


Roestvaststaal vuldraden voor productiviteit en kwaliteit
Het alom toegepaste MIG lassen heeft op het vlak van toevoegdraden relatief weinig recente ontwikkelingen gekend. Afgezien de uitbreiding aan legeringen binnen het gamma en de oppervlaktebehandeling waarbij het matte draadoppervlak duidelijk meer en meer de voorkeur geniet van de lasser omwille van goede draadtoevoer, is de ontwikkeling van dit proces vooral geëvolueerd in de richting van de apparatuur. Deze laatste is alsmaar performanter geworden op het vlak van mogelijk te lassen toepassingen door middel van allerhande pulstechnieken.
Auteur: Peter Cassimon, ProductManager Lastoevoegmaterialen, ESAB.
Toch noteren we bij het traditionele roestvaststaal MIG lassen met massieve lasdraad nog enkele facetten die afhankelijk van de toepassing voor verbetering vatbaar kunnen zijn. Zo denken we bvb. aan het spatniveau, de mogelijke aanwezigheid van geoxideerde lassen of inbrandfouten en productiviteit.
Het actueel beschikbare gamma aan vuldraden biedt de gebruiker de mogelijkheid om op kwaliteits-en productiviteitsvlak vooruitgang te boeken.
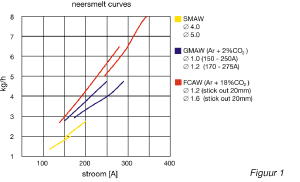
Zo bekomen we tot 30 % meer neersmelt in vergelijking met massieve draad en tot vier keer meer in vergelijking met beklede elektroden. (zie figuur 1)De pulstechnieken die de laatste jaren al maar geavanceerder werden hebben als nadeel dat de lassnelheden erdoor moeten inboeten. Als resultaat bij het inzetten van vuldraden bekomen we hogere lassnelheden met minder vervorming.
Gezien we bij rutiel vuldraden gebruik maken van een slaksysteem kan men gewoon Ar/CO2 menggas aansluiten, waardoor de gaskost lager ligt dan bij massieve lasdraden.
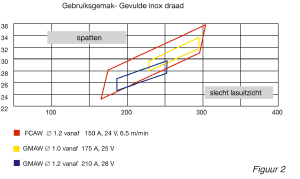
Bovendien laten deze draden een zéér grote parameterbox toe, die zelfs deze van dia. 1 en 1,2 mm massieve draad volledig omvat. Dit maakt dat het toepassingsgebied zeer breed wordt. Figuur 2 geeft de stroom-spanning parameterrange waarbinnen massieve en vuldraden inzetbaar zijn. Naar apparatuur toe geven vuldraden het voordeel dat deze kunnen verlast worden met de meest éénvoudige half-automaat toestellen. Dure en complexe pulseertoestellen zijn absoluut niet noodzakelijk en hebben geen enkel effect op het lasgedrag van dit type lasdraden.
In tegenstelling tot de rutielvuldraden voor koolstofstaal moeten we bij roestvaststaalvuldraden een opsplitsing naar type maken in functie van de lasposities. Zo is er per legering telkens een vuldraad voor horizontale posities en voor het positielassen.
Roestvaststaal vuldraden voor positielassen
Deze groep van vuldraden genereert een snelstollende slak, die het lasbad ondersteunt bij het lassen in positie. Onafhankelijk van de laspositie zal dankzij deze slak de las een vlak uiterlijk hebben.
Het rutiel slaksysteem zorgt ervoor dat we steeds werken in het sproeibooggebied. Dankzij de slakondersteuning kan de lasser een veel groter lasbad controleren wat dus hoge stromen en daardoor tevens een groter neersmelt toelaat bij het positielassen in vergelijking tot massieve draad. (Figuur 3)
De slaklossing gaat automatisch en zelfs in gesloten V-voegen waar de slak niet altijd vanzelf lost, is met een minimum inspanning de slak te verwijderen.
Lasspatten zijn nagenoeg onbestaand waardoor de nabewerkingstijd zowat komt te vervallen. Reden hiervoor is de extreem stabiele boogovergang bij sproeiboog, waardoor tevens een maximale draadefficiëntie bekomen wordt.
Typische draadrendementen zijn 80-85% afhankelijk van de gebruikte diameter en stroom.
Wat productiviteit betreft zijn dia. 1.2mm types meer dan drie keer sneller dan 3.2 mm beklede elektroden en zowat twee keer zo snel als dia. 1 mm massieve draad in verticale positie.
Roestvaststaal vuldraden voor horizontale posities
Deze groep van rutielvuldraden is specifiek beter geschikt voor het lassen in platte en horizontaal-verticale posities. Het slakgedrag garandeert een goede opzuivering van het lasbad.
De dunvloeibare slak van deze draden laat het lassen in andere posities wel toe, maar heeft er zijn beperkingen.
Monopas en het lassen in smalle voeg zijn niet mogelijk vanwege de grotere warmte opbouw.
Indien men op dikke platen bvb. een pendeltechniek kan toepassen kan men vanwege de betere wamteafvoer wel met dit type draden werken.
Het gebruiksgemak van deze draden is uitzonderlijk. Ze combineren een hoge neersmeltsnelheid met een lasuitzicht vergelijkbaar met dat van de laatste generatie beklede elektroden.
