


Roestvast staal Deel 3
Alle lasbare rvs-typen kunnen worden verbonden met de verschillende booglasmethodes. Variaties in samenstelling en fysische en mechanische eigenschappen zijn echter van invloed op hun relatieve lasbaarheid net als fabricageomstandigheden en gebruikscondities. Lasmethoden die gebruik maken van beklede elektrodes, met of zonder afgeschermde boog, met inerte schermgasmantels en plasmalassen worden op grote schaal toegepast voor het verbinden van roestvast staal. Austenitisch roestvast staal, met uitzondering van de verspaanbare typen, is het makkelijkst te lassen. De lasverbindingen worden gekenmerkt door een hoge taaiheid, zelfs in de gelaste toestand, dus zonder enige nabehandeling.
Door: Ir. A.J. Schornagel
Verschillen in samenstelling van de diverse standaardtypen austenitisch roestvast staal beïnvloeden de lasbaarheid en het gedrag bij gebruik. Zo verschillen de typen Al SI 302, 304 en 304L in eerste instantie in koolstofgehalte, en daardoor treden er bij deze drie typen verschillen op in de mate van carbideuitscheiding in de warmtebeïnvloede zones naast de las. De typen AlSI 303 en 303 Se bevatten max. 0,20% P alsmede 0,15% Se of Som ze geschikt te maken voor verspaning. Deze elementen zijn echter funest voor de lasbaarheid en kunnen warmscheuren veroorzaken in de las. De typen AlSI 316 en 317 bevatten een verhoogd molybdeengehalte voor hogere corrosieweerstand en betere kruipsterkte bij verhoogde temperatuur. Tenzij er wordt gezorgd voor een extra laag koolstofgehalte zoals in type AlSI 316 L, treedt er bij het lassen van deze beide typen carbideuitscheiding op in de warmtebeïnvloede zones tijdens en kort na het lassen. De typen AISI 318, 321, 347 en 348 zijn gestabiliseerd met niobium of titanium of niobium plus tantalium om chroomcarbideuitscheiding tijdens lassen of enige andere vorm van warmtebehandeling tegen te gaan.
Laswarmte
Lassen van roestvast staal vergt over het algemeen zo'n 20 tot 30% minder warmte dan lassen van koolstofstaal vanwege de lagere warmtegeleiding en hogere elektrische weerstand. Als gevolg van de geringere warmtegeleiding blijft de warmte als het ware wat 'dichter' bij de las, zodat er meerwarmte ter beschikking is om metaal te laten smelten. De hoge elektrische weerstand van roestvast staal maakt het geschikt voor lassen met lage warmtetoevoer. Zo is de elektrische weerstand van austenitische roestvast staal 70-80 µΩ. cm tegen 10-20 µΩ. cm voor koolstofstaal. Een te hoge warmtetoevoer veroorzaakt sterke temperatuursverschillen over de las, die kunnen leiden tot vervorming. Omdat de warmte slechts langzaam wegvloeit, kan hierdoor de corrosiebestendigheid nadelig worden beïnvloed en de mechanische eigenschappen worden veranderd. Deze effecten kunnen worden onderdrukt door bijvoorbeeld gebruik te maken van koelplaten of -strips en/ of een lagere warmtetoevoer. De warmtetoevoer kan worden beperkt door het toepassen van lagere stroomsterkten, lagere voltages (korte boog lengten), hogere lassnelheden en de heen en weer gaande beweging van de toorts te beperken. Ingeval van MIG- en TIG-processen, kan de warmtetoevoer worden beïnvloed door het type schermgas. Zo ontstaat er ingeval van argon een 'koele' stabiele boog, terwijl er met helium een 'hete' boog ontstaat, die ietwat onstabiel is. Voor handlassen is argon over het algemeen het best bruikbaar. Als er met automatische lasmethodes wordt gewerkt, waarbij goede beheersing van stroomsterkte, voltage en lassnelheid mogelijk is, kunnen er gasmengsels worden toegepast zonder risico te lopen voor schade als gevolg van teveel hitte. Tenslotte kunnen ook nog pulsboog lastechnieken worden ingezet om de warmtetoevoer te beperken.
