


Het kleuren van roestvast staal Deel 1
Als we denken aan roestvast staal, is er geen reden om de keuze van de kleur te beperken tot zilverkleurig. Er is een breed spectrum aan ondoorschijnende en transparante kleuren beschikbaar. De textuur van het onderliggende oppervlak kan dan zichtbaar blijven en een warme aanblik geven. De buitengewoon hoge corrosiebestendigheid van roestvast staal maakt dat gekleurd roestvast staal een uitstekend en duurzaam materiaal is voor toepassingen waaraan hoge eisen worden gesteld [1].
(klik hier voor deel 2)
Roestvast staal behoort tot een groep materialen met een aantal unieke eigenschappen. Omdat roestvast staal wordt beschermd door een passieve laag op het oppervlak, gevormd door een reactie tussen chroom uit het staal en zuurstof uit de omgevende lucht, is er geen extra bescherming van het oppervlak nodig zolang het geselecteerde type geschikt is voor de betreffende omgeving. Als het oorspronkelijke oppervlak wordt beschadigd door onbedoeld krassen of opzettelijk schuren van het oppervlak, wordt dit laagje onmiddellijk hersteld in aanwezigheid van zuurstof. In deze publicatie wordt onder meer uitgelegd hoe deze beschermende laag door chemische processen zodanig kan worden gemodificeerd dat metallische kleuren worden gevormd. De laag kan ook worden gehard door elektrolyse.
Elektrochemisch kleuren
Het is al lang bekend dat roestvast stalen oppervlakken kunnen worden gekleurd door deze te behandelen in een warme oplossing van chroom- en zwavelzuur of in een oxidatiemiddelen bevattende warme alkalische oplossing. Om dit commercieel aantrekkelijk te maken, zijn er al vele experimenten uitgevoerd. De zo verkregen gekleurde lagen bleken echter te zacht en te poreus te zijn om voldoende weerstand te bieden tegen slijtage en krassen [2]. De eerste doorbraak in het kleuren van roestvast staal vond plaats in 1972, met een kleurmethode die bekend staat als het Incoproces, dat gebaseerd is op het anodisch stroomloos aanbrengen van chroomoxide. Sindsdien zijn diverse eigendomsrechtelijke variaties in het kleuren van roestvast staal ontwikkeld, waaronder het onderdompelen van het materiaal in een warme oplossing van chroom- en zwavelzuur, gevolgd door kathodische uitharding in een andere zure oplossing. Volgens deze methode wordt geen extra pigmentlaag of andere laag met kleurstoffen opgebracht, die de eigenschappen van roestvast staal negatief zou kunnen beïnvloeden. Volgens het kleurproces wordt de passieve chroomoxidelaag, die roestvast staal corrosiebestendig maakt, op chemische wijze verdikt. De kleuren worden gevormd door de interferentie die optreedt wanneer lichtgolven door de transparante passieve laag lopen [3]. 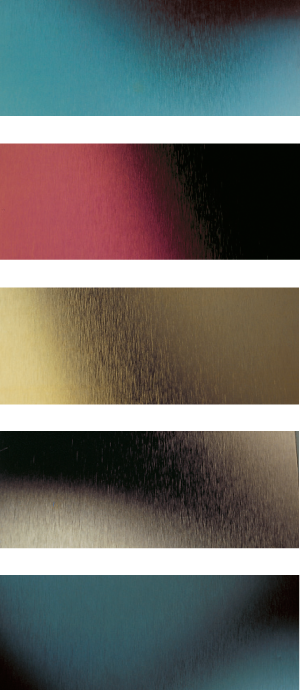
Afhankelijk van de dikte van de passieve laag ontstaan lichtinterferenties, die als kleuren worden waargenomen.
Austenitisch roestvast staal is bijzonder geschikt voor dit elektrochemische of interferentie kleurproces. De tijd dat het staal wordt ondergedompeld in de zure oplossing bepaalt de dikte van de oppervlaktelaag, de interferentie (of filtering) van de lichtgolven, het kleureffect en de intensiteit van de kleur – vergelijkbaar met het regenboogeffect van een zeepbel of van olie op een oppervlak. Het specifieke kleureffect van de laag (brons, goud, rood, purper, blauw en groen) wordt bepaald door de laagdikte, die tussen 0,02 μm en 0,36 μm ligt. Ferritisch roestvast staal kan alleen via deze methode donkergrijs worden gekleurd. De kleurloze chroomoxidelaag vervaagt niet onder invloed van ultraviolet licht en omdat er bij het kleurproces geen pigmenten worden gebruikt, kan de vormgeving na de behandeling worden uitgevoerd, zonder dat de laag gaat scheuren. Wanneer het materiaal bijvoorbeeld wordt geplooid, zal de inerte laag aan de gebogen kant wat dunner worden en tot een marginale vermindering van de kleurdiepte leiden [4]. De kleur kan gelijkmatig worden aangebracht of juist ongelijkmatig om een regenboogeffect te creëren. 
