


Enige tips ten behoeve van het lassen van roestvast staal.
Er wordt nog wel eens gezegd ‘de beste las is geen las’ en dat is op zich een begrijpelijke uitdrukking maar de praktijk leert nu eenmaal dat men nagenoeg nooit geheel om het lasproces heen kan zodra men een constructie moet gaan maken. Dat geldt ook zeker voor het verwerken van roestvast staal. Daarom is het relevant om eens in grote lijnen stil te staan bij het lassen van dit materiaal want die verbinding blijkt nog wel eens de ‘zwakke schakel in de ketting’ te zijn. Indien men echter de juiste parameters hanteert en optimale maatregelen toepast dan behoeft de lasverbinding zeker niet het zwakste punt te zijn.
Door Ko Buijs - Innomet Consultancy BV
Het begint al met het hechtlassen dat over het algemeen te weinig aandacht krijgt terwijl hier al de basis wordt gelegd voor een optimale lasverbinding. Daarom volgen er hier enkele aanbevelingen. Hechtlassen moet geschieden met elektroden of lasdraad die gekozen dienen te worden in afhankelijkheid van de samenstelling van de te lassen materialen. Hechtlassen worden meestal zonder backinggas gelast en daarom moet men niet door en door lassen om later bij het definitieve lassen geen kleine verbrande zones te krijgen in de doorlassingen. Dergelijke plekjes kunnen corrosie initiëren. Op onderstaande afbeelding kan men daarvan de gevolgen zien. M.a.w. hechtlassen dienen aan het oppervlakte te blijven zoals eigenlijk de naam al zegt.
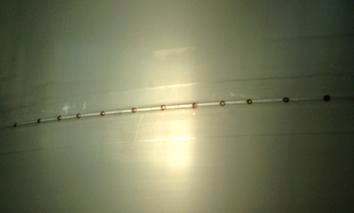
Corrosie op de plaatsen van de doorlassing waar hechtlassen te zwaar zijn aangebracht.
Indien geen ferriet in het lasmetaal mag ontstaan, dient men te lassen met een basische elektrode. Nu is over het algemeen enig ferriet wel gewenst omdat ferriet een veel groter oplossend vermogen heeft voor verontreinigingen dan austeniet en die kunnen nu eenmaal warmscheuren veroorzaken. Daarom zegt men ook wel dat het aanwezige ferriet een soort vuilnisbakfunctie heeft dat de kwaliteit van het roestvast staal ten goede komt zodra het om het voorkomen van warmscheuren gaat. Enkele 'spelregels' t.b.v. het lassen van austenitisch roestvast staal zijn onderstaand in het kort uiteengezet. De sluitlaag moet men aan de corrosieve zijde houden voor zover mogelijk. Elke gelaste laag ondergaat namelijk bij het leggen van de volgende lagen een warmtebehandeling waarbij het sensitieve temperatuurgebied kan worden gepasseerd. Dan kunnen op die plaats chroomcarbiden ontstaan die interkristallijne corrosie kunnen veroorzaken indien het koolstofgehalte daartoe aanleiding geeft. De sluitlaag passeert dit kritische temperatuurgebied slechts eenmaal en is daardoor het meest corrosiebestendig.
Slakdeeltjes en dergelijke verontreinigingen moeten grondig verwijderd worden omdat onder zulke afzettingen op den duur putcorrosie kan ontstaan door vooral beluchtingsverschillen. Gebruik zo’n laag mogelijke stroomsterkte en maak de lasrupsen niet te zwaar. De uitzettingscoëfficiënt van austenitisch roestvast staal is namelijk bijna 1,5 x zo groot als die van koolstofstaal. Dit betekent dat bij afkoeling in dikke lasrupsen de krimpspanningen behoorlijk hoog op kunnen lopen. Er kunnen dan vervormingen ontstaan en later ook spanningscorrosie tijdens het gebruik. Verwarm het materiaal niet voor zodra men gaat lassen.Oxidelagen die door verbranding zijn ontstaan, moeten verwijderd worden omdat deze lagen niet corrosiebestendig genoeg meer zijn. De te lassen naden moeten goed ontvet worden omdat vet en olie bij hoge temperatuur dissocieert in koolstof en waterstof. Hierdoor ontstaat er dan ongewenste koolstofopname in het lasmetaal en in de warmte beïnvloedde zone. Zoals eerder gesteld kan hierdoor tijdens het gebruik interkristallijne corrosie ontstaan. Indien het roestvast staal toch onverhoopt is vervormd vanwege het lassen dan volgt hier een tip om dit weer te ‘repareren’.
Dit betreft het oprekken van de lasnaad dat bij voorkeur moet gebeuren door de lasnaad in opgespannen toestand met een stempel licht te hameren. Door gebruik te maken van een stempel voorkomt men dat er onnodig naast de las wordt geslagen. Dit vergt wel enige ervaring en vakmanschap. Ook heeft austenitisch roestvast staal een relatief slecht warmtegeleidingsvermogen en dat betekent dat het lasmetaal behoorlijk traag stolt. Iemand die gewend is om bijvoorbeeld in positie te lassen (zoals boven het hoofd) zal merken dat de druppels lasmetaal naar beneden kunnen vallen vanwege dit trage stollen terwijl dat met gewoon staal niet gebeurt. Men zal de nodige maatregelen moeten nemen om dit te voorkomen. Moderne lasmethoden zoals orbitaal en laserlassen hebben veel problemen a.h.w. opgelost omdat de factor ‘mens’ een steeds beperkter rol is gaan spelen. Dat neemt niet weg dat elementaire kennis over lassen een noodzaak blijft omdat tenslotte moderne lassystemen ook door mensen geprogrammeerd en bestuurd dienen te worden.