


Roestvast staal Deel 4
In het vorige artikel is ingegaan op het lassen van austenitisch roestvast staal. Nu zal de lasbaarheid van de martensitische, semi-ferritische en ferritische soorten worden behandeld. Wat betreft de lasbaarheid verschillen deze soorten nogal van het austenitische roestvaste staal. De kans op scheuring en verbrossing in lasmetaal en warmtebeïnvloede zone is veel groter en vergt dan ook speciale voorzorgsmaatregelen. Bij naleving van deze maatregelen zal echter blijken, dat ook martensitisch, semi-ferritisch en ferritisch roestvast staal zeer wellasbaar zijn.
Ir. A.J. Schornagel
Martensitisch roestvast staal
Structuur
In de meeste commercieel verkrijgbare martensitische rvs-typen, komt chroom als hoofdlegeringselement voor naast nevenlegeringselementen, waarvan de gehalten over het algemeen laag zijn en vrij constant. Het koolstofgehalte kan over een relatief breed traject worden gevarieerd, al naargelang de gewenste mechanische eigenschappen. Het gedrag van martensitisch rvskomt enigszins overeen met dat van hardbare koolstofstaal typen. Bij stolling treedt er eerst delta-ferriet op, die overgaat in austeniet, die bij verdere langzame afkoeling weer overgaat in alfa-ferriet en carbiden. Vindt de afkoeling snel plaats, dan gaat bij een bepaalde temperatuur, aangeduid met Ms ( martensite starting temperature), de austeniet via een diffusieloos omklapmechanisme over in martensiet, zie voor de structuur hiervan afbeelding 1. Bij een bepaalde temperatuur, aangeduid met Mf ( martensite finishing temperature), houdt deze transformatie op. Niet alle austeniet gaat over in martensiet, er blijft nog wat restausteniet achter. Voor een rvs-type met 12% chroom en 0,12% koolstof, zijn de Ms en de Mf respectievelijk 300-350°C en 150-180°C. Deze temperaturen dalen bij toenemend chroomgehalte en als er andere elementen aan het staal worden toegevoegd. Martensitisch roestvast staal wordt in de regel in de afgeschrikte en ontlaten toestand gebruikt. Het afschrikken veroorzaakt de vorming van martensiet, die hard is en een geringe taaiheid bezit. Het ontlaten is een gloeibehandeling, uitgevoerd beneden de austeniteertemperatuur, waardoor de martensiet overgaat in ferriet en fijn verdeelde carbiden. Vooral met deze ontlaatbehandeling kunnen structuren worden verkregen met een grote verscheidenheid aan combinaties van hardheid en taaiheid. In afbeelding 2 zijn de mechanische eigenschappen weergegeven als functie van de ontlaattemperatuur, van een 13% chroom 0,1% koolstofhoudend type.
Scheuring door martensiet
Zoals gezegd is martensiet hard en bros en zeer kerfgevoelig. De vorming ervan gaat gepaard met een volumetoename, die kan oplopen tot 1%. Te zamen met krimp kan dit leiden tot zeer hoge interne spanningen in een werkstuk, vooral als er weinig plastische deformatie mogelijk is. Er is dus sprake van een aanzienlijk risico voor brosse breuk of scheuring. Scheurinitiatie vindt plaats op kerven en daar waar de geometrie van het werkstuk hiertoe aanleiding kan geven, zoals scherpe overgangen. Andere mogelijkheden voor scheurinitiatie zijn gebrekkige doorlassing of inbrandfouten, undercutting of niet-metallische insluitsels.
Scheuring door waterstof
De oplosbaarheid van waterstof in austeniet is veel hoger dan in ferriet. Bovendien neemt de oplosbaarheid in zowel au steniet als in ferriet toe met toenemende temperatuur, zie afbeelding 3. Als door snelle afkoeling omzetting van austeniet in martensiet plaatsvindt, dan gaat dit gepaard met een abrupte en sterke afname van de oplosbaarheid van waterstof. Als de austeniet dus waterstof bevat, geeft dit aanleiding tot oververzadiging met als gevolg recombinatie van waterstofatomen in micro-holtes in het metaal tot waterstofmoleculen. Hierdoor vindt een sterke drukopbouw plaats, die tot scheuring kan leiden. Deze scheuren kunnen reeds bij vrij lage temperaturen optreden, waardoor het verschijnsel wordt aangeduid als koudscheuring. Het treedt enige tijd na het lassen op.
