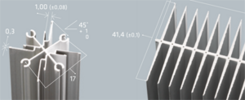
MIFA - precisie extrusie tot 0,02 mm nauwkeurig
EN-755-9 en EN-12020-2. De gangbare normen voor extrusie van aluminium profielen. Ze staan afwijkingen van plus en min 0,15 mm of meer toe. Mifa lapt deze normen aan zijn laars, met precisie extrusie tot 0,02 mm nauwkeurig. Uniek in de wereld! Het geeft ongekende mogelijkheden.
Bulkproductie. Standaardwerk. Onnauwkeurig. Vaak komen deze woorden naar voren als je constructeurs vraagt naar de kenmerken van extrusie. Het kan anders. Mifa levert vanaf 10 kilogram, biedt maatwerk en levert precisie, ook op het gebied van rechtheid, torsie, concentriciteit, parallelliteit, oppervlakteruwheid en passing. Voeg hierbij de uitmuntende eigenschappen van aluminium –nabewerking is meestal niet nodig- en het is duidelijk dat precisie- extrusie voor veel toepassingen geschikt is. Ook als vervanger van andere technologieën en materialen.
Extrusie: wat is het?
Het proces in een notedop. Matrijsmakers produceren een matrijs op basis van een tekening van het profiel.
Die gaat in de extrusiemachine. Een oven warmt een massieve staaf aluminium –of magnesium- op tot een paar honderd graden. Daardoor wordt het materiaal zacht en is het klaar om door de matrijs te persen. Dit gebeurt onder hoge druk. Aan de andere kant van de matrijs komt het aluminium eruit in de vorm van het matrijsprofiel.
Dit wordt gekoeld en –als alle basismateriaal door de matrijs geperst is- rechtgetrokken. Daarna wordt het gezaagd en zo nodig verder behandeld.
Precisie: vier factoren belangrijk
Precisie-extrusie is –de naam zegt het al- heel precies werk. Cruciaal is de controle over het persproces, over de doorstroming van het aluminium door de matrijs. Vier factoren zijn hierbij van belang.
• Kennis van de elementen in de aluminiumlegering. Voor het persen van het gewenste profiel is een optimale
materiaalsamenstelling nodig.
• Niet alleen de temperatuur waarmee het aluminium geperst wordt is belangrijk, ook essentieel is dat het aluminiumblok overal even warm is. De temperatuur na persing en het afkoelproces zijn bepalend voor de mechanische waardes.
• Perssnelheid en druk moeten nauwkeurig ingesteld worden, afhankelijk van de complexiteit, nauwkeurigheid en legeringssoort. Een delicaat werkje – zeker bij asymmetrisch profiel is het niet mogelijk om aan alle kanten evenveel druk te zetten.
• De constructie van de matrijs. De matrijs moet de juiste vorm hebben én de persdruk aankunnen.
Kennis, ook van materialen
Op al deze vier factoren hebben we bijna veertig jaar kennis en ervaring opgebouwd. Die stellen ons in staat o
een grote nauwkeurigheid te halen. En te garanderen. Niet alleen bij gangbare legeringen als 6060, maar ook bi
2014, 3003, 6061, 6063 en tal van andere legeringen (zie tabel). Bij magnesiumlegeringen bereiken we dezelfde nauwkeurigheden. De keuze van de legering is belangrijk voor een optimaal resultaat. Wil je meer weten over de verschillende legeringen, lees dan de whitepaper Materialen.
De voordelen voor de constructeur
De precisie biedt veel voordelen. Het grootste: de enorme vrijheid in construeren. Asymmetrische vormen zijn mogelijk. Net zoals verschillende en zeer dunne wanddiktes. Zelfs de meest ingewikkelde constructies zijn te realiseren. En meestal is geen nabewerking nodig, aangezien we precisie leveren. Dit scheelt slijpen, frezen en andere bewerkingen. En dus extra kosten. Nog een voordeel van aluminium: je kunt dunner construeren dan met kunststof, want aluminium is een sterker materiaal. Daarnaast is het licht, roest het niet en is het ook nog
eens good looking met zijn glanzende en hightech uitstraling. Is er een nabewerking, een oppervlaktebehandeling of assemblage nodig, dan hebben we die veelal zelf in huis. Lees hierover de whitepaper (titel).
Meer mogelijk dan je denkt; een voorbeeld.
Misschien is het product dat je nodig hebt, niet te extruderen. Dat kan. Maar wellicht biedt een aanpassing van de constructie soelaas, zonder dat de functionaliteit aangetast wordt.
Een voorbeeld
We maakten een product voor een klant en vroegen of we nog meer voor hem konden doen. Nee, zei hij. ‘Ik heb hier wel een doosje, een behuizing voor elektronica, waar we niet zo tevreden over zijn. Maar dit kun je niet extruderen.’ Hij liet het doosje zien: een boven- en onderkant van gebogen plaatstaal, met daarop de nodige onderdelen gelast en gelijmd. De behuizing kon open en dicht, zodat de elektricien er makkelijk in kon werken. Het product was in deze vorm niet te extruderen. Maar in overleg hebben we de constructie aangepast. Daardoor is extrusie wel mogelijk.
Het doosje bestaat nu uit twee delen, die apart van elkaar geëxtrudeerd worden. De onderdelen die voorheen gelijmd of gelast moesten worden, vormen onderdeel van het profiel. Door de precisie passen de boven- en onderkant perfect in elkaar en zijn ze simpel los te klikken. De klant is zeer tevreden met de oplossing: hij hoeft niet meer te lassen, te lijmen en te assembleren. Daardoor is het product goedkoper, is de productietijd korter en oogt het ook nog veel fraaier.
De feiten
De precisie extrusie van Mifa is ongeëvenaard. Onze hoge graad van specialisatie garandeert maattoleranties vanaf 0,02 mm. Tien keer preciezer dan NEN-EN 12020-2, de standaardnorm in aluminium extrusie, is mogelijk. Ook op het gebied van rechtheid, torsie, concentriciteit, parallelliteit, oppervlakteruwheid en passing zijn onze profielen beter dan de norm.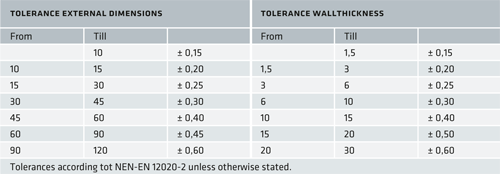
Contact
mifa.eu/nl/contact