorloopsoldeeroven.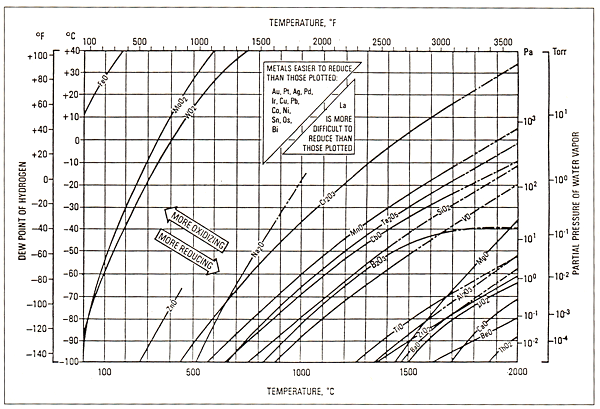
Afb. 5. Metaal/metaaloxide evenwicht in zuivere waterstofatmosfeer.
Solderen in vacuüm gebeurt in geval van :
- grotere produkten (afb. 6)
- produkten met holle ruimten
- vervormingsgevoelige produkten
- materialen, die een gecompliceerde warmtebehandeling vereisen
- soldeertemperatuur boven 1100°C
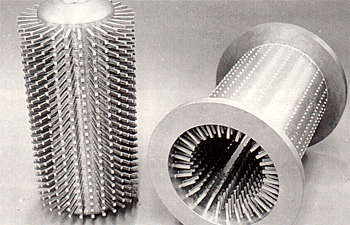
Afb. 6. Roestvast stalen pennenmenger.
In waterstof atmosfeer wordt gesoldeerd in geval van:
- laag kosten niveau
- eenvoudige kleinere produkten
- massadelen
- soldeermaterialen met elementen (als mangaan), die een hoge dampspanning hebben
- produkten, die niet stapelbaar zijn (afb. 7)
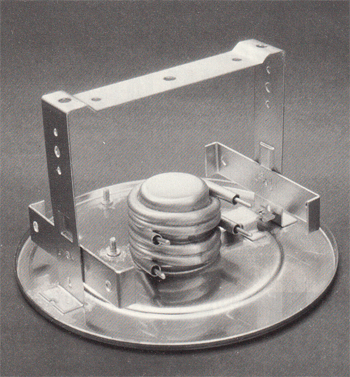
Afb. 7. Verwarmingselement koffiezetapparaat.
Soldeermaterialen en soldeerspleten
Voor het HT solderen van roestvast stalen produkten worden soldeersoorten op basis van koper, nikkel en edelmetaal gebruikt. Deze soldeersoorten bevatten geen zink en cadmium en kunnen dus voor voedingsmiddelen-toepassingen gebruikt worden (afb. 8). Koperbasis soldeersoorten zijn meestal goedkoop en worden gebruikt voor toepassingen tot 300°C, wanneer corrosiebestendigheid geen vereiste is. Nikkelbasis soldeersoorten worden toegepast voor hitte-en corrosiebestendige verbindingen tot boven 800°C gebruikstemperatuur. 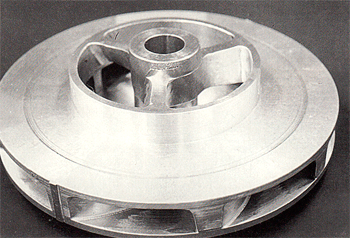
Afb. 8. Roestvaststalen melkpomp-waaier.
Edelmetaal soldeersoorten op basis van zilver, palladium en goud worden toegepast wanneer speciale eisen gesteld worden aan mechanische eigenschappen, corrosiebestendigheid en vacuümdichtheid. De soldeertemperatuur ligt meestal tussen 850°C en 1250°C. De keuze van de soldeerspleten is afhankelijk van het soldeermateriaal en de soldeertemperatuur. Voor HT solderen van roestvast staal liggen deze spleten tussen 0,00 en 0,20 mm, waarbij 0.05 mm algemeen bruikbaar is. Uit het grote aantal commercieel verkrijgbare soldeersoorten, wordt voor het HT solderen gekozen uit ca. 40 soldeersoorten, verdeeld in 10 koperbasis-, 20 nikkelbasis-en 10 edelmetaalbasis soldeersoorten (ref. 2).
