


Waterstofscheuring in lassen
Tijdens laswerk aan staal kan er waterstof worden gevormd, dat het staal binnendiffundeert. Vocht en organische stoffen zijn de voornaamste bronnen. Er kan vervolgens scheuring optreden, die optreedt als een overmaat waterstof de warmte-beïnvloede zone (WBZ) binnendiffundeert, alwaar het de microstructuur verbrost. De vorming van atomaire waterstof kan worden tegengegaan door de juiste keuze van de combinatie basis/lasmetaal en lasproces, tesamen met schone, droge lasomstandigheden. Bij het lassen kunnen diverse bronnen in de buurt zijn, die schadelijke gassen kunnen opleveren, die in de laspoel terecht komen. Voorbeelden zijn vocht, olie, vet of corrosieproducten. Het basismetaal zelf kan geabsorbeerd gas bevatten, dat vrijkomt bij smelten.
A. J. Lambert
Absortie van gassen
De gassen, die het vaakst moeilijkheden veroorzaken zijn waterstof, stikstof en zuurstof. Typische gebreken, die het gevolg zijn van deze gassen omvatten porositeiten, scheuring en samenklontering van oxide-insluitsels. De oorzaak van het probleem is, dat gas makkelijker oplost in de smelt bij hoge temperatuur. Het gas raakt gevangen in het vaste metaal als de afkoeling snel verloopt. Het gas kan worden vastgehouden in de microstructuur of het kan belletjes vormen, die ingevangen raken als porositeiten in het snel stollende metaal. In sommige gevallen kunnen gasbelletjes ontsnappen uit ruimten in het basismetaal, bijvoorbeeld uit poriën in gietstukken of laminaatfouten in plaat, die worden geopend tijdens laskantvoorbereiding. Slecht ontwerp van de lasconfiguratie kan leiden tot invangen van lucht, die vervolgens ontsnapt via de laspoel.
Vorming van porositeiten hangt af van drie opeenvolgende factoren:
- de tijd, die beschikbaar is voor absorptie bij hoge temperaturen;
- de tijd, die nodig is voor het ontstaan van belletjes en hun groei;
- het vermogen van de belletjes om door de laspoel op te stijgen en uit het laspoeloppervlak te ontsnappen.
Om deze redenen schijnen veranderingen in de procesparameters tegengestelde effecten te sorteren. Bij staal bevordert verhoging van de voortgangsnelheid (die de afkoelsnelheid verhoogt) de porositeit, omdat de gegenereerde belletjes makkelijker worden ingevangen. Bij titanium kan verhoging van de voortgangsnelheid juist leiden tot afname van de porositeit. Als handmatig booglassen wordt gespecificeerd met lage warmte-inbreng en een laag waterstofgehalte, kan er startporositeit optreden, omdat de kleine hoeveelheid beschermgas, afkomstig uit de elektrodebekleding, onvoldoende blijkt te zijn om lucht buiten te sluiten, totdat de boog goed op gang komt.
Waterstof
Metalen kunnen dermate bros worden door absorptie van waterstof, dat bij de minste geringste belasting scheuring kan ontstaan. Waterstof kan ontstaan als gevolg van thermische dissociatie van water bij metallurgische processen, zoals gieten en lassen, uiteenvallen van gassen, beitsen, corrosie, galvanische processen en straling met protonen. Waterstof gaat in oplossing als gevolg van metallurgische processen bij hoge temperaturen en als de afkoelsnelheid te hoog is om uit te diffunderen, blijft het in oververzadigede toestand achter in het kristalrooster. In ijzer heeft waterstof zijn maximale oplosbaarheid in de smelt en neemt af bij dalende temperatuur.Waterstof diffundeert hetzij als atoom (proton plus elektron), hetzij als proton in het metaalrooster. In het geval van uitwendige waterstofvorming, bieden de korrelgrenzen paden met de minste weerstand voor diffusie en zijn dat de gunstigste plaatsen waar verbrossing kan optreden.