Kiosken bekleed met gekleurd roestvast staal zijn te vinden op toeristische plekken in Wenen.
De waargenomen kleur is afhankelijk van de invalshoek van het licht.
Er zullen lichte variaties in kleur zijn en voor grotere oppervlakken moet de gewenste kleur met behulp van een reeks kleurmonsters worden vastgesteld. De kleur is afhankelijk van de weg die het licht aflegt door de transparante passieve laag en verandert als het oppervlak vanuit een andere hoek wordt bekeken. Om dezelfde reden zal de kleur van het roestvast staal ook veranderen door buigen of vormen van de panelen. Hier moet al in de ontwerpfase rekening mee worden gehouden. De kleurvariatie die wordt verkregen door het buigen van grotere panelen, kan als ontwerpelement worden gebruikt [1]. Als de kleur van grote gebogen oppervlakken zo gelijkmatig mogelijk moet zijn, dan wordt het oppervlak onderverdeeld in segmenten met behulp van kleine vlakke panelen. Omdat de passieve oppervlaktelaag doorschijnend is, wordt de uiteindelijke aanblik bepaald door het onderliggende substraat. Een dof oppervlak geeft bijvoorbeeld een zachte, matte kleur, terwijl een spiegelglanzend gepolijst oppervlak heldere kleuren geeft. In tegenstelling tot gelakte oppervlakken, zal de kleur na verloop van tijd niet vervagen door blootstelling aan zonlicht. Als het oppervlak echter wordt beschadigd door krassen, fabricage of corrosie, kan dit niet worden hersteld [4]. De kleur kan ook door schuren worden verwijderd, daarom mag het materiaal niet worden gebruikt op plaatsen waar het beschadigd kan worden, zoals in gebieden met veel verkeer of ronddwarrelende abrasieve deeltjes [2, 5]. De kleur van het oppervlak kan worden verwijderd door beitsen, etsen of elektrolytisch polijsten. Roestvast staal dat op deze wijze gekleurd is, kan niet worden gelast zonder het oppervlak te beschadigen. Vanwege deze beschadiging door hitte, moeten las- en hardsoldeerwerkzaamheden op voldoende afstand van deze materialen worden uitgevoerd. Zacht solderen met speciale soldeersels en vloeimiddelen op gekleurde oppervlakken is wel mogelijk. Zolang de hardingstemperatuur niet te hoog is, kan lijmen zonder restricties worden toegepast. Schroeven, vastklinken en vastklemmen zijn geschikte mechanische bevestigingsmethoden [3].
Goudkleurig roestvast staal geeft een warme uitstraling aan entreehallen. Foto: Steel Color, Pescarolo Ed Uniti (I).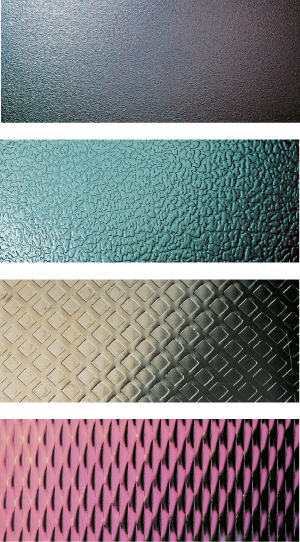
Het oorspronkelijke oppervlak en de mate van reflectie worden niet beïnvloed door het elektrochemisch kleurproces.
Corrosiebestendigheid
De corrosiebestendigheid van het gekleurde oppervlak is afhankelijk van het type roestvast staal. Het proces versterkt de passieve laag, waardoor elektrochemisch gekleurd roestvast staal aanvankelijk beter bestand is tegen putcorrosie dan ongekleurde oppervlakken. Onderzoeken hebben echter aangetoond dat deze geringe verbetering slechts voor de korte termijn geldt [6]. Als het waarschijnlijk is dat een roestvast staal type in een bepaalde omgeving corrosieverschijnselen zal vertonen, zal dat ook het geval zijn als het oppervlak gekleurd is. In tegenstelling tot ongekleurde oppervlakken, waarvan lichte corrosievlekken meestal kunnen worden verwijderd zonder het uiterlijk aan te tasten, kunnen gekleurde oppervlakken zelfs al bij lichte corrosie een blijvende verandering ondergaan. Verwijdering van het corrosieproduct zal ook de kleur veranderen. Daarom moet het te kleuren roestvaste staal van een zodanige kwaliteit zijn dat er geen corrosie zal optreden in de omgeving waaraan het wordt blootgesteld [3]. Er is literatuur verkrijgbaar met informatie over geschikte types roestvast staal voor architectonische toepassingen [7, 8]. Tabel 1 laat zien dat korte tot middelmatige blootstelling aan gewone voedselproducten en bouwchemicaliën het uiterlijk van elektrochemisch gekleurd roestvast staal niet verandert. De minste corrosie op het oppervlak zal de kleur van het aangetaste gebied permanent doen verdwijnen. Er moet dus zorgvuldig op worden toegezien dat de gekozen legering de vereiste corrosiebestendigheid heeft.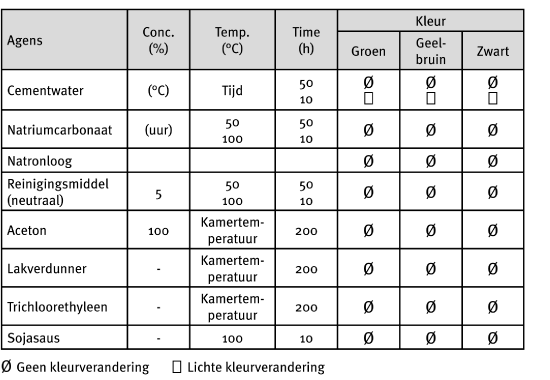
Tabel 1: Corrosiebestendigheid van gekleurd 1.4301/304 tegen diverse chemicaliën [2].
Veroudering door licht en veroudering door weersinvloeden
Gekleurd roestvast staal heeft een lange levensduur omdat het geen pigmenten of kleurstoffen bevat, die door omgevingsinvloeden kunnen verbleken. De kleur zal niet vervagen door zonlicht of weersinvloeden. Uit de literatuur is bekend dat er bij elektrochemisch gekleurde dakpanelen zelfs na 30 jaar geen kleurverandering optreedt [1]. Bovendien scheurt of schilfert het gekleurde oppervlak niet en is het bestendig tegen veroudering [3].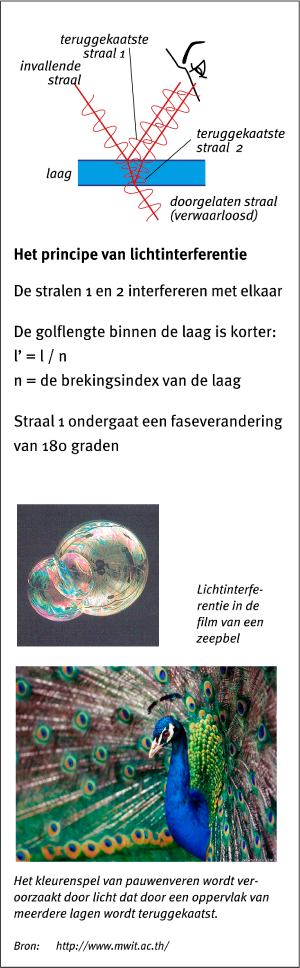
Toepassingen van elektrolytisch gekleurd roestvast staal
Wat gekleurd roestvast staal vooral aantrekkelijk maakt, is de kleurverandering ten gevolge van variaties in de lichtomstandigheden en –invalshoeken van zowel kunstlicht als natuurlijk licht. Het is belangrijk dat de voor meerdere paneelkenmerken bedoelde platen goed met elkaar overeenkomen. Toepassingen van gekleurde platen en panelen zijn o.a.: architectonische buitenbekleding (gevels, pilaren, dakbedekking, etc.), binnenbekleding in gebieden met weinig verkeer, borden, winkeldisplays en beeldhouwwerken. Krassen op gekleurd roestvast staal kunnen niet worden hersteld. Het is daarom het meest geschikt voor toepassingen waarbij het niet te vaak wordt blootgesteld aan krassen en schuren [9].

Elektrolytisch gekleurd roestvast stalen oppervlakken zijn buitengewoon UV-bestendig. Foto: Rimex Metals, Enfield (GB).
De voorgevel van het Brand Loyalty gebouw in Eindhoven is gebouwd volgens de staande naadtechniek, een traditionele techniek die bij dakbedekkingen gebruikt wordt. Foto: Rimex Metals, Enfield (GB).
Zwartkleuring van het oppervlak
Roestvast stalen oppervlakken kunnen gemakkelijk worden zwartgekleurd door onderdompeling in een gesmolten zoutbad van natriumdichromaat. Deze eenvoudig toepasbare methode wordt veel gebruikt in de auto-industrie om roestvast stalen onderdelen (zoals ruitenwissers) zwart te kleuren en door fabrikanten van roestvast stalen zonnepanelen. Volgens deze methode, die toepasbaar is voor elk roestvast staal type, wordt een zeer dunne, gladde, zwarte oxidelaag op het oppervlak van het staal gevormd. De laag heeft meestal een dofzwarte kleur, maar kan met behulp van oliën en wassen helder worden gemaakt. Hij heeft niet de neiging om te verouderen of in het gebruik zijn kleur te verliezen. Tot de temperatuur waarbij het roestvast staal hitteverkleuringen begint te vertonen is de laag vervormbaar en hittebestendig, schilfert niet en bladdert niet af. Zwartgekleurd roestvast staal is enigszins vervormbaar zonder beschadigingen aan te brengen en de laag heeft een goede weerstand tegen abrasieve inwerking. Deze kan door corrosie en zeer intensief schuren worden verwijderd. Het zoutbad heeft een temperatuur van ongeveer 400 °C en na de onderdompeling (gedurende 5 tot 30 minuten) volgt een spoeling met water. Zonnepanelen hebben na 5 minuten de meest ideale zwarte kleur, terwijl auto-onderdelen ongeveer 30 minuten nodig hebben om een diepere zwarte kleur te krijgen [16]. Het proces wordt ook gebruikt voor kleinere architectonische componenten en bestekgrepen als de zwarte laag krasbestendiger moet zijn dan met elektrochemisch kleuren mogelijk is.
Een absorptieplaat voor een warmwaterzonnepaneel kan van zwartgekleurd roestvast staal worden gemaakt. Foto’s: Energie Solaire, Sierre (CH).
Zwart gekleurd roestvast staal wordt veel gebruikt voor ruitenwissers en decoratieve onderdelen van motorfietsen. Foto (bovenaan): Steel Color, Pescarolo Ed Uniti (I).
PVD coatings of gesputterde kleur
Omdat het aanbrengen van coatings door fysische dampafzetting (PVD) een volledig spectrum aan kleuren mogelijk maakt, is dit een populaire methode voor het aanbrengen van esthetische effecten op bijvoorbeeld grote metalen panelen, kranen, deurbeslag, glasdeurkozijnen en consumentenproducten.Coatings, aangebracht door dampafzetting, worden ook op grote schaal gebruikt voor industriële en consumentgerichte toepassingen. Het oppervlak is aanzienlijk beter bestand tegen slijtage en wrijving en heeft een hoge hardheid. Bovendien heeft de coating een consistente, uniforme en duurzame kleur. In tegenstelling tot het elektrochemische proces, is de kleur van het oppervlak hier niet afhankelijk van de gezichtshoek. Het is ook veel krasbestendiger. Het fysisch aanbrengen van coatings door dampafzetting (PVD) is een algemeen begrip dat het aanbrengen van een dunne laag op een oppervlak beschrijft (zoals metalen platen, snijgereedschap, sluitingen, glas, halfgeleiderwafers en zelfs ook verpakkingsmateriaal voor consumentenproducten). Het coatingmateriaal wordt verdampt en vervolgens op het substraat aangebracht. Er kunnen diverse methoden worden gebruikt om het coatingmateriaal te smelten, zoals hoog vermogen boogverdamping, lasers, hoge dampdruk en bombardement door plasmaontlading (sputtering). Deze dampdeeltjes bewegen vervolgens door een vacuümkamer gevuld met een inert gas (meestal argon) en worden vervolgens op het substraat afgezet. De term PVD werd voor het eerst gebruikt in 1966, het proces werd echter al in 1838 gebruikt door Michael Faraday om coatings aan te brengen. Figuur 1 geeft een schematische weergave van het sputterproces. In zijn eenvoudigste vorm verloopt het proces in een edelgas bij een lage druk (0,1–10 Pa). Het sputterproces begint nadat een elektrische ontlading tot stand is gekomen en argon is geïoniseerd. Elektrische ontlading onder lage druk staat bekend als gloeiontlading en het geïoniseerde gas wordt plasma genoemd. De argon ionen botsen tegen de trefplaat (bron van het deklaagmateriaal), die niet moet worden verward met het substraat (het te coaten voorwerp). Het materiaal wordt van de trefplaat losgemaakt door impuls energie uitwisseling. Sputteren is de beste techniek voor het aanbrengen van dunne lagen. Dit aanbrengen kan op een gecontroleerde manier worden uitgevoerd. De adhesie is goed en de kwaliteit, structuur en gelijkmatigheid van de laag zijn uitstekend [10].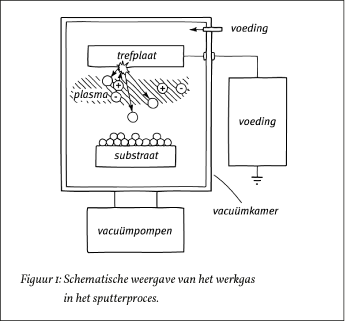
Figuur 1: Schematische weergave van het werkgas in het sputterproces.
PVD coatings geven harde oppervlakken en krasbestendige oppervlakken.
PVD coatings zijn in diverse kleuren verkrijgbaar. Foto’s: Hans Hollein Atelier, Wenen (A).
De kleuren en keramische samenstellingen van de oppervlaktelagen die met dit proces kunnen worden verkregen, zijn o.a. goud, roze goud, brons, blauw, zwart en wijnrood. Aangezien de coating heel dun is (gewoonlijk 0,3 μm), is het onderliggende oppervlak zichtbaar. Leveranciers van finishes brengen voordat zij het oppervlak coaten vaak patronen aan door etsen, polijsten of graveren. Hoewel het voor agressieve toepassingen, zoals deurbeslag, wordt gebruikt, moet er rekening mee worden gehouden dat de kleur kan worden aangetast bij blootstelling aan agressieve omstandigheden. Dit kan niet worden hersteld [1]. Het voordeel van PVD coatings is dat de laag (mits dik genoeg) helemaal dicht en zo goed als vrij van poriën is. Vocht en gassen dringen daardoor veel minder snel of in het geheel niet meer het substraat binnen [10]. Als echter het roestvast staal tijdens de fabricage gebogen of vervormd moet worden, is het belangrijk dat het materiaal bij ontvangst aan een buigtest wordt onderworpen. Om te bepalen of er problemen zijn met de adhesie aan het oppervlak hoeft alleen maar een klein stukje metaal strak te worden omgebogen. Bij verwerkingsproblemen kan tijdens de buig- of belastingtest delaminatie van de coating optreden. Dit zou niet mogen plaatsvinden bij een topkwaliteit leverancier. Als er moet worden gelast, dient dit voor het aanbrengen van de keramische laag te gebeuren [1]. 
Door sputteren kunnen keramische oppervlakken met uitzonderlijk hoge slijtvastheid worden verkregen. Foto: Inox-Color, Walldürn (D).
Decoratieve metaalplaten met een PVD laag worden veelal voor liften en als kolombekleding gebruikt op plaatsen met veel voetgangersverkeer [11].
(Klik hier voor deel 2)
Literatuur
[1] Houska, C., “Coloured stainless offers a rainbow of possibilities’’, Part 1, Architectural Metal Newsletter, Vol. 12, No. 1, 2005
[2] Yoshino, M., Application of INCO coloured stainless steel in Japan, Nickel Development Institute, Technical series, No. 13005, 1992
[3] Wiener, M., “Coloring Stainless Steel’’, Products Finishing, July, 1991, pp.68-70
[4] Cochrane, D., Gids voor afwerkingen in roestvast staal, Euro Inox, 2006, http://www.euro-inox.org/pdf/build/ Finishes02_NL.pdf
[5] Rabelo Junqueira, R. M., de Oliveira Loureiro, C. R., Spangler Andrade, M., Lopes Buone, V. T., Materials Research, Vol. 11, No. 4, pp. 421-426
[6] Kikuti, E., Conrado, R., Bocchi, N., Biaggo, S. R., Rocha-Filho, R. C., Journal of the Brazilian Chemical Society, Vol. 15, No. 4, pp. 472-480
[7] Houska, C., Stainless Steels in architecture, building and construction, Nickel Development Institute, Publication No. 11024, 2001
[8] Which Stainless Steel Should be Specified for Exterior Applications, IMOA, http://www.imoa.info/_files/ stainless_steel_selection_sw.html
[9] Specifying coloured stainless steel finishes and their applications, BSSA, http://www.bssa.org.u /topics.php?article=187
[10] Metals Handbook, Ninth Edition: Volume 13 – Corrosion, ASM International, pp. 456- 458
[11] http://www.metalresources.net/pdfs/DecorativeSheetMetalFinishes.pdf