Eigenschappen van soldeerverbindingen
Mechanische eigenschappen van HT soldeerverbindingen als:
- treksterkte
- schuifsterkte
- vermoeiingssterkte
- kerfslagwaarden
zijn voor constructeurs van belang {ref. 3 en 4). Al deze waarden worden sterk beïnvloed door de ductiliteit van de soldeerverbinding. Een soldeerverbinding is ductiel als de verbinding bezwijkt aan voorafgaande vervorming. Ductiele soldeerverbindingen worden verkregen door een keuze van optimale soldeerparameters zoals soldeermateriaal, soldeerspleet, soldeertemperatuur en soldeertijd. De mechanische eigenschappen van vele roestvast staal soorten zijn bepaald. Deze gegevens zijn echter moeilijk toegankelijk voor niet deskundigen. Het noemen van specifieke 'sterktewaarden' heeft weinig zin. Onderstaande verhoudingsgetallen geven wel een redelijke houvast:
- Basismateriaal treksterkte 100
- Treksterkte soldeerverbinding 90
- Afschuifsterkte soldeerverbinding 45
- Vermoeiingssterkte soldeerverbinding 30
Voor niet deskundigen is het vaak nauwelijks te geloven dat een HT gesoldeerde trekstaaf van precipiatie hardend roestvast staal een treksterkte oplevert van 1120 N/mm2 (ref. 5). Hittebestendigheid van HT soldeerverbindingen wordt voornamelijk door de keuze van het soldeermateriaal. De nikkelbasis soldeersoorten geven een hittebestendigheid, die vergelijkbaar is met die van het roestvast staal. De corrosiebestendigheid van HT soldeerverbindingen is afhankelijk van de combinatie van het roestvast staal, het soldeermateriaal en het corrosieve milieu. Gebaseerd op ervaring zal met een nikkelbasis-of edelmetaal basis soldeer een goede corrosiebestendigheid worden bereikt. De constructie van een produkt dient dusdanig ontworpen te zijn, dat soldeerspleten geheel worden gevuld. Spleetcorrosie kan dan worden vermeden. Er wordt vaak vacuümdichtheid geëist van gesoldeerde roestvast staal produkten. Ook nu geeft een goede soldeerkeuze (geen legeringselementen met een hoge dampspanning, zoals fosfor en mangaan) de oplossing. Een lekdichtheid van 10-s millibar/sec is toelaatbaar.
Solderen en harden
Er zijn diverse lucht-en precipitatie hardende roestvast staal soorten. Produkten van deze materialen kunnen tegelijkertijd worden gesoldeerd en gehard, wat uit kosten oogpunt aantrekkelijk is (afb. 9). Bij de keuze van het soldeermateriaal is van belang, dat de soldeertemperatuur overeenkomt met de hardingstemperatuur. Is de soldeertemperatuur hoger, dan kan een ongewenste grovere korrelstructuur van het roestvast staal ontstaan. 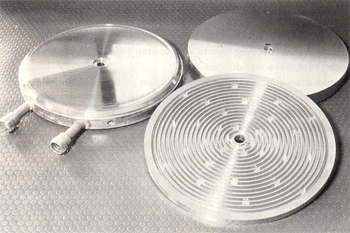
Afb. 9. Persblok voor de produktie van grammafoonplaten uit hardbaar roestvast staal.
Niet destructief onderzoek
Een hoogwaardige HT soldeerverbinding voor kritische produkten verdient die kwalificatie pas dan, als het zeker is, dat de verbinding kwalitatief voldoende is. Een produkt kan functioneel worden gecontroleerd op een hogere dan de normale belasting. Een andere benadering is het bepalen van de eigenschappen van een soldeerverbinding aan de hand van proefstukken (destructief) plus een niet-destructieve controle op hechting. Bij hechtingscontrole moet worden bedacht dat een soldeernaad dun is (0,05 mm) en in diverse vlakken kan lopen. In de constructieve fase van het product moeten de hechtingscontroie-aspecten reeds worden meegenomen.
Controle op hechting wordt het meest met ultrasoononderzoek en in mindere mate met röntgen onderzoek uitgevoerd (afb. 10). 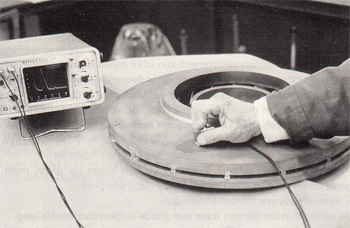
Afb. 10. Turbocompressorwaaier van precipitatie hardend roestvast staal.