Bescherming tegen waterstof
Het feit dat waterstof scheuring veroorzaakt, sluit bij het lassen met schermgas, het gebruik van argon-waterstof gasmengsels uit. Voor praktische doeleinden vergt het onder schermtJas lassen het gebruik van zuivere argon of licht oxiderende gasmengsels. Voor het handlassen dienen bij voorkeur basisch beklede elektroden te worden toegepast. Het verdient verder aanbeveling om elk spoor van vocht, afkomstig van bijvoorbeeld condensvorming of afkomstig uit de bekleding van elektroden te weren. Vooral bekende elektroden van het basische type moeten inLdroge toestand worden verwerkt en worden bewaard in droogstoven.
Invloed lasparameters
Lassen gaat gepaard met warmtetoevoer, die tot plaatselijke smelting van het staal leidt. Deze toegevoerde warmte verdwijnt voor een deel door geleiding naar het aangrenzende metaal, dat daardoor in temperatuur stijgt. De snelheid waarmee deze warmte verdwijnt, dus de snelheid waarmee de temperatuur daalt, is regelrecht van invloed op de structuur die het lasmetaal en het metaal van de aangrenzende warmtebeïnvloede zones zullen hebben. Is de afkoeling langzaam, dan ontstaat er ferriet. De afkoelsnelheid hangt af van de warmtetoevoer en de afmetingen van het werkstuk. Bij geringe warmtetoevoer en een werkstuk met een groot volume, zal de afkoelsnelheid groot zijn en ontstaat er martensiet. Bij hoge warmtstoevoer en een werkstuk met een klein volume is de afkoelsnelheid gering en ontstaat er ferriet. Afhankelijk van de gewenste structuur en de afmetingen van het werkstuk, zullen de lasparameters moeten worden gekozen en voorzorgen worden getroffen.
Voorwarmen
Eén zo'n voorzorg is voorwarmen. Voorwarmen vindt in de regel plaats in het temperatuursinterval lopend van 200 tot 300°C. Het zal voornamelijk van het koolstofgehalte afhangen of er al of niet moet worden voorgewarmd. Als leidraad kan het volgende overzicht dienen:
-Koolstofgehalte lager dan 0,10%.
Over het algemeen is noch voorwarmen noch nagloeien-vereist.
-Koolstofgehalte 0,10-0,20%.
Voorwarmen op 250°C en bij deze temperatuur lassen.
-Koolstofgehalte 0,20-0,50% .
Voorwarmen op 250°C en bij deze temperatuur lassen.
-Koolstofgehalte hoger dan 0,50%.
Voorwarmen op 250°C en lassen met hoge warmtetoevoer.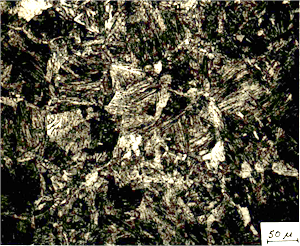
Afb. 1. Microstructuur van martensiet.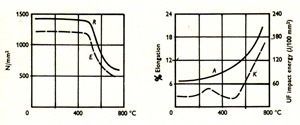
Afb. 2. Invloed van de ontlaattemperatuur na afschrikken op de mechanische eigenschappen van een 13% chroom, 0, 1% koolstofhoudend staal. R = treksterkte; E = rekgrens; A = rek; K = taaiheid; UF = kerfslagenergie.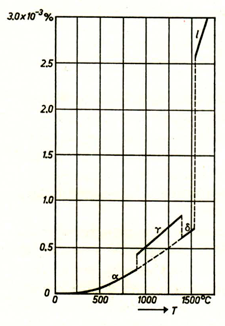
Afb. 3. Oplosbaarheid van waterstof in ijzer bij een waterstofdruk van 1 atm in gewichtsprocenten, als functie van de temperatuur. α = alfa-ferriet; γ = austeniet; δ = deltaferriet; I= vloeistof.