Verbrossend effect in staal
Het verbrossend effect van waterstof in staal is het gevolg van het feit dat het zich tussen de roosteratomen bevindt en aldus het rooster vervormt. De beweeglijkheid van dislocaties en de daarmee gepaard gaande mogelijkheid om te vervormen wordt hierdoor beperkt. De diffusie van waterstof wordt bevorderd in zones waar het rooster al vervormd is, dat wil zeggen daar waar harding of koudvervorming heeft plaatsgevonden. In ferritisch staal wordt verbrossing alleen waargenomen bij lage deformatiesnelheden en in het temperatuurtraject van -70°C tot +140°C. Het uitblijven van verbrossing boven 140°C is te verklaren uit het feit dat de dislocaties bij deze temperaturen in beweging kunnen komen onder belasting. Beneden -70°C hindert de waterstof de beweging van dislocaties niet, omdat de diffusiesnelheid heel laag is. Bij snelle vervormingen kunnen de waterstofatomen de dislocatiebewegingen niet bijhouden, ongeacht de temperatuur, en treedt er geen verbrossing op. Bij watertofgehaltes van meer dan 10 ppm kunnen er scheuren worden verwacht in afwezigheid van spanningen. In staal met een rekgrens van meer dan 1 kN/mm² is 1 ppm al genoeg om scheuring te doen ontstaan. In het geval van martensitisch of precipitatiegehard staal kan er bij kamertemperatuur al voldoende waterstof aanwezig zijn om scheuring te veroorzaken. Door waterstof geïnduceerde breuk wordt bevorderd door:
- het aanleggen van uitwendige belasting, die hetzij langzaam toeneemt, hetzij statisch is;
- door contractie- en transformatiespanningen;
- inwendige spanningen;
- koudbewerken;
- toenemende hardheid en sterkte als gevolg van roostervervorming veroorzaakt door koolstofatomen en lage temperaturen (tot -70°C).
De schadelijke invloeden die roostervervorming veroorzaken versterken elkaar. Waterstofverbrossing is daarentegen onmogelijk in geval van zacht, spanningvrij staal.
Waterstofscheuring in WBZ
Deze vorm van scheuring, die optreedt na lassen in de warmtebeïnvloede zone (WBZ) bij temperaturen lager dan 200°C, is een grote bron van moeilijkheden bij koolstofstaal en laaggelegeerd staal. De scheur ontstaat binnen enkele minuten tot enkele dagen na het lassen (zie afbeelding 1). Dit kan productieschema’s danig in de war schoppen, vooral omdat de scheuren moeilijk zijn te detecteren langs niet-destructieve weg. Het lasmetaal kan oververzadigd zijn geraakt met waterstof, dat tijdens afkoelen uit de laspoel wordt verdreven en in de WBZ diffundeert, omdat deze gewoonlijk een hogere absorptie capaciteit heeft dan het lasmetaal. Als de microstructuur gevoelig is voor scheuring en er zijn voldoende restspanningen aanwezig, dan zal er zeker scheuring optreden. De gevoeligheid van de WBZ microstructuur voor scheuring ontstaat als gevolg van de vorming van brosse fazen. Martensiet is er zo een en is heel bros, terwijl microstructuren bestaande uit ferriet en perliet beter bestand zijn.
Martensietvorming wordt in de hand gewerkt door hoge afkoelsnelheden en een chemische samenstelling met een hoog koolstofgehalte alsmede de aanwezigheid van legeringselemeneten zoals mangaan, chroom, nikkel, silicium en molybdenium. Om het temperatuurverschil te beperken en daarmee de kans op martensietvorming, wordt er voorgewarmd. De gewenste voorwarmtemperatuur moet gedurende het lassen worden gehandhaafd tot enige tijd na het lassen, willen de gunstige effecten worden gerealiseerd. Voorts moet een voldoende brede band van het basismetaal worden verwarmd en er moet voor worden gewaakt dat het voorwarmen zelf geen hoge thermische spanningen elders in de constructie opwekt. Er worden tal van voorwarm methodes gebruikt, zoals gasbranders of elektrische weerstand- of inductie elementen. Een hoge werkstuktemperatuur is onaangenaam voor de lasser. Voorwarmkosten kunnen een groot deel uitmaken van de totale fabricageprijs. Voor bepaalde constructies is voorwarmen onpraktisch. Afgezien van het effect op de afkoelsnelheid, bevorderen hoge voorwarmtemperaturen de diffusie van waterstof uit de laszone.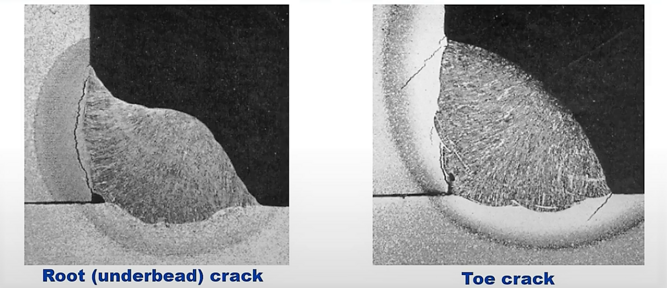
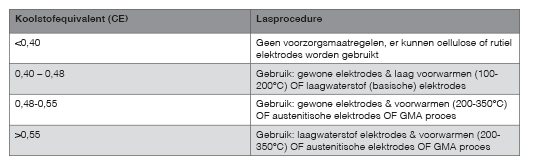
Tabel 1. Voorzorgsmaatregelen bij het lassen van laaggelegeerd staal, gebaseerd op Ceq + C + Mn/6 + Ni/20 + Cr/10 – Mo/50 _ v/10 + Cu/40 volgens: K. Winterton, Welding Journal, 40, 1961, 253s-258s.
Voorspellen gevoeligheid voor waterstofscheuren –koolstofequivalent (CE)
Het concept van koolstofequivalent (CE) wordt gebruikt voor ferro-metalen, in het bijzonder staal en gietijzer. Het achterliggende idee is om het percentage legeringselementen anders dan koolstof, uit te drukken in een met koolstof equivalente waarde. Het staal wordt dan opgevat als een binaire ijzer-koolstof legering. De CE-formules zijn opgesteld om een numerieke waarde te geven aan een staalsamenstelling, die indicatief is voor het hardingsniveau van dat staal. Ze werden gebruikt als karakteristieke parameters voor hardheid, taaiheid en sterkte en later ook om de gevoeligheid voor waterstofscheuring te schatten. Bij het lassen van staal wordt het koolstofequivalent gebruikt om te begrijpen hoe de verschillende legeringselementen de hardheid beïnvloeden. Dit wordt dan direct in verband gebracht met de onder invloed van waterstof optredende koudscheuring, dat het meest voorkomende lasdefect is bij staal, en dus een indicatie is voor de lasbaarheid. Hogere concentraties koolstof en andere elementen (mangaan. Chroom, silicium, molybdenium, vanadium, koper en nikkel) doen de hardheid toenemen, wat nadelig is voor de lasbaarheid (grotere kans op martensietvorming). Elk van deze elementen heeft een ander effect op de hardheid/lasbaarheid van het staal, het streven is nu om al die verschillende invloeden in een uitdrukking onder te brengen. Er zijn tal van empirische formules opgesteld. Een vroege formule luidt:
CE = C Mn/6 (Cu+Ni)/15 + (Cr+V+Mo)/5
Er zijn nog tal van andere formules opgesteld, waarover later meer. Deze formules geven een sterke versimpeling van het ware gedrag. Verder zijn ze niet altijd opgesteld op basis van scheuringervaringen, maar op grond van piekwaarden van de hardheid in de WBZ, metallografisch onderzoek op de aanwezigheid van martensiet, of buigtaaiheid. Deze verschijnselen zijn goed te meten in het laboratorium, maar ze zijn niet noodzakelijk gerelateerd aan scheuring. Bij vroeg onderzoek aan constructiestaal werd gevonden dat, wanneer de hardheid onder 350 HV werd gehouden, scheuring kon worden voorkomen. Het is duidelijk geworden dat de hardheid boven dit niveau kan liggen zonder dat er scheuring optreedt, zolang het waterstofgehalte en/of de restspanningen laag zijn. Voor andere staalsoorten bestaat er geen reden om aan te nemen, dat een bepaalde hardheidswaarde veiligheid zou bieden, omdat het verband tussen hardheid en scheuring zwak is. Zelfs als de formule is gebaseerd op scheurproeven in het laboratorium, kunnen andere factoren dan samenstelling, niet in een standaardpatroon worden ingepast. Zulke factoren kunnen zijn: waterstofgehalte, lasopstelling, inklemming, afkoelsnelheid, korrelgrootte van het basismetaal en nog zo een aantal. Het hoeft dan ook geen verbazing te wekken, dat de verschillende formules verschillende invloeden suggereren. Tabel 1 laat de resultaten zien van werk van Winterton [1] aan laaggelegeerd staal met de volgende samenstellingen:
0,12-0,30% C; 0,25-1,62% Mn; 0,04-0,21% Si; 0-5,4% Ni; 0-1,7% Cr; 0-0,64% Mo; 0-0,14% V.
Er wordt aan Mo en V een negatieve invloed op de scheuring toegeschreven. Lassers zouden overigens geschokt zijn door het idee om voor te moeten warmen op 350°C (zie 0,48-0,55 CE lijn), vooral omdat er een praktischer alternatiefvoorhanden is: het gebruik van laselektrodes met een laag C-gehalte bij 100-200°C voorwarming. Behalve de formule van Winterton zijn er nog tal van andere formules opgesteld, waarvan er twee officieel in gebruik zijn genomen:
- bij de American Welding Society (AWS), die wordt aanbevolen voor constructiestaal;
- bij het International Institute of Welding (IIW).
AWS stelt dat voor een CE boven 0,40 er een potentieel gevaar bestaat voor scheuring in de WBZ bij vlamgesneden laskanten en vlambooglassen. Standaarden voor constructiewerken gebruiken zelden CE, maar beperken daarentegen het maximum percentage van bepaalde legeringselementen. Deze handelwijze startte al voordat het CE concept bestond en ze is tot op heden in gebruik. Dit heeft geleid tot conflicten, omdat bepaalde hoogvaste staaltypen, die nu worden gebruikt, een CE hebben, die groter is dan 0,50 en die breuk vertonen van brosse aard. De AWS formule luidt:
CEAWS = C + (Mn+Si)/6 + (Cr+Mo+V)/5 + (Cu+Ni)/15
De andere en populairdere formule is van Dearden en O’Neill [2], die is aangenomen door IIW in 1967. Deze formule is geschikt gebleken voor het voorspellen van de hardbaarheid van een groot aantal gewone koolstof en koolstof-mangaan staaltypen, maar niet voor microgelegeerd hoog-vast staal of laaggelegeerd Cr-Mo staal. De IIW formule luidt:
CEIIW = C + Mn/6 + (Cr+Mo+V)/5 + (Cu+Ni)/15
De lasbaarheid op basis van deze formule verloopt als volgt:
- CEIIW Lasbaarheid
- tot 0,35 Uitstekend
- 0,36-0,40 Zeer goed
- 0,41-0,45 Goed
- 0,46-0,50 Redelijk
- boven 0,50 Slecht
Sinds de acceptatie door IIW is de formule opgenomen in tal van standaarden en codes, waaronder EN 1011-2: 2001 en in gemodificeerde vorm in AWS D1.1, met een +Si/6 term eraan toegevoegd. De Japanese Welding Engineering Society houdt het bij de “critical parameter (Pcm)” voor lasscheuring. Deze is gebaseerd op het werk van Ito en Bessyo [3] en luidt:
Pcm = C Si/30 + (Mn+Cu+Cr)/20 + Ni/60 + Mo/15 + V/10 + 5B
en:
Ceq = C + Si/25 + (Mn+Cu)/16 + Ni/40 + + Cr/10 + Mn/15 + V/10
De Pcm en Ceq formules zijn ontwikkeld voor laag-koolstofstaal, waarvoor de CEIIW minder geschikt is. Pcm wordt doorgaans gebruikt voor moderne staalsoorten en dan vooral staal voor de fabricage van pijpleidingen, waar het koolstofgehalte niet meer mag zijn dan 0,11 gew.%.
Referenties
[1] K. Winterton; Welding Journal, 40, 1961, 253s-258s.
[2] J. Dearden, H. O’Neill; Transactions of the Institute of
Welding, Vol. 3, 203-214.
[3] Y. Ito, K. Bessyo; IIW, 1968, Doc IX-576-68.