


Drie toepassingen van Micropeenen, theorie en praktijk
Het voorkomen van scheurspanningscorrosie en corrosievermoeiing
Micropeenen bouwt een drukspanning op in een oppervlaktelaag van ongeveer 200 µm. Deze drukspanning kan met Röntgen diffractie worden gekwantificeerd.
In de onderstaande figuur is een voorbeeld gegeven voor roestvast staal 316, waarbij de opgebouwde drukspanning zichtbaar is met de bijbehorende relaxatie in de uiterste buitenlaag. Veel corrosieverschijnselen zoals scheurvormende spanningscorrosie en corrosievermoeiing initiëren onder invloed van bestaande trekspanningen in het oppervlak van de legering. Het is duidelijk dat de door Micropeenen aangebrachte drukspanning deze corrosieverschijnselen minimaliseert.
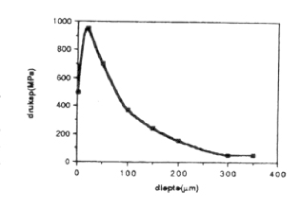
Figuur uit: Proefschrift E.F.M Jansen, TU Delft,1993, promotor prof.dr J.H.W. de Wit
CASE 1
Bij Corus werd Hoogoven 7 gerenoveerd. Hierbij waren de hetewind leidingen, ringleidingen enz. vervangen. Ook werd aan de "Beer" Hoogoven zelf het nodige gedaan ter modernisering en om de efficiëntie te verbeteren.
Door de hetewind leiding wordt lucht met een temperatuur van ongeveer 1200 ?C aangevoerd naar de ringleiding. Deze verdeelt het naar de Hoogoven, zodat de hete lucht rondom in de Hoogoven gelijkmatig binnenkomt. De binnenzijde is bekleed met enkele lagen vuurvast metselwerk, zodat de buitenzijde nog maar ongeveer 80 ?C is.
In het verleden werd in de hetewind- en ringleidingen, als gevolg van o.a. temperatuur gradienten en trekspanningen regelmatig scheurspannings corrosie geconstateerd. Met name rondom de lasnaden was het ernstig en moest men regelmatig reparaties uitvoeren.
Nu de leidingen werden vervangen, was dit een ideale gelegenheid om maatregelen te nemen om die spanningscorrosie in de toekomst te voorkomen. Omdat men elders in de plant al ervaring had met het Micropeenen en uit de literatuur bekend was, zie ook hierboven, dat waar een drukspanning aanwezig is geen scheurspanning kan ontstaan, is besloten alle lassen zowel aan de binnen- als aan de buitenzijde te Micropeenen. De las en de laszone werden 100 mm aan weerszijde gepeend. Dit betekende bewerking van enkele honderden strekkende meters las. Besloten werd een peen behandeling uit te voeren waarbij de een indringdiepte werd verkregen van 1 mm ofwel 1000 µm hetgeen extreem mag worden genoemd. Te meer daar het gebruikelijk is een indringdiepte te hebben van 250 tot 400 µm.
De gehele actie is bijzonder succesvol: na een aantal jaren is nog steeds geen scheurspanningscorrosie waargenomen. Het is duidelijk dat door het Micropeenen de bedrijfszekerheid aanzienlijk toeneemt. Uit proeven blijkt deze toename minimaalfactor 40. (zie tabel. Bron: experimenten uitgevoerd in 1989 bij Akzo Materialen Centrum in Hengelo.)
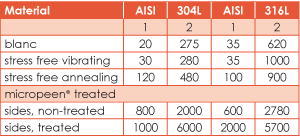
1. time in minutes till cracking of U-bend specimens in boiling solution of MgCl2[45%]
2. time in minutes until break

Gladder en harder door Micropeenen
Micropeenen resulteert naast een gladder oppervlak ook in een harder oppervlak. In de onderstaande figuur is een voorbeeld gegeven voor roestvast staal 316. Duidelijk is zichtbaar dat walsen resulteert in een hogere hardheid in het gehele materiaal, terwijl Micropeenen alleen de top 100 µm materiaal verhardt, met een nog grotere hardheid in de buitenlaag van 40 µm.
Door micropeenen verkrijgen we dus een taaie kern met een slijtvaste harde oppervlaktelaag.
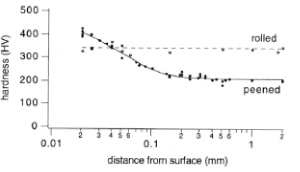
Figuur uit: Proefschrift E.F.M Jansen, TU Delft,1993, promotor prof.dr J.H.W. de Wit
CASE 2
Een algemeen probleem bij pneumatisch transport is de vorming van streamers, ook wel "engelenhaar" genoemd. Engelenhaar zijn slierten vezels, die ontstaan door het schuren van het bulkmateriaal tegen de wanden van de leidingen. Deze vezelvorming zorgen voor contaminatie, eerder nog dan voor verstopping van de leidingen. Belangrijke redenen voor de keuze van het pneumatisch transport zijn het beperken van stof en de eenvoudige en goedkope constructie.
Om de te transporteren granulaten zo weinig mogelijk te beschadigen, en dus het voorkomen van engelenhaar wordt in het algemeen een oplossing gezocht in variatie van de transport snelheid. Echter, ontkomt men niet volledig aan de vorming van engelenhaar en de eventuele verstoppingen die hiervan het gevolg zijn. Ook zien we een overmatige slijtage van de leidingwanden.
Na talloze testen bij een opdrachtgever in het zuiden van het land, werden de juiste Micropeen parameters en procedures gevonden om contaminatie en verstoppingen door engelenhaar te voorkomen. Omdat een volledig nieuw pneumatisch transport system moest worden aangelegd tijdens de uitbreiding van de plant, werd het volledige nieuwe systeem gemicropeened. Alle leidingen zijn geprefabed en later in de shop gemicropeened.
Nu om precies te zijn drie jaar later, is men nog immer tevreden over het achterwege blijven van contaminatie: ook hebben zich nog geen verstoppingen voorgedaan als gevolg van engelenhaar en waardoor sterk bezuinigd is op schoonmaakkosten en ook de productieverliezen konden worden voorkomen.

Minder vervuiling door Micropeenen
Micropeenen resulteert in verminderde aanhechting aan het oppervlak door een gladder oppervlak. In de figuur is goed te zien hoe Micropeenen een mooi golvend oppervlak oplevert. Vergeleken met een mechanisch gepolijst oppervlak valt direct op dat op macroschaal de ruwheid groter lijkt: de Ra waarde is duidelijk hoger. Maar op microschaal is de ruwheid vergelijkbaar met het gepolijste oppervlak en dat is bepalend voor de aanhechting.
Vergeleken met een geschuurd oppervlak valt op dat de Ra waarde vergelijkbaar is, maar dat de microruwheid voor het geschuurde oppervlak veel groter is dan voor het mooie golvende oppervlak van het gemicropeende oppervlak met veel aanhechtingsproblemen in de praktijk.
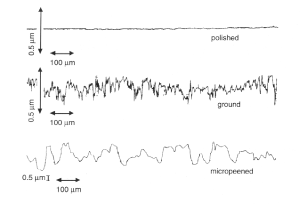
Figuur uit: Proefschrift E.F.M Jansen, TU Delft,1993, promotor prof.dr J.H.W. de Wit
CASE 3
Bij Shell Pernis wordt in de rubberplant veel materiaal (in deze case het zogenaamde bruine Latex) geperst tot vierkante blokken, de zogenaamde balen. Omdat deze latex plakkerig is en dientengevolge in de perskamers blijft plakken, injecteert men door middel van verneveling siliconen gedurende 2 seconde. Dit is normaal voldoende om te kunnen lossen. Regelmatig blijft er echter toch nog een brok Latex in de perskamer plakken. Omdat deze Latex in de autobanden industrie wordt gebruikt is het bovendien eigenlijk niet wenselijk siliconen te gebruiken.
Na een Micropeen behandeling is de oppervlakte morfologie dusdanig dat siliconen niet meer nodig zijn. Men vernevelt nu gedurende 2 seconden water in de perskamer. Dit is ruim voldoende om meerdere balen te persen zonder ook maar enige aanhechting van de Latex.
Naderhand is het gehele leidingsysteem gemicropeened, inclusief expeller en centrifugaal pompen, teneinde geen onnodige stops te hebben met het nodige productie verlies.
Een zeer groot bijkomend voordeel is niet alleen dat de pompen niet meer vervuilen en hierdoor HD-water moeten worden gereinigd waardoor ook regelmatig de seals moeten worden vervangen, maar dat nu GEEN schade meer als gevolg van cavitatie ( het oppervlak is door Micropeenen immers ook veel harder) voorkomt. Hierdoor krijgen de centrifugaalpompen een enorme levensduur verlenging zonder reparaties.

Ook hier standtijd verlenging.
CASE 4
In coagulatie vaten wil nog wel eens vervuiling optreden. Zo ook bij Ge-Plastics in Grangemouth Scotland. Hier moet men veelvuldig het vat HD-water reinigen ten einde het proces storingsvrij te laten verlopen. Hier werd na een Micropeen behandeling de standtijd met enkele honderden procenten verlengd. Bijkomend voordeel is dat het vat nu eenvoudig met een tuinslang is te reinigen.

Na een micropeen behandeling.
CASE 5
Bij DSM te Geleen moeten reactoren in de ABS plant regelmatig worden met hoge druk water gereinigd worden. De reactoren zijn destijds elektrolytisch gepolijst. Als gevolg van het hoge druk reinigen zijn de wanden ernstig beschadigd, hetgeen de reiniging frequentie geen goed doet. Omdat de beschadiging steeds groter wordt, wordt de vervuiling ook steeds ernstiger. Ook de adhesie van de ABS aan de wanden wordt steeds heviger. Kortom men raakt in een negatieve spiraal.
Na een Micropeen behandeling drie positieve resultaten:
1) Reinigings frequentie neemt sterk af.
2) Standtijd wordt verdubbeld.
3) Met de helft van de reinigings druk komen nu hele plakkaten ABS van de wand. Hierdoor duurt de reinigings tijd nog maar 1/3 van de oorspronkelijke tijd en wordt de wand niet beschadigd.