Warmtebehandeling na lassen
Na het lassen zal, afhankelijk van de temperatuur en afkoelsnelheid en eventueel voorwarmen, een lasstructuur aanwezig zijn, die bestaat uit een mengsel van marteosiet en niet gestransformeerde austeniet. De hoeveelheid restausteniet direct na het lassen is groter naarmate de temperatuur na het lassen dichter bij de Ms ligt. Afkoeling tot omgevingstemperatuur veroorzaakt een vrijwel volledige omzetting van de austeniet in martensiet. Dit betekent dat de las gedurende enige tijd een ontlaatbehandeling moet ondergaan op ee·n temperatuur, die doorgaans ligt tussen 600 en 850°C om sterkte en taaiheidseigenschappen te verkrijgen die overeenkomen met die van het basismetaal. De omzetting van marteosiet levert ferriet op en uniform verdeelde carbiden, waardoor een zo gunstig mogelijk compromis wordt bereikt tussen sterkte en taaiheid. De omzetting van nog aanwezige restausteniet levert ferriet, waarbij zich carbiden afscheiden en wel bij voorkeur op de korrelgrenzen. Met het oog op de tamelijk grofkorrelige structuur in de gelaste toestand, leidt dit tot een nogal brosse structuur. Dit houdt dus in, dat in geval van het voltooien van het laswerk bij een temperatuur, die in de buurt ligt van de Ms en waarna direct een ontlaatbehandeling volgt, de verkregen eigenschappen niet optimaal zullen zijn, omdat er nog teveel austeniet aanwezig is. De beste resultaten worden verkregen door na het lassen af te schrikken en dan pas te ontlaten. Hierbij zij opgemerkt, dat de Ms van het betreffende roestvast staal type bekend moet zijn om te voorkomen dat er wordt afgeschrikt tot een nodeloos lage temperatuur, omdat hierdoor vooral bij dikwandige werkstukken het risico van scheuring toeneemt. Ter illustratie van een dergelijke afschrik- en ontlaatbehandeling, diene afbeelding 4.
Semi ferritisch roestvast staal
Structuur
De gangbare semi-ferritische rvs-typen, zoals die in de praktijk voorkomen zijn de 17% chroom-typen, die 16-18% chroom bevatten en 0,05-0,12% koolstof. Ze bezitten de volgende karakteristieken, vergeleken met het 13% chroom martensitisch rvs: betere corrosiebestendigheid;
- geringe mate van hardbaarheid door afschrikken;
- goede koudvervormbaarheid.
Bij afkoeling van deze legeringen ontstaat er eerst deltaferriet, vervolgens verschijnt er austeniet en tenslotte verschijnen er ferriet en carbiden. Als de afkoeling langzaam genoeg verloopt, dan gaat de austeniet over in alfa-ferriet, zodat onder 850-900°C de legering bestaat uit ferriet en carbiden. Bij snelle koeling gaat de austeniet over in marteosiet en bestaat de legering uiteindelijk uit ferriet, marteosiet en carbiden. Bij voldoende hoge temperatuur, waarbij de structuur geheel uit ferriet bestaat (boven circa 1350°C) hebben deze typen erg te lijden van snelle korrelgroei. Howel er bij afkoeling wat austeniet ontstaat, is dit onvoldoende om voor enige korrelverfijning ván betekenis te kunnen zorgen.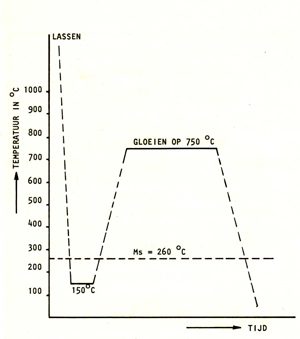
Afb. 4. Warmtebehandelingsschema na lassen van een 12% chroom-, 0,2% koolstof-, 1% molybdeenhoudend martensitisch roestvast staal.
