Blog Farid Farnia - Lassen onder de loep (deel 2 van 5)
Case:
Lek in de rondnaad van een verdamperpijp op 71 meter hoogte, direct bij de uitlaatkast. Wat op het eerste gezicht leek op een lokale lekkage, bleek een structureel lasprobleem.
Door: Farid Farnia - TQIS – Total Quality Inspection Services
Technische observaties (trigger voor vakinhoudelijke discussie):
Porositeit in de doorlassing
• Gasholten exact op de lekkageplek aangetroffen
• Geconcentreerd in het lasmetaal – zichtbaar in doorsnede en micro-opname
• Porositeit = initiator én versnellende factor
Visuele lasonvolkomenheden
• Onregelmatige lasvorm aan de buitenzijde
• Ruw binnenoppervlak met restanten van lasdraad
• Lasdraadresten zichtbaar aan de binnenzijde van de pijp
– Wijst op onvolledige doorlassing of onvoldoende smeltbinding
– Vormt een intern aanhechtingsdefect én corrosie-initiator
– Draadrest + porositeit = verhoogd risico op doorslag bij stilstand
Stilstand + vocht = corrosieve cocktail
• Pokvormige pitting op scheurflanken
• Corrosiekapjes wijzen op langzame inwendige degradatie
• Putcorrosie ontstond in de gasholten → perforatie
FPP-Intelligentie (From Paper to Practice):
– Slechte laskwaliteit blijft jarenlang onzichtbaar, tot het systeem lekt
– Porositeit + putcorrosie = dubbel schademechanisme dat NDO kan missen
– Stilstandmomenten versterken het risico, zeker bij TIG-lassen met zwakke doorlassing.
Aanbeveling:
– Inspecteer vergelijkbare rondnaden visueel én met NDO (zoals RT of phased array)
– Focus op porositeitspatronen aan de doorlassingzijde
– Leg vast of deze samenhangen met stilstandzones of vochtbelasting.
“Inspectie is geen momentopname. Het is het lezen van het levensverhaal van materiaal.”
- Je kijkt niet alleen wat je ziet,
- maar wanneer het ontstaan is,
- waarom het daar zit,
- en hoe het zich mogelijk ontwikkelt.
Inspecteren is begrijpen, doorgronden, en vooruitzien.

Foto 1 – Plaats van lekkage.
Het oppervlak van de las is onregelmatig, met duidelijke sporen van corrosie en perforatie. De lekkage bevindt zich precies op de rand van het lasmetaal, waar inwendige degradatie zich heeft geconcentreerd.

Foto 2 – Binnenzijde van de pijp ter hoogte van de lekkage.
Op de laswortel is een restant van lasdraad zichtbaar, losliggend en niet volledig ingebonden. Dit wijst op een onvolledige doorlassing of gebrekkige smeltbinding. De opening naar buiten toont de exacte perforatieplek, waarbij interne defecten rechtstreeks geleid hebben tot lekkage.
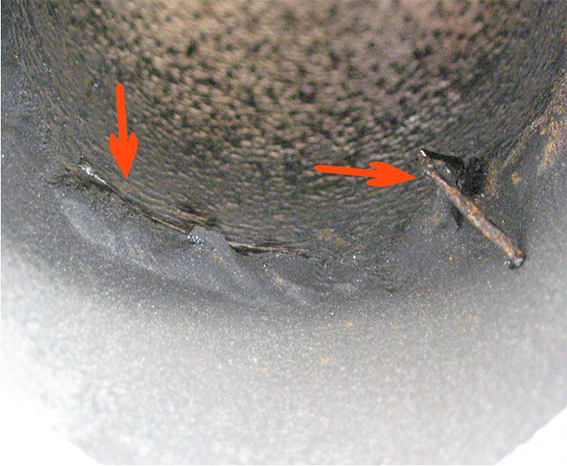
Foto 3 – Restanten van lasdraad aan de binnenzijde van de pijp.
Meerdere reststukken van lasdraad zijn zichtbaar op het inwendige lasoppervlak. De aangeduide fragmenten wijzen op onvolledige smeltbinding en gebrekkige reiniging na het lassen. Deze scherpe en niet-geïntegreerde aanhechtingen vormen een intern defect en zijn potentiële initiatoren voor corrosie en scheurvorming bij stilstand.

Foto 4 – Langsdoorsnede nabij de lekkage.
De metallografische doorsnede toont meerdere gasholten in het lasmetaal, geconcentreerd rond de doorlassing. De porositeit bevindt zich op verschillende diepten en afstanden, wat wijst op onvoldoende gasafscherming tijdens het lassen. Deze holten vormen zwakke plekken en zijn direct gerelateerd aan de waargenomen perforatie.
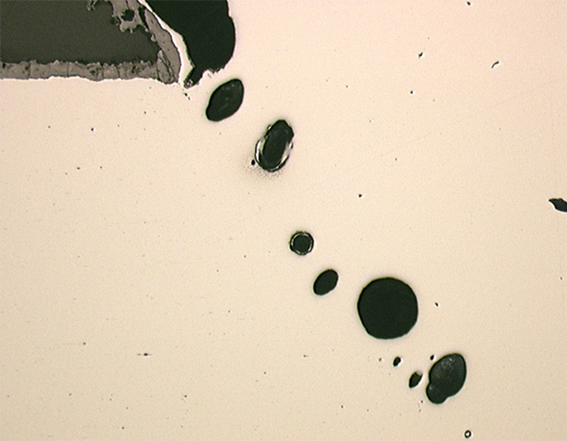
Foto 5 – Micro-opname van de doorsnede met gasholten.
Onder hoge vergroting worden meerdere gasholten zichtbaar, variërend in grootte en verspreiding. De vorm en spreiding wijzen op insluiting tijdens het lassen, veroorzaakt door onvoldoende gasbescherming of verontreiniging. Deze poriën functioneren als initiatoren voor corrosie en verzwakken de lasstructuur op microschaal.