Men kan sproeibooglassen met stromen in het lage bereik die gaan tot slechts 100A bij een dia. 1.2 mm draad.
Men bekomt hoge lassnelheden en het bredere inbrandprofiel in vergelijking tot massieve draad geeft een lager risico op inbrandfouten.
Ondanks het feit dat men deze draden hoger belast in stroom dan de positielasdraden blijven spatten uit , en is de dunne slak zeer makkelijk te verwijderen. Dit resulteert in een glad blinkend lasuiterlijk.
In toepassingen waar naslijpen of polijsten een vereiste is, is dit ontegensprekelijk een voordeel.
We moeten opmerken dat er voor het lassen in onderhandse positie ook metaalpoedergevulde RVS draden op de markt zijn. Deze types hebben omwille van hun bijkomende metaalpoedervulling, die mee terecht komt in het lasbad, het voordeel een nog hoger neersmeltrendement te geven. Bovendien laten deze draden geen slak na op het lasbad.
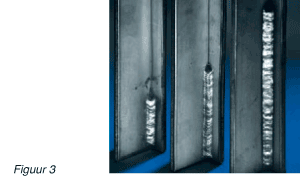
Linkse las is een "elektrodelas", de middelste een "massieve draad las" en de rechtse een" vuldraad las";
"bekomen laslengte na 1 minuut lassen".
Beschermgassen
Vanwege de grotere tolerantie van deze vuldraden door de slakvorming kunnen meerdere gassen gebruikt worden tot zelfs zuiver CO2. Hoe hoger het CO2 gehalte in Argon , hoe hoger het koolstofgehalte in de las en hoe lager het ferrietgehalte. Alhoewel dit moet gerelativeerd worden. Een stijging van 0,01 % voor C en daling van 0,1 % voor Cr worden vastgesteld bij progressieve overgang van zuiver argon tot zuiver CO2.
De invloed van het schermgas op de mechanische waarden is dan ook miniem, zodat ze als verwaarloosbaar beschouwd kunnen worden.
Een minimum van 20%CO2 wordt aanbevolen zoniet komen er problemen met de boogcontrole.
Bij gebruik van metaalpoedergevulde RVS types moet men om reden van het feit dat er geen slak gevormd wordt lassen met een beschermgas, gelijkaardig aan dat van massieve RVS draden. Best zuiver argon met een beetje actief gas zoals bvb. 2 % CO2 om de aanvloeiing te bevorderen.
Lassen op keramiek
Gevulde lasdraden laten als bijkomend voordeel het lassen op keramische backingstrips makkelijk toe. Indien de toepassing zich leent hiervoor kan dit een belangrijk voordeel zijn. Bij voldoende plaatdikte kan men met dit proces éénzijdig gaan doorlassen.
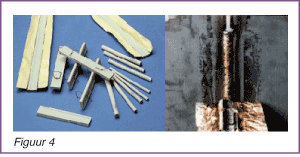
Het principe is dat men aan de achterzijde van de V- of X-vormige voorbereiding een keramische backing kleeft, die de uitsparing heeft van het gewenste doorlasprofiel. (Figuur 4) Het lassen van de grondlaag gebeurt dan op deze backing, waarop zich een dun laagje slak zal afzetten. De tape van de backing zorgt voor een luchtdichte afscherming van het smeltbad langs de achterzijde. Na lassen verwijdert men op éénvoudige wijze de backing met tape, waarna een correcte doorlassing verschijnt.
De voordelen van deze manier van werken tonen zich nogmaals op het vlak van productiviteit. Men kan de doorlassing met veel hogere stroomsterktes realiseren, wat een hoger neersmeltrendement geeft.
Bovendien hoeft men in principe langs de achterzijde niet meer tegen te gutsen of slijpen. In het geval van X-vormige voegen gebruikt men een ronde keramiek met een diameter gekozen in functie van de openstand. Na het lassen van de grondnaad, kan men dadelijk tegenlassen mits verwijdering van de strip. De ronde keramiek kan ook bij V-voegen gebruikt worden wanneer omwille van corrosieredenen toch zou moeten tegengelast worden.
Nieuwste ontwikkeling voor Lean Duplex
Lean duplex is een duplex legering die vrij recent op de markt verscheen. Met de stijgende grondstofprijzen was het met name bij duplex interessant om een alternatief te vinden voor de elementen
nikkel en molybdeen zonder al te veel te moeten inboeten aan corrosie-weerstand. Deze alternatieven werden gevonden door toevoeging of aanpassing van de elementen stikstof, mangaan en chroom.
Met nagenoeg dezelfde sterkte als de klassieke duplex en ongeveer twee maal de sterkte van de klassieke austenieten worden deze leanlegeringen een concurrent van austenieten als AISI 316L.
Voor de lean duplex stalen werden ondertussen de nodige aangepaste lastoevoegmaterialen ontwikkeld, waaronder ook vuldraad. Hierdoor kunnen ook deze nieuwe RVS stalen met grotere productiviteit gelast worden. (Figuur 5)

Figuur 5
Besluit
Vuldraden in roestvaststaal vormen in heel wat toepassingen een aantrekkelijk alternatief tegen de meer ingeburgerde lasprocessen als elektrode en MIG lassen. Vooral op het vlak van productiviteit en kwaliteit kunnen dikwijls verbeteringen gerealiseerd worden die de kostprijs van de constructie enkel maar ten goede kunnen komen.