Verontreinigingen in de las
Verontreinigingen staan niet alleen goed laswerk in de weg, maar kunnen ook een op het oog goede las verhinderen naar behoren te functioneren. Een verontreinigde las heeft een lagere corrosieweerstand en mechanische sterkte en de las kan uiteindelijk voortijdig scheuren. Het roestvast staal kan zelf de verontreinigingen bevatten. Zo bevat verspaanbaar roestvast staal dikwijls zwavel of selenium. Beide elementen kunnen de lasbaarheid van het metaal onder bepaalde omstandigheden vrijwel tot nul reduceren. Hoge koolstofconcentraties in hoogvaste roestvast staal typen kunnen het gebruik van lassen als verbindingstechniek zelfs onmogelijk maken. Uitwendige verontreinigingsbronnen omvatten koolstof, waterstof, zuurstof, ijzer en water. Koolstof is vaak afkomstig van vuil uit de werkplaats, vet, smeermiddelen voor vervormingsbewerkingen (walsolie), verf, markeringsmaterialen (krijtjes) en gereedschap. Daarom moeten de te la!isen delen voor en tijdens het lassen schoon worden gemaakt en gehouden. Alhoewel verontreiniging door ijzer de lasbaarheid in het algemeen niet nadelig beïnvloedt, kan het de gebruikswaarde verlagen. IJzerschilfertjes die zich op het rvs-oppervlak bevinden roesten, waardoor plaatselijk corrosie kan optreden. De lasser kan zonder het te beseffen deze verontreiniging veroorzaken door rvs te slijpen met een slijpsteen, die ook is gebruikt voor koolstofstaaL Schone Al2O3 slijpstenen, die niet voor andere materialen mogen worden gebruikt, dienen te worden toegepast. Een van de hinderlijkste vormen van verontreiniging van het rvs oppervlak is die door koper, brons, lood of zink, afkomstig van hamers, klemmen of andersoortige gereedschappen en hulpmiddelen. Geringe hoeveelheden van voornoemde metalen aanwezig op het rvs-oppervlak kunnen leiden tot scheuren in de warmtebeïnvloede zones (HAZ: Heat Affected Zone) naast de las. Deze scheurvorming wordt veroorzaakt doordat de verontreinigingen de korrelgrenzen in de HAZ aantasten.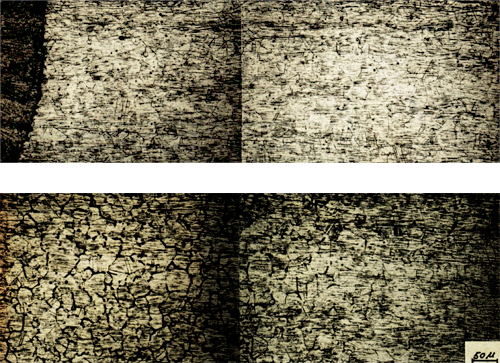
Afb. 1. Dwarsdoorsnede door een deel van een las en de aangrenzende warmtebeïnvloede zone. Elektrolytisch geëtst in oxaalzuur, waarmee gevoeligheid voor interkristallijne corrosie t.g.v. carbideuitscheiding op de korrelgrenzen kan worden aangetoond. De zwaar aangeëtste sustenietkorrels hebben zich lang genoeg in het temperatuursinterval bevonden waar carbideuitscheiding plaatsvindt.
Materiaalrvs AISI 304. Foto: MCE.