De structuurvergroving is dus blijvend. De enige mogelijkheid om een dergelijke grove structuur te verwijderen is plastisch deformeren bij omgevingstemperatuur, waarna een gloeiing moet volgen. Hierdoor zal dan rekristallisatie optreden, die korrelverfijnend werkt. De aanwezigheid van martensietin de las bij dit 17% chroomstaal had vaak scheuring tot gevolg. Dit heeft er lang toe geleid, dat dit staal niet kon worden toegepast in gelaste constructies. Door toevoeging van bepaalde legeringselementen, zoals titaan of niobium, kan de martensietvorming vrijwel geheel worden onderdrukt. Hierbij treedt echter vrij sterke korrelgroei op in de warmtebeïnvloede zones vlak naast de fusielijnen. Toevoeging van bijvoorbeeld mangaan en silicium verhoogt de stabiliteit van de austeniet, zodat er geen martensiet optreedt, maar de las en de warmtebeïnvloede zones een ferritisch-austenitische structuur verkrijgen, die niet zo bros is. Bovendien treedt hierbij geen korrelgroei op in de warmtebeïnvloede zones. Tot dezelfde categorie als het 17% chroomstaal behoort ook het 13% chroom staal met een koolstofgehalte van maximaal 0,07%. De neiging van dit staaltype tot korrelgroei bij hoge temperatuur is aanzienlijk minder dan bij het 17% chroomstaal.
Bros karakter ferritisch rvs
Een bij austenitisch roestvast staal niet voorkomend verschijnsel, dat wel optreedt bij semi-ferritisch en ferritisch roestvast staal is de overgang van taaie breuk naar brosse breuk en wel bij een temperatuur, die boven kamertemperatuur ligt. Dit betekent dat bij mechanische belasting bij kamertemperatuur en lager, ferritisch roestvast staal kerfgevoelig is en dat kerfslagwaarden van minder dan 20J gebruikelijk zijn. Bij 90-120°C neemt de kerslagwaarde toe tot 40 respectievelijk 70J . Dit verband tussen kerfgevoeligheid en temperatuur speelt een niet te verwaarlozen rol bij het ontwerp van een lasverbinding en de te kiezen lasparameters. De kerfgevoeligheid gaat overigens niet vergezeld van een hoge hardheid, zoals dat bij martensiet het geval is. De vorming van martensiet vindt slechts in geringe mate plaats. Dit brengt tevens mee, dat er geen problemen optreden met waterstof, die koudscheuring kan veroorzaken. Om gevormde martensiet te verwijderen, dient het werkstuk te worden gegloeid op circa 800°C, waarbij de martensiet overgaat in ferriet en carbiden. Deze warmtebehandeling verschaft de las goede plastische eigenschappen bij langzame deformatie en bij afwezigheid van kerven. Een aldus behandelde las zonder kerf kan over een hoek van 180° worden gebogen, zonder te scheuren. De kerfgevoeligheid speelt alleen een rol als de las wordt onderworpen aan heftige stoten en als de geometrie van het werkstuk aanleiding geeft tot plaatsen waar spanningsconcentraties kunnen optreden. In afbeelding 5 is weergegeven aan de hand van zogenaamde overgangskrommen, waarin de kerfslagwaarden als functie van de temperatuur zijn uitgezet, welke invloed een warmtebehandeling bij 800°C heeft. Overgangskrommen worden opgesteld aan de hand van kerfslag proeven, bij diverse temperaturen en geven het temperatuursgebied aan, waarbinnen het staal overgaat van taaie naar brosse breuk. Binnen dit overgangsgebied treedt nogal wat spreiding op in de testresultaten. Als overgangstemperatuur blijkt meestal de temperatuur van het midden van het overgangsgebied vrij goed hanteerbaar te zijn en wordt dan ook aangeduid als de overgangstemperatuur van een bepaald staaltype. In afbeelding 5 bedraagt de overgangstemperatuur circa 100°C. De verlaging van de kerfslaggevoeligheid door glaeien op 800°C is hoofdzakelijk het gevolg van het ontlaten van aanwezige martensiet. Eenzelfde resultaat kan ook worden behaald zonder gloeien. Voor dit laatste doel worden staaltypen gebruikt, waaraan circa 0,5% titaan of 15% niobium zijn toegevoegd. Deze staaltypen zijn in gelaste toestand praktisch vrij van martensiet. Beide elementen bevorderen bij hoge temperatuur de stabiliteit van ferriet en vormen met koolstof carbiden, waardoor het vrije koolstofgehalte afneemt, hetgeen de ferrietvorming eveneens ten goede komt. In afbeelding 5 zijn de variaties in de kerfslagwaarde weergegeven voor een staaltype, dat 0,9% niobium bevat (gestreepte lijnen). Er is te zien, dat toevoeging van alleen niobium al een sterke verbetering van de kerfslagwaarden oplevert. Eliminatie van martensiet onderdrukt echter niet de kerfgevoeligheid van de ferriet bij kamertemperatuur. Toch kan toevoeging van titaan of niobium voordelig zijn in geval van laswerk aan dunwandige werkstukken, die worden blootgesteld aan betrekkelijk lage belastingen, omdat een gloeiing achterwege kan blijven. Er zijn nog andere elementen, die een gelijkwaardig effect sorteren. De belangrijkste zijn:
- aluminium, hiermee kan een volledig ferritische structuur worden verkregen, in een staal dat slechts 13% chroom bevat,
- molybdeen, dat in feite wordt toegevoegd aan 17% chroomstaal om de corrosieweerstand te verhogen,
- silicium; dat in feite wordt toegevoegd om de oxidatieweerstand bij hoge temperatuur te verbeteren.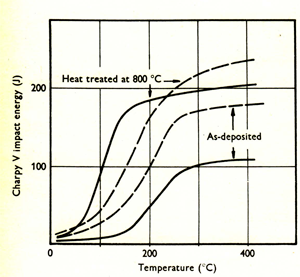
Afb. 5. Variatie van de Charpy V kerfslagwaarden als functie van de temperatuur.
------: 17% chroomstaal; ------: 16% chroom, 0,9% niobiumhoudend staal.
Toepassing austenitische laselektroden
Het is zeer goed mogelijk om 17% chroomstaal te lassen met een austenitische laselektrode. De las is dan ongevoelig voor de aanwezigheid van kerven en behoeft geen gloeiing te ondergaan na het lassen. De structuur van de warmtebeïnvloede zone blijft hierdoor echter onveranderd en het basismetaal, grenzend aan de fusielijn blijft kerfgevoelig. Over het geheel genomen is er toch sprake van een verbetering omdat de gebieden met lage taaiheid zeer smal zijn en het grotere vermogen van de las tot plastische deformatie hun invloed reduceert. Staaltypen met 25-30% chroom worden zelden in gelaste toestand toegepast, vanwege hun zeer hoge kerfgevoeligheid. Wordt er toch aan gelast, dan wordt doorgaans gebruik gemaakt van austenitische elektrodes, die 24% chroom en 12% nikkel bevatten of 29% chroom en 9% nikkel.
Keuze van het lasproces
Het lasproces heeft een vrij sterke invloed op de mechanische eigenschappen van 17% chroomstaal, omdat het de breedte bepaalt van de zones in het metaal, die worden verhit tot in het gebied waarin de structuur volledig ferritisch is en snelle korrelgroei optreedt. Het lasproces beïnvloedt eveneens de afkoelsnelheid en dus de tijd, gedurende welke korrelgroei kan plaatsvinden. Verder bepaalt het de hoeveelheid austeniet, die in het lasmetaal en de warmtebeïnvloede zones kan ontstaan. Op basis hiervan verdienen de handlasmethodes met elektrodes de voorkeur boven bijvoorbeeld het onder poederdek lassen. MIG- en TIG-methodes zijn eveneens goed bruikbaar. Hierbij dient te worden opgemerkt, dat het schermgas geen stikstof mag bevatten, omdat hierdoor de hoeveelheid martensiet in de las teveel toeneemt.
Ferritisch roestvast staal
Ferritisch roestvast staal bevat in de regel25-30% chroom en maximaal 0,3% koolstof. Dit staal wordt altijd toegepast nadat het op 800-900°C is gegloeid. Net als het 17% chroomstaal is het zeer gevoelig voor korrelgroei bij hoge temperatuur. Het 25% chroomstaal bezit over het algemeen een betere corrosieweerstand dan het 17% chroomstaal. Het wordt echter hoofdzakelijk gebruikt vanwege de goede weerstand tegen oxidatie en sulfadatie bij hoge temperatuur. Toepassing in gelaste toestand is zeer beperkt, vanwege de brosheid van de lasverbindingen. Tot deze categorie behoort ook 13% chroomstaal met maximaal 0,07% koolstof, waaraan circa 0,25% aluminium is toegevoegd. Dit staaltype kan echter zonder veel problemen worden gelast.