Kwaliteitsbeheersing
De kosten van het HT solderen bedragen ruwweg 15% van de waarde van het te solderen produkt. Het afbreukrisico in geval van fouten is dus groot. Kwaliteitsbeheersing bij het HT solderen is dan ook vereist en omvat o.m.:
- ovenkwalificatie
- soldeerprocedure kwalificatie
- werkvoorschriften
- produktieregistratie
- materiaal bestelspecificaties (soldeer-procesgassen)
Kwaliteitsbeheersingssystemen kunnen worden getoetst aan de hand van AQAP normen of internationale ISO normen (ref. 6).
Toepassingen
HT solderen van roestvast stalen produkten vindt plaats om onderstaande redenen:
- er wordt een oppervlakteverbinding verkregen met hoge sterkte
- er kunnen verschillende roestvast staal soorten onderling en roestvast staal met andere materialen worden verbonden (afb. 11 ).
- moeilijk lasbare roestvast staal soorten worden probleemloos gesoldeerd
- onderdelen met zeer dunne wanddikten ktmnen worden verbon.den met dikke wanddikten
- produkten kunnen constructief worden gedeeld, afzonderlijk bewerkt en door te solderen weer worden samengevoegd, sol.deernaden kunnen dan inwendig liggen en niet meer zichtbaar zijn (afb. 12)
- door alzijdige gelijkmatige verwarming tot de soldeertemperatuur, zullen produkten weinig of niet vervormen
- soldeernaden kunnen goed niet-destructief gecontroleerd worden
- HT solderen kan goedkoper zijn dan andere verbindingsmetho.den, met name in geval van een combinatie van solderen en har.den (ref. 7).
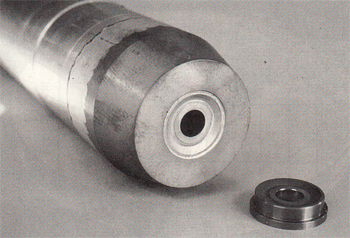
Afb. 11. Branderpijp uit roestvast staal met een ingesoldeerde hardmetalen neus.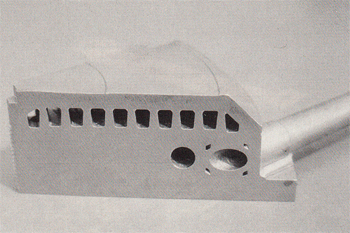
Afb. 12. Doorgezaagde, watergekoelde matrijs.
Economische aspecten
Bij het HT solderen worden produkten in ovens geheel verwarmd tot de soldeertemperatuur. Hieruit ontstaat een soort basisprijs van ca. f 2,-per kg produkt. Daar bovenop komen dan nog kosten ten gevolge van factoren zoals:
- solderen in vacuüm of beschermgas
- solderen in vacuüm is aanzienlijk duurder
- onderdelen kunnen zelffixerend zijn of ze moeten met hulpgereed.schap worden gesoldeerd. Dit hulpgereedschap moet niet alleen worden gemaakt, maar ook worden verwarmd
- enkel-, serie-of massaprodukten (afb. 13), vooral voor massapro.dukten zijn proefseries van belang om optimale produktiemethoden te ontwikkelen
- de te stellen eisen aan kwaliteitsbeheersing en -controle
- het te gebruiken soldeer. Zuiver koper kost 1 cent per gram, maar goud-nikkel soldeer (82% goud) kost f 35,-per gram
- aanvullende warmtebehandelingen
De soldeerkosten kunnen door een goede soldeerconstructie laag blijven. Indien er met HT solderen van roestvast stalen produkten weinig of geen ervaring aanwezig is, kan het raadplegen van deskundigen veel kosten besparen. 
Afb. 13. Branders voor kooktoestel.
Referenties
1. Schweissen und Schneiden 1982 nr. 10: Mechanismus der Entfernung benetzungshemmender Obenflachenoxydschichten des Stahls X10 Cr Ni Nb 18.9 beim Vakuumlöten
2. Norm AWS A5.8 soldeermaterialen (American Welding Society)
3. Lastechniek 1975 nr. 6, 1976 nr. 2 en 9: Mechanische eigenschappen HT gesoldeerde verbindingen
4. Lastechniek februari 1988, invloed proefstaafgeometrie
5. Abnahmeprotokoll Atlas Copco Energas 293/86
6. ISO 9002 Ouality systems, model for quality assurance in production and installation