


Het produceren van RVS en aluminium componenten m.b.v. Additive Manufacturing/DPT
Onderdelen gemaakt van bijvoorbeeld aluminium en roestvast staal worden volop in Nederland vervaardigd maar dat neemt niet weg dat er nog steeds een substantieel deel gemaakt wordt in lage loonlanden. Het kabinetsbeleid is er echter op gericht dat er gestreefd moet worden naar ‘reshoring’. Volgens de Kamer van Koophandel gaan steeds meer bedrijven hun productie terug halen uit lage loonlanden en kiezen er bewust voor om weer in Nederland te gaan produceren. Hiermee spelen ze in op de vraag van hun klanten naar maatwerk, kwaliteit en korte levertijden. Deze trend wordt ‘reshoring’ genoemd terwijl het produceren in lage loonlanden ‘offshoring’ wordt genoemd. De opkomende mogelijkheid om dergelijke producten in ons land te vervaardigen met 3D-printen zal deze ‘reshoring’ sterk ten goede komen. Een belangrijke reden hiervoor is dat het systeem nagenoeg onbemand functioneert maar er zijn nog meer argumenten die in dit artikel aan de orde komen.
Ko Buijs-Innomet b.v.
In Nederland zijn zo’n 24000 CNC gestuurde bewerkingscentra actief en volgens ingewijden zullen binnen 5 jaar 10% van deze machines vervangen gaan worden door machines die de metalen producten met 3D-technieken gaan printen. De juiste uitdrukking voor dat laatste is Additive Manufacturing (AM) maar het wordt ook wel Select Laser Melting (SLM) genoemd. M.a.w. er zullen de komende jaren heel wat AM-machines bijkomen. De verwachting is dan ook dat dergelijke technieken voor een substantieel deel mechanisch bewerkte delen alsmede giet- en smeedwerk gaan vervangen.
Op de website van onderzoeksbureau Berenschot kan men het volgende lezen: Het voordeel van Additive Manufacturing is een snellere marktintroductie van nieuwe producten, omdat productie in korte tijd en goedkoop kan worden uitgevoerd. Daarnaast zijn minder grondstoffen nodig, omdat de producten laagje voor laagje worden opgebouwd met precies de juiste hoeveelheid materiaal. Producten dichter bij de eindgebruiker vervaardigen resulteert bovendien in duurzame productie met minimale transportbewegingen. Tot slot zorgt 3D printen voor betere prestaties, omdat producten tegen relatief geringe kosten kunnen worden gepersonaliseerd.
Inmiddels wordt 3D printen volop toegepast in sectoren als de lucht- en ruimtevaart, de automobielindustrie, de medische en de tandheelkundige sector en dat ook voor eindproducten. Ook in de consumentenmarkt krijgen 3D geprinte artikelen steeds meer toepassingen. Nog niet alle mogelijkheden zijn vandaag te realiseren, maar een aantal ondernemingen laten zien dat er al heel veel kan en gebeurt. Er wordt veel geïnvesteerd in onderzoek op het gebied van technologie- en materiaalontwikkeling.
Hoewel Additive Manufacturing op dit moment een snelle vlucht neemt ook qua afmetingen en materiaalkeuzes staat de gehele ontwikkeling en implementatie nog behoorlijk in de kinderschoenen. Daarom houden diverse organisaties zich bezig met Research & Development en een goed voorbeeld daarvan is TNO. Daar wordt zelfs studie en research gedaan naar ‘multi-metal’ printers zodat dergelijke printers producten kunnen genereren die uit meerdere metaalsoorten bestaan. Zelfs wordt de mogelijkheid onderzocht tussen het printen van metalen in combinatie met kunststoffen. Daarom is de verwachting dat er op den duur bijvoorbeeld een complete mobiele telefoon uit zo’n printer komt rollen echter zonder SIM kaart voor zover die dan nog nodig is. Zo’n product kan men qua design helemaal produceren naar de wensen en eisen van de gebruiker. Terecht kan men zo’n product ‘tailor-made’ noemen.
Men hoort nog wel eens in de praktijk dat men bedenkingen en twijfels heeft t.a.v. de kwaliteit van zo’n 3D-geprint product. Zodra men zich wat meer verdiept in deze materie blijkt het tegenoverstelde juist het geval te zijn. Vooral het realiseren van een beduidend hogere rekgrens zorgt ervoor dat men zelfs lichter kan construeren. Dankzij de gelaagde opbouw van het component ontstaan barricades voor glijvlakken en dislocaties in het atoomrooster waardoor juist de rekgrens omhoog gaat. Dit gaat overigens wel weer enigszins ten koste van de rek en kerfslagwaarde. Ook bedenkingen jegens de microstructuur dat deze mogelijk te grof of te bros zou zijn, blijkt een onterechte fabel want na het gloeien van dergelijke componenten blijken de karakteristieken en overige eigenschappen juist een aantrekkelijk geheel te vormen. Men kan met deze AM-techniek ook veel dunner produceren dan bijvoorbeeld met gieten en smeden. Een goed voorbeeld is een roestvast staal waaier van een pomp die met gieten een waaierblad heeft van circa 5 mm dik en met AM kan dit teruggebracht worden tot enkele tienden van millimeters. Dat betekent dus dat het rendement van de pomp behoorlijk zal toenemen.
Het principe
In feite behelst het 3D printen van metaal componenten het materialiseren van een virtueel ontwerp naar een functioneel product. De grondstof is altijd metaalpoeder dat partieel versmolten wordt m.b.v. een vastestoflaser. Het principe berust op het feit dat men vanuit de CAD-ontwerpfase na een digitale conversie een product kan realiseren dat laagsgewijs wordt ‘gestapeld’. Dit noemt men dan ook wel ‘Layer Technology’. Deze laagjes hebben een dikte die kan variëren tussen 20 en 100 µm. Op die plaatsen waar zich materie bevindt, wordt de laser computermatig geactiveerd waardoor het metaalpoeder op die plaats aan elkaar versmelt. Na deze actie wordt een nieuw metaallaagje aangebracht dat op zijn beurt wordt versmolten met het laagje metaal wat juist daaronder is ontstaan. Waar geen materiaal nodig is, wordt de laser uitgeschakeld waardoor dat metaalpoeder blijft zoals het van origine is.
Het gehele proces speelt zich af in een bouwruimte waar een inerte gasomgeving heerst zodat het metaalpoeder niet kan oxideren. Op deze wijze ontstaat na afloop van het proces een functioneel product met superieure eigenschappen. Op afbeelding 1 is dit schematisch weergegeven. Links en rechts ziet men plunjers die door een opgaande beweging metaalpoeder doseren en de rol links brengt een dun metaallaagje aan bovenin de bouwruimte die zich in het midden bevindt. De middelste plunjer zakt steeds iets verder naar beneden na ieder laagje dat versmolten is. Op deze wijze ontstaat na verloop van tijd het gewenste product.
Indien het metaalproduct gereed is, wordt het van de basisplaat verwijderd. Daarna kan het een nabehandeling krijgen zoals gloeien, slijpen en/of mechanisch nabewerken. Het metaalpoeder dat niet is versmolten, wordt teruggevoerd naar de voorraadcontainer. Dit kan zonder meer opnieuw gebruikt worden omdat de kwaliteit niet is aangetast dankzij de inerte atmosfeer die in de werkruimte aanwezig is. M.a.w. men heeft nagenoeg geen metaalverlies in tegenstelling tot bijvoorbeeld gieten waar men opkomers en aansnijdingen moet verwijderen die dan weer hersmolten moeten worden. Dus AM is een zeer duurzaam proces dat ten goede komt aan het milieu omdat immers geen restanten opnieuw gesmolten moeten worden. Het heeft dus ook een dempende werking op de CO2 uitstoot.
Indien de vorm van het product daar aanleiding toe geeft, moet men enig supportmateriaal gelijktijdig meeprinten waardoor er geen ongewenste vervormingen kunnen optreden. Dit supportmateriaal zijn a.h.w. kleine pilaartjes die na afloop verwijderd moeten worden. Bij aluminium zal dit veel minder nodig zijn dan bij roestvast staal vanwege het verschil in soortelijk gewicht. Dergelijk supportmateriaal zorgt er helaas ook voor dat er iets meer ‘afval’ ontstaat dat overigens te recyclen is. Dat neemt niet weg dat deze ontstane afval qua hoeveelheid nog niet in verhouding staat met wat er ontstaat tijdens het mechanisch bewerken.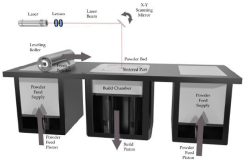
Afbeelding 1: schematische weergave van Additive Manufacturing (Dreams Laboratory).
Een ander groot voordeel is dat men een onbegrensde vrijheid heeft in de geometrie van het product zowel in- als uitwendig. Men kan zelfs inwendige koelkanalen aanbrengen die spiraalvorming van vorm mogen zijn. Op afbeelding 2 ziet men een roestvast stalen warmtewisselaar die 3D geprint is.
Ook heeft men de mogelijkheid hybride producten te gaan vervaardigen. Dat kan op twee verschillende manieren namelijk een draaideel voorzien van een 3D geprint deel of een product dat gedeeltelijk uit roestvast staal bestaat en een deel uit een dure nikkellegering. In het eerste geval kan men een simpel deel goedkoper met een CNC gestuurde machine maken. 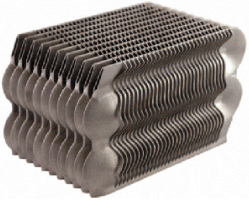
Afbeelding 2: RVS 316 warmtewisselaar die 3D geprint is (foto EOS).
Daarna brengt men een complex gedeelte aan op dit bestaande deel m.b.v. Additive Manufacturing. In het tweede geval kan men kostbaar metaal uitsparen maar dat gaat alleen op indien deze twee metalen of legeringen thermisch aan elkaar te versmelten zijn.
Additive Manufacturing werkt voor het allergrootste deel onbemand waardoor dus ‘reshoring’ steeds meer in beeld komt omdat de factor arbeid relatief laag is. Het spreekt voor zich dat dergelijke systemen nagenoeg onafgebroken hun werk kunnen doen. De bouwruimte kan men zo vol mogelijk plaatsen met meerdere producten die allemaal van dezelfde metaalkwaliteit gemaakt moeten worden. Dit verhoogt enorm de efficiency. Materialen die nu reeds volop toegepast t.b.v. Additive Manufacturing zijn roestvast staal, aluminium, kobalt/chroom, gereedschapstaal, titaan, nikkellegeringen en zelfs goud.
Digital Parts Transfer
Dankzij het digitaliseren van allerlei processen is er thans een nieuwe logistieke dienst in ontwikkeling die gemakshalve Digital Parts Transfer (DPT) wordt genoemd. I.p.v. een fysiek transport worden metaal componenten als digitaal geometrisch bestand naar ieder gewenste plaats op de aarde gestuurd. Op de gewenste plaats wordt het product gematerialiseerd m.b.v. Additive Manufacturing. Dit vraagt een complexe ‘supply chain’ mede door de juridische en financiële aspecten. Ook is hierbij gedacht aan het beheersbaar houden van het geheel zodat geen illegale kopieën van de producten kunnen worden gemaakt. Gemakshalve kan men hierbij denken aan ‘self deletable files’ e.d. Dergelijke diensten kunnen vooral via een cloud verzonden worden. Ook is het systeem beschermd tegen het gebruik van onjuiste metalen waardoor men uiteindelijk ook een certificaat kan afgeven op het gerealiseerde product.
De grote voordelen die DPT genereert, zijn o.m.:
• Het kunnen leveren van metalen componenten in een zeer kort tijdsbestek waar ook ter wereld. Dit zal het uitvallen van systemen vanwege calamiteiten tot een zeer korte tijd terug kunnen dringen wat tot substantiële besparingen zal leiden;
• Men kan zelfs complete units ‘transporten’ door de afzonderlijke componenten digitaal te versturen die na materialisatie bij het ontvangende bedrijf geassembleerd dienen te worden;
• Uitsparen van de steeds maar hogere transportkosten op de kosten van de ‘last mile delivery’ na;
• Het realiseren van hybride producten waardoor men kostbare metalen of legeringen uit kan sparen;
• Het omzeilen van tijdrovende douane perikelen; ook de invoerrechten e.d. komen te vervallen;
• Het gebruik van een virtueel magazijn waar relaties hun goederen geometrisch kunnen opslaan als een puntenwolk. Op deze wijze zal men geen onverkoopbare producten meer op de plank houden die ook wel bekend staan als winkeldochters. Rentederving wordt hierdoor tot een minimum teruggebracht.
• Het snel modificeren van CAD bestanden zodat de producten meer custom-made geproduceerd kunnen worden.
• DPT zal een dempende werking hebben op de uitstoot van CO2 en andere schadelijke stoffen vanwege het nagenoeg wegvallen van het fysieke transport.
Kostprijs
De prijs van een innovatie bepaald uiteindelijk of het wel of niet door de markt wordt opgepakt. Hoewel deze nieuwe techniek op dit moment nog vrij kostbaar is, neemt de belangstelling toch in rap tempo toe omdat het integraal goedkoper wordt en ook omdat de te maken producten steeds groter en complexer worden.
Conventionele productiemethoden worden steeds duurder vanwege toenemende schaarste en door het duurder worden van grondstoffen, energiekosten, arbeid en milieuaspecten. Ook wil men vanuit de politiek het ontstaan van bewerkingspanen terug gaan dringen omdat juist deze spanen zo’n grote milieubelasting geven. Spanen moeten ontdaan worden van snijolie die men tijdens het bewerken gebruikt en ook het hersmelten van dergelijke residuen vraagt veel energie en genereert veel CO2.
Voor de productie van een Airbus A380 (afbeelding 4) heeft men circa 140 ton titanium nodig dat verspaand wordt tot allerlei componenten zoals de bewegende delen van vleugels e.d. Na het bewerken blijft er circa 15 ton aan componenten over dat uiteindelijk in het vliegtuig wordt gemonteerd. Dat betekent echter ook dat er 125 ton spanen over blijft die gereinigd en hersmolten dienen te worden. Na dit smelten wordt het materiaal gelijk ‘gedowncycled’ en dat betekent dat het niet meer gebruikt mag worden voor de vliegtuigbouw. Daarom is Additive Manufacturing een zeer goed alternatief omdat dit slechts enkele procenten ‘afval’ genereert. Het spreekt dan op zich dat dit 3D technieken enorm in de kaart gaat spelen. Er gaan al geluiden rond dat men in de toekomst vanwege Europese wetgeving nog maar een beperkt deel van het halffabricaat mag verspanen. Er gaan al een getal rond dat men niet meer dan 30% mag verspanen. Dat geldt dus voor alle metalen en dus ook voor roestvast staal en aluminium.
Met gieten van metaaldelen dient men eerst modellen of coquilles te maken die ervoor zorgen dat het gesmolten metaal zijn gewenste vormt krijgt. Bij het smeden zijn het veelal matrijzen die ten grondslag liggen om het gewenste product te realiseren. Met Additive Manufacturing zijn echter geen kostbare gietmallen en/of smeedmatrijzen meer nodig waardoor het vooral voor kleinere series interessant is geworden om deze met een 3D-techniek te maken. Ook is men dan verlost van de slink- en gasholtes die meestal altijd bij het gieten ontstaan. Een ander groot voordeel is dat men relatief snel een product beschikbaar kan hebben voor een afnemer. Dit noemt men ook wel ‘short time to market’ effect. Ook het op voorraad houden van reservedelen en componenten kan men grotendeels laten vervallen omdat men relatief snel met deze techniek deze delen op klantenwens kan produceren. Zelfs een gebroken onderdeel kan men lijmen en scannen en opnieuw materialiseren omdat men een puntenwolk heeft gecreëerd tijdens het ruimtelijk scannen van het kapotte onderdeel m.b.v. triangulatie. Wel dient dit altijd met de ‘product-owner’ afgestemd te worden of dit inderdaad geoorloofd is.
Afbeelding 3: schematische voorstelling Digital Parts Transfer. Printers, waar ook ter wereld, worden aangestuurd door een server die bijvoorbeeld in Nederland staat.
De volgende kengetallen en gegevens over Additive Manufacturing zijn relevant om te vermelden:
• De diameter van de laserstraal = 0,2 mm;
• Nauwkeurigheid van Additive Manufacturing is +/- 50 µm;
• De laagdiktes kan men laten variëren van 25 tot 100 µm; hoe dunner de laag des te gladder het oppervlak maar hoe langer de productietijd duurt;
• De dichtheid van het gerede product bedraagt minimaal 99,8%;
Enige toepassingen van producten gemaakt met Additive Manufacturing zijn:
• Medische sector zoals implantaten;
• Dentale sector zoals kronen en beugels;
• Automotive;
• Luchtvaart;
• Virtueel onderdelenmagazijn;
• Instrumentatie;
• Pompen;
• Afsluiters en kleppen;
• Matrijzen t.b.v. bijvoorbeeld spuitgieten;
• Gadgets en sieraden;
Additive Manufacturing vraagt om een geheel nieuwe denkwijze. Dat begint al in de ontwerpfase waarbij men zich niet hoeft te beperken tot de mogelijkheden die conventionele bewerkingstechnieken bieden. Waarom is een gat rond? Omdat de boor nu eenmaal ronddraait tijdens het bewerken. Met AM valt die beperking helemaal weg en mogen de gaten de meest vreemde vormen hebben. Dit geeft gelijk aan dat een nieuwe denkwijze vereist is en het gevolg is dat men veel beter afgestemde geometrieën kan bereiken waardoor de producten functioneler en efficiënter kunnen worden. .
Het woord duurzaamheid is een veel gebruikte term die nog eens te gemakkelijk gebruikt wordt om aandacht te vragen voor zaken die onze wereldbol mogelijk ten goede komen. Voor Additive Manufacturing staat het vast dat dit de duurzaamheid in optimale vorm zal dienen en dat vooral indien men de componenten bij of in de buurt van de klant gaat materialiseren. Daarom stimuleert de overheid dergelijke technieken omdat hun commitment t.a.v. CO2 beperking nageleefd dient te worden. Ook binnen het kader van Smart Industry sluit het naadloos aan. Dit opent dus ook veel mogelijkheden voor het fabriceren van vooral complex onderdelen van aluminium en roestvast staal. n
Voor meer informatie info@innomet.nl
Literatuur: 3D printen van roestvast staal componenten – Vakblad Roestvast Staal nr. 6 van 2014 van Ko Buijs Innomet b.v.