Blog Ko Buijs - Gieten of smeden van titaan
Een gietstuk is veelal de meest optimale economische keuze als het om componenten gaat waarvan de vorm hol moet zijn of diep inspringende patronen kent zoals een product met koelribben. De afmetingen en gewichten van titaan gietstukken zijn echter nogal beperkt vanwege de gelimiteerde inhoud van een vacuüm smeltoven. Smeedstukken van titaan kennen deze beperking niet.
Door Ko Buijs - Innomet Consultancy BV
Over het algemeen kan men ook stellen dat smeedstukken een hogere zuiverheid en een beter gecontroleerde microstructuur hebben dan gietstukken. Ook komen in smeedstukken nagenoeg geen porositeiten voor zoals dat vaak wel het geval is bij gietstukken. Dankzij het smeden krijgt men een uitstekende textuur c.q. vezelrichting die de mechanische waarden verbetert op vele specifieke plaatsen van het smeedstuk. De meest gebruikte norm die voor titaansmeedstukken wordt gebruikt is ASTM B381. Titaan grade 2 en 3 worden meestal gebruikt als ongelegeerde smeedkwaliteit. Titaan grade 5 en 23 worden vanwege hun hoge mechanische waarden ook wel de werkpaarden van alle titaankwaliteiten genoemd. Grade 19 en 21 zijn bètalegeringen met hoge sterkte terwijl grade 20 en 22 hun tegenhangers zijn vanwege de toevoeging van palladium. Andere titaanlegeringen die interessant zijn voor het smeedproces zijn de grades 9, 12 en 18 die allen redelijk hoge mechanische waarden bezitten. Het smeden van titaan kan handmatig gebeuren maar ook met het extrusie- en het matrijssmeedproces.
Bij handmatig smeden maakt men gebruik van smeedhamers met platte kanten of van een pers. Ook worden er eenvoudige hulpgereedschappen gebruikt zoals stuiksmeedzadels, ponsmallen, doorns etc. waardoor deze vorm van smeden het best vergeleken kan worden met het werk van een ouderwetse smidse. Handgevormde producten zoals ringen, schijven, blokken, assen e.d. kunnen met handsmeden in de regel niet exact op de gewenste afmetingen en toleranties vervaardigd worden. Ondanks deze tekortkoming blijken deze smeeddelen toch goedkoper te zijn dan de stukken die gemaakt zijn m.b.v. matrijssmeden. Dit gaat vooral op indien het aantal stukken gering is en of er een speciale matrijs gemaakt moet worden. Ook is dit van toepassing indien het om extra grote smeedstukken gaat. Het andere voordeel van handsmeden is dat de doorlooptijd erg kort is temeer omdat er geen speciale gereedschappen nodig zijn. De meeste producten kunnen in allerlei grootte en vormen vervaardigd worden vanuit knuppels of staven die normaal gesproken vanuit voorraad leverbaar zijn. Met het matrijssmeden worden smeedstukken vervaardigd m.b.v. gevormde hamers en/of persen. Het gebruik van persen geniet de voorkeur indien het om grotere smeedstukken gaat en indien men een speciale structuur met bepaalde hoge mechanische eigenschappen moet hebben.
Matrijssmeedstukken kunnen qua vorm nauwkeurig gedefinieerd worden waardoor de producten in grote hoeveelheden identiek aan elkaar zijn. Ook biedt dit proces het voordeel dat het voormateriaal optimaal benut kan worden vanwege de speciaal op maat gevormde matrijzen. Dit voordeel komt juist bij het relatief kostbare titaan goed tot zijn recht. In het algemeen kan men stellen dat het matrijssmeden in combinatie met goede procescondities zal leiden tot een constante productkwaliteit hetgeen vooral tot uitdrukking komt in de nagenoeg constante mechanische waarden. Hoewel matrijssmeden diverse voordelen biedt t.a.v. materiaaluitsparing en reproduceerbaarheid zal het duidelijk zijn dat de hoge matrijskosten alleen maar terugverdient kunnen worden met het maken van grote series. Met matrijssmeden kan men zeer nauwkeurige smeedstukken maken die lichter zijn dan 100 gram zoals bijvoorbeeld gasturbinebladen tot stukken die meer dan een ton wegen. Tot nu toe worden alle commerciële titaanlegeringen gebruikt voor dit smeedproces.

Afbeelding: handmatig smeden van titaan knuppels tot kleinere diameters in China (foto Innomet b.v.)
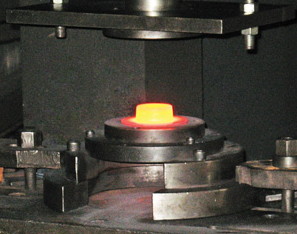
Matrijssmeden van een titaan flens
Met het extrusieproces kan een breed scala productvormen verkregen worden indien men eindproducten moet vervaardigen met gecompliceerde vormen. Dit product kan tot stand komen met bijvoorbeeld het ringwalsen gevolgd door het vonkstuiklassen. Ringen op deze wijze gemaakt, hebben een laszone die na inspectie 90% van de sterkte van het basismateriaal bezitten. Extrusie bij hoge temperatuur is een zeer bekende methode om naadloze titaanbuizen te vervaardigen. Dit proces wordt ook gebruikt om pijpen te maken met een diameter tot wel 600 mm en een wanddikte tot 30 mm. Dit geschiedt niet alleen in de commercieel zuivere kwaliteiten doch ook met het gelegeerde Ti-6Al-4V (Ti-grade 5).
Met hetzelfde proces kan men ook buisjes produceren met een uitwendige diameter van slechts 1 mm. Door gebruik te maken van de combinatie smeden en extruderen kan men pijpen maken in allerlei maten die voorzien worden van een flens. Dankzij het gebruik van een geëxtrudeerde voorlasflens kan men nu een las leggen die behoorlijk ver verwijderd is van die plaatsen die toch al reeds onder hogere mechanische spanningen staan. Conventionele extrusietechnieken kunnen worden gebruikt om allerlei staven en holle vormen van titaan te produceren zoals men ook doet met andere hoogwaardige legeringen. Inherent aan dit proces is de hoge materiaalreductie dat in het algemeen leidt tot een aanzienlijke verbetering van de structuureigenschappen zoals zuiverheid en korrelgrootte hetgeen weer een goede uitwerking heeft op het mechanisch gedrag.