Keuze van laselektroden
Het selecteren van een voor een bepaalde toepassing geschikt elektrodetype is een delicate aangelegenheid waarbij niet alleen moet worden gelet of de structuur globaal genomen overeenkomt met het te lassen rvs, maar ook op het gehalte aan ferriet dat zal ontstaan en carbiden die zullen worden uitgescheiden met alle gevolgen van dien voor de juiste mechanische eigenschappen en het-al of niet optreden van warme- of koude scheuren en de nodige weerstand tegen corrosie. Sommige elektroden zoals de typen AlSI 310, 3 0 Cb, 31 0 Mo en 330 leveren een volledig austenitische lasstructuur. In deze legeringen is het niet mogelijk om binnen aanvaardbare grenzen de verhouding van ferriet-/austeniet vormers te veranderen, opdat er wat ferriet zal ontstaan. De samenstelling van de meeste laselektroden wordt door de fabrikanten zodanig afgestemd, dat de las een structuur bezit waarin wat ferriet aanwezig is. Daarom worden ferriet bevorderende elementen zoals chroom en molybdeen toegevoegd in hoeveelheden die iets hoger zijn dan het voor de desbetreffende legeringen maximaal toelaatbare en worden austeniet bevorderende elementen zoals nikkel in zo laag mogelijke hoeveelheden toegevoegd. De hoeveelheid ferriet die uiteindelijk in het lasmetaal aanwezig zal zijn hangt af van de verhouding van deze elementen. Er is tenminste een ferrietgehalte van 3 of 4% nodig om warm: scheuring effectief te kunnen onderdrukken. Ferriethoudend austenitisch lasmetaal kan zekere nadelen meebrengen. Ferriet is ferromagnetisch, hetgeen in toepassingen waarbij geen magnetische effecten mogen optreden dan ook ongewenst is. Bij blootstelling aan temperaturen in het gebied van 500-900°C, kan het ferriet om worden gezet in sigma fase met alle nadelige gevolgen van dien voor de mechanische eigenschappen en corrosiebesten digheid. Als er wordt gelast zonder toevoeg metaal, dan wordt de. uiteindelijke structuur van de las bepaald door de samenstelling van het basismetaaL Soms kan dit tot ongunstige resultaten leiden, omdat gesmeed basismetaal niet noodzakelijk hoeft te beschikken over die samenstelling, die is vereist voor een goede lasstructuur.
Voorverwarmen
In het algemeen hoeft austenitisch roestvast staal niet te worden voorverwarmd. Onder bepaalde omstandigheden kan het zelfs leiden tot ongewenste carbideuitscheiding of vervorming van het werkstuk of zelfs tot toenemende neiging tot warmscheuren.
Spanningsarmgloeien na het lassen
Hoewel de invloed van spanningen als gevolg van het lassen op de eigenschappen van austenitisch roestvast staal slechts beperkt is vergeleken met de invloed van koud vervormen, kunnen deze spanningen de mechanische eigenschappen toch danig beïnvloeden. Onder bepaalde omstandigheden kan het totaal van de door het lassen ingebrachte spanningen en van spanningen veroorzaakt door verdere bewerkingen en/ of tengevolge van gebruikscondities aanleiding geven tot ernstige vervorming en soms zelfs breuk. Op langere termijn kan er onder invloed van een corrosief milieu spanningscorrosie optreden. Ongelijkmatige verhitting kan op plaatsen waar dit .optreedt spanningen doen dalen, maar op andere plaatsen juist spanningen oproepen. Om deze redenen kan spanningsarmgloeien gewenst zijn om dimensionale stabiliteit te garanderen. Spanningsarmgloeien kan bij een heel scala van temperaturen plaatsvinden afhankelijk van de gewenste mate van relaxatie. De gloeiduur varieert van 1 uur per 2,5 cm wanddikte bij temperaturen boven 650°C tot 4 uur per 2,5 cm wanddikte onder 650°C. Vanwege de hoge uitzettingscoëfficiënt en het lage warmtegeleidingsvermogen van austenitisch roestvast staal, moet het afkoelen vanaf de gloeitemperatuur langzaam plaatsvinden. De gloeitemperatuur moet zodanig worden gekozen dat de mate van carbideuitscheiding de grenzen van het aanvaardbare niet overschrijdt en waarbij de corrosiebestendigheid nog voldoende is. Niet-gestabiliseerde typen kunnen niet spanningsarm worden gegloeid in het sensitiverings temperatuursgebied (450-850°C) zonder ernstig aan corrosiebestendigheid en mechanische sterkte in te boeten. Extra laag koolstofhoudende typen hebben hiervan veel minder last, omdat de carbideuitscheiding in deze legeringen slechts traag verloopt. Gestabiliseerde typen vertonen de minste neiging tot carbideuitscheiding. De mate waarin spanriingsrelaxatie optreedt gedurende de hierboven genoemde tijden zijn naar schatting voor een temperatuursinterval van 850-900°C: 85% en voor 550-650°C: 35%.
Poreusiteit
Poreusiteit van de las kan het gevolg zijn van vuil, afkomstig uit de werkplaats, vet, markeringsmateriaal en scale, die allemaal voor er wordt gelast moeten worden verwijderd. Een andere oorzaak is slechte afscherming door het schermgas, waardoor stikstof, zuurstof en vocht in de laspoel kunnen dringen. Er moet dan ook voor worden gezorgd dat zowel het basismetaal als de elektrodes droog zijn en de vereiste afschermmethodes op correcte wijze worden gebruikt. Te hoge stroomsnelheid van het schermgas moet worden voorkomen, omdat hierdoor turbulentie kan ontstaan, die lucht kan meetrekken uit de atmosfeer en aldus in het gesmolten lasmetaal kan dringen.
Lasbederf
De uitscheiding van chroomcarbiden op korrelgrenzen wordt bevorderd door toename van de temperatuur binnen het temperatuursinterval (sensitiveringsgebied) waarin dit optreedt en door de gloeitijd bij deze temperaturen te verlengen. Als er carbideuitscheiding op de korrelgrenzen heeft plaatsgevonden, dan nemen de weerstand tegen interkristallijne corrosie en spanningscorrosie aanzienlijk af. De afname van de bestendigheid tegen corrosie van de korrelgrenzen wordt veroorzaakt door de aanwezigheid van chroomrijke carbiden op de korrelgrenzen en chroomverarming van het aangrenzende matrixmetaaL Hoewel deze vorm van carbideuitscheiding op de korrelgrenzen over het algemeen optreedt tussen 450 en 850°C, beperkt de sensitivering zich tot een smaller interval tengevolge van het tamelijk snelle opwarmen en afkoelen tijdens het lassen. Dit nauwere temperatuursinterval loopt van 650-850°C. Het basismetaal direct naast de las wordt als het ware gegloeid door de toegevoerde laswarmte, waarbij de afkoeling doorgaans snel genoeg verloopt waardoor carbidevorming niet kan plaatsvinden. Dit gebied vertoont dan ook de normale corrosiebestendigheid. Een klein eindje verder van de las (ca. 3 mm: de afstand hangt af van de lasparameters en de plaatdikte) komt een smalle zone voor waarin de opwarm- en afkoelsnelheden wat geringer zijn. In deze warmtebeïnvloede zone treedt uitscheiding op van chroomcarbiden. Een fraai voorbeeld van het hierboven genoemde is te zien in de afbeeldingen 1, 2 en 3. Deze schadelijke carbideuitscheiding kan worden onderdrukt of voorkomen door gebruik te maken van :
- oplosgloeien na het lassen;
- extra laag koolstofhoudend staal (max. 0,03% C);
- gestabiliseerde legeringen die carbidevormende elementen bevatten zoals niobium plus tantalium of titanium.

Afb. 2. Carbideuitscheiding op de sustenietkorrelgrenzen en op de formatielijnen. Lichtgrijze blokken is sigma fase. Het materiaal is gedurende 200 uur gegloeid op 750°C. Er is potentiostatisch geëtst in een natriumhydroxide oplossing waarmee carbiden en sigmafase kunnen worden aangetoond. Materiaalrvs AISI 309. Foto MCE.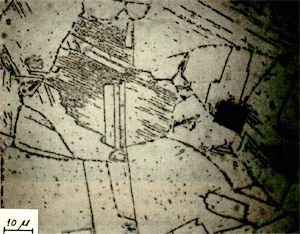
Afb. 3. Detail van afbeelding 2. Foto/MCE.
Oplosgloeien na het lassen
Deze gloeibehandeling brengt de carbiden weer in oplossing en herstelt aldus de normale corrosiebestendigheid. De behandeling vormt echter een aanzienlijk ongemak. De gloeitemperatuur is hoog: minimaal 1000°C. Bij deze temperatuur oxideert het rvs snel, tenzij het is afgeschermd van lucht. Dunwandige werkstukken kunnen bij onvoldoende ondersteuning doorzakken of sterk vervormen. Behalve tijdens het gloeien, kan dit laatste ook plaatsvinden tijdens de snelle afkoeling die moet volgen. Deze snelle afkoeling is evenmin probleemloos. Afschrikken in water, hoewel zeer effectief, is zelden mogelijk omdat het zonder beschermingsmaatregelen gevaarlijk is, als gevolg van zeer snelle stoomvorming. Het is alleen mogelijk met kleine werkstukken. Niet zelden is gloeien als gevolg van de werkstukafmetingen onmogelijk omdat er geen ovens en koelfaciliteiten zijn die ze kunnen herbergen, om verder maar te zwijgen van de extra kosten die het meebrengt.
Extra laag koolstofhoudend staal
Zulke legeringen zoals bijv. AISI 304 L en 316 L zijn bestand tegen carbideuitscheiding in het temperatuursinterval van 450- 850°C en kunnen dus de normale lasbewerkingen ondergaan zonder vermindering van de corrosieweerstand. Als deze legeringen echter gedurende lange tijd worden verhit op een temperatuur binnen het sensitiveringsinterval, treedt er toch carbideuitscheiding op. Ze zijn bruikbaar tot een temperatuur van 400°C.
Gestabiliseerde legeringen
Vergeleken met de laag koolstofhoudende typen bezitten de gestabiliseerde typen hogere sterkte bij verhoogde temperaturen. Voor gebruik in een corrosief milieu in het sensitiveringsinterval van 450-850°C, moet gebruik worden gemaakt van een met niobium en tantalium of een met titanium gestabiliseerd type. Lastoevoegmateriaal moet van dezelfde samenstelling zijn. Omdat er gebruik wordt gemaakt van een inert schermgas kunnen MIG- en TIG-methodes worden gebruikt voor het titanium gestabiliseerd rvs, zonder risico dat het titanium door zuurstof uit de omgeving wordt geoxideerd. Onder bepaalde voorwaarden zijn lassen in gestabiliseerd rvsgevoelig voor sensitisering van het basismetaal direct grenzend aan de fusielijn. Tijdens het lassen vallen de carbiden die het niobium, tantalium of titanium met de koolstof van het staal tijdens de staalfabricage hebben gevormd, weer uiteen. Als de afkoeling na het lassen zeer snel plaatsvindt, blijven ze in deze opgeloste toestand achter, waarna er dus carbidevorming van chroom en koolstof kan optreden die kan uitscheiden op de korrelgrenzen, met alle gevolgen van dien.
Warmscheuring
Het optreden van scheuren langs de dendrieten van de las, voordat het metaal is afgekoeld tot kamertemperatuur, staat bekend onder de naam warmscheuring. Deze vorm van scheuring is afhankelijk van:
- microstructuur van de las na stolling,
- chemische samenstelling van het lasmetaal, vooral de aanwezigheid van resten en sporen van bepaalde elementen,
- mate van restspanning die optreedt bij afkoeling,
- ductiliteit van het lasmetaal bij hoge temperaturen aanwezigheid van kerven.
De gevoeligheid voor warmscheuring is in hoge mate afhankelijk van de microstructuur van het lasmetaaL Lasmetaal met een volledig austenitische structuur is aanzienlijk gevoeliger voor warmscheuring dan een structuur die ook ferriet bevat. Het gehalte aan legeringselementen en resten van andere elementen beïnvloeden in sterke mate de gevoeligheid voor warmscheuring van volledig austenitisch lasmetaaL De gevoeligheid kan worden verminderd door het koolstof- of stikstofgehalte iets te verhogen of door een flinke verhoging van het mangaangehalte. Elementen die warmscheuring in de hand werken, als ze in geringe hoeveelheden als restanten of sporen voorkomen zijn : borium, fosfor, zwavel, selenium, silicium, niobium en tantalium. Optredende mechanische spanningen tijdens afkoeling na het lassen moeten zoveel mogelijk worden beperkt tot dat een temperatuur is bereikt van zo'n 1000°C. Boven deze temperatuur is de gevoeligheid van het metaal voor warmscheuring maximaal. Bij een spanningsniveau van voldoende hoogte kunnen de microscheurtjes uitgroeien, zodat ze met het blote oog zichtbaar worden. Stralen met bol grit (shot peening) wordt ~el voorgesteld om warmscheuren tegen te gaan, maar het is weinig effectief, omdat het zelden tijdig genoeg kan worden toegepast om de opbouw van trekspanningen te onderdrukken.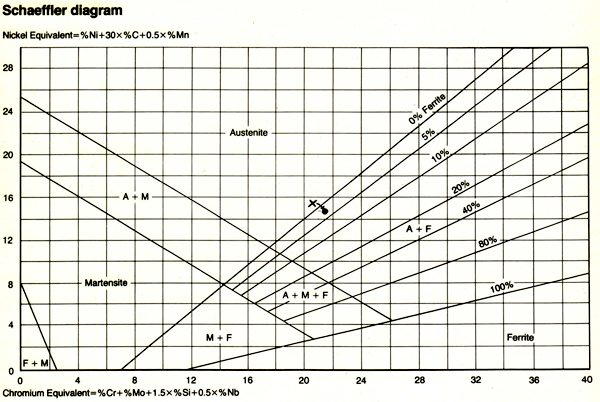
Afb. 4. Schaeffler diagram, met daarin de plaats aangegeven van rvs type AISI 318 (zie tekst).
Tegengaan van warmscheuring
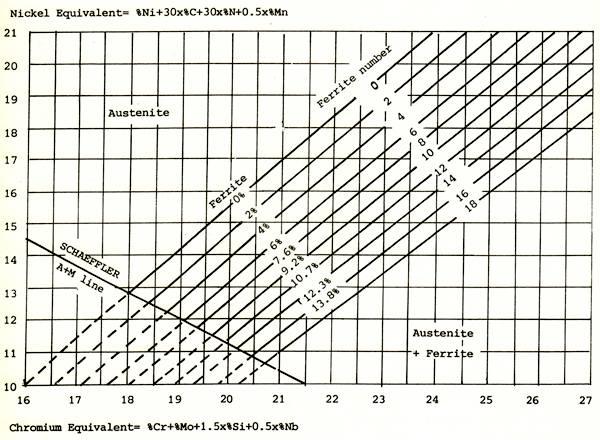
Opdat de las een duplexstructuur zal bezitten, bestaande uit austeniet en ferriet, met een ferrietgehalte van tenminste 3 tot 5 FN, dient een laselektrode met een geschikte samenstelling te worden gekozen. Het ferrietgehalte wordt langs magnetische weg bepaald. Microscheuring kan worden tegengegaan of zo veel mogelijk worden onderdrukt door een juiste beheersing van het ferrietgehalte in de las. Hierbij wordt uitgebreid gebruik gemaakt van het al in het eerste artikel van deze serie aangestipte Schaaffierdiagram om de hoeveelheid ferriet bij benadering vast te stellen, die aanwezig zal zijn in het austenitische lasmetaal bij een gegeven samenstelling, zie afbeelding 4. Punt X in deze afbeelding komt overeen met de samenstelling van het type Al SI 318, dat 0,07 C, 1,55 Mn, 0,57 Si, 18,02 Cr, 11 ,87 Ni, 2,16 Mo en 0,80 Nb bevat. Met behulp van deze samenstellingsgegevens kunnen het chroom- en nikkelequivalent worden uitgerekend, waarmee de coördinaten van het punt X zijn bepaald. Uit de afbeelding blijkt nu dat de samenstelling van de las bestaat uit au steniet met 0 tot 5%ferriet. Magnetische analyse van een lasmonster toonde een gemiddelde aan van 2 FN. Voor austeniet- plus ferrietstructuren voorspelt het diagram de ferrietgehalten binnen een marge van 4%voor de typen Al SI 308, 309, 309 Cb, 310, 312, 316, 317 en 318. Feitelijke metingen van het ferrietgehalte kunnen worden uitgevoerd met behulp van een magnetisch meetinstrument. Een uitvoerige beschrijving van een dergelijke meetmethode is te vinden in de publicatie A4.2-7 4 van de American Welding Society (AWS)[1]. Omdat austenitisch roestvast staal uiteenlopende hoeveelheden stikstof, een zeer sterk austeniet bevorderend element, kan bevatten, is er een aangepast toestandsdiagram ontwikkeld, waarbij rekening is gehouden met dit element bij de bepaling van het nikkelequivalent, zie afbeelding 5. Vergeleken niet afbeelding 4 heeft dit aangepaste diagram een wat andere vorm. Om met voordeel van dit diagram gebruik te kunnen maken, dient het stikstofgehalte van het te lassen rvs bekend te zijn. Is dat niet het geval, dan dienen de volgende benaderingen te worden toegepast:
- 0,12%voor MIG-lassen met gevulde elektroden,
- 0,08%voor andere MIG-Iasmethoden,
- 0,06%voor de overige lasmethoden.
Scheuring in de HAZ
Deze vorm van scheuring kan optreden in de warmtebeïnvloede zone van het austenitische basismetaal direct naast het lasmetaal vooral in materiaal met wanddikten van meer dan 20 mm. Er hebben zich zeer ernstige gevallen van scheurjog in de HAZ voorgedaan in dikwandige drukvaten. Deze drukvaten waren vervaardigd van AISI 347, gestabiliseerd dus met niobium plus tantalium. De schade trad op nadat de naar het scheen goede lassen gedurende langere tijd aan hoge temperaturen werden blootgesteld. De scheuring is het gevolg van door mechanische spanningen op gang gebrachte uitscheiding van niobiumcarbiden. Deze spanningen zijn het gevolg van krimpverschijnselen bij afkoelen na het lassen van de dikwandige werkstukken. Het gedurende lange tijd blootstellen aan hoge temperaturen bevordert de eigenlijke uitscheiding van de carbiden. Scheuring in de HAZ beperkt zich niet alleen tot met niobium Literatuur gestabiliseerde rvs-typen. Proeven hebben aangetoond dat alle gebruikelijke austenitische rvs-typen, met de mogelijke uitzondering van AlSI 316 L, in zekere mate gevoelig zijn voor deze vorm van scheuring. Om deze scheuring dan ook te voorkomen, dienen restspanningen na laswerkzaamheden (vooral aan dikwandige werkstukken) tot een minimum te worden beperkt.
Literatuur
1. American Welding Society (AWS) A4.2-74:
Standard procedure tor calibrating magnetic instruments to maasure the delta ferrite content of austenite stainless steel weld metal.
TIG: Tungsten Inert Gas. Hoewel een Engelse benaming, wordt deze in Amerika zelden gebruikt. Daar is doorgaans sprake van GTA W: Gas Tungsten Arc Welding. Bij dit lasproces wordt er een boog getrokken tussen een niet-afsmeltende wolfraam elektrode en het werkstuk. De boog wordt door middel van een inert gas van de omgeving afgeschermd. Er kan gebruik worden gemaakt van een toevoegmetaal, maar er kan ook een verbinding tot stand worden gebracht door de te verbinden delen aaneen te laten smelten.
MIG: Metal Inert Gas. In Amerika wordt gesproken over GMA W: Gas Metal Arc Welding. Bij dit lasproces wordt er een boog getrokken tussen een afsmeltende elektrode, die tevens als toevoegmetaal dienst doet en het werkstuk. De boog wordt door middel van een inert gas van de omgeving afgeschermd.
Beklede elektrode: elektrode bestaande uit het feitelijke toevoegmetaal, die is voorzien van een bekleding. De bekleding bestaat uit stoffen die voor slakvorming zorgen, bovendien kunnen er stoffen zijn toegevoegd die desoxiderend werken, een bescherming tegen de atmosfeer bieden, de lasboog stabiliseren en er kunnen legeringselementen aan zijn toegevoegd.
Gevulde elektrode: deze elektrode komt min of meer overeen met de beklede elektrode, alleen bevinden de diverse stoffen zich nu in de als holle buis uitgevoerde